в. Сятконский
(21)4362)1Н;4() 12
(22)12.01.88
(46) 07.1 1.«9. Бю.1. - -П (72) . Д. Гявловский, Г. и С. I. Кундас (53) 621.778.28(088.8)
(56)Авторское свндете.ИА-ты} ((( Л1 1388168, кл. В 21 F 11/00. 17.03.86. (.54) УСТРОЙСТВО Л/1Я ИЗГОТ()В;1Н- ИЯ ЛННТОЧНОИ СГ1ИР.Л.ЧИ
(57)IГчобретение отиосит(. я к on.iacTH изготовления с11И)а,1ей Hi ленты, можег быть ис;1оль;(()Б;и(о .I,IH и и ()т()н. 1е1гия спиральны.ч .менгпв (|)иГ)()М)н навивкой ленты н,ч )е6ро и нозволяет повнк/ить качество с/гирали и расширить технические воз.можности. ст ройстви, cfj.iepAaKiee два бойка, соединен- ны.х г источниками у. f);j iBVKOHf ix колебаний, и нриводнук ои авку, снаожено .ме.ханизмом изменения углового ноложения источника УЗК, состоящим из K.UIHOBOIO ie .хани)а, стержня из магнит(1С1 рикционно|() 1ате)иа la и катушки индуктивности, а калибрующие повер.хности бойков расположены на)ал. 1е. 1ьно нанрав,) неречнмцс иия ии отг)вки и образуют между собой ос1)ый у1ол, онределяемый из выражения с -arcto-( h.T), где Ь ,1ьное расстояние между калибрующи.ми иовер.хностями бойков; г радиус Г1риво.дной оправки, что обеснечивает деформирование .(аготовки с не)е 1еннои но сеченик ,1енгы I leiieHbKt об жатия С,о стор(ны на пжной нове)хносги с 11ира, 1ей стснень обжатия ; готовки максч .чальна и ноэю.му н нронесс -деф())миров;. и последующей ка.тибр .агоюики ii|) i,ic ходит снирализация , 1енты на 1 .си. (, 1ы, 5 И.1.
(С
(/)
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления ленточной спирали | 1986 |
|
SU1388168A1 |
| Способ образования покрытия на деталях | 1987 |
|
SU1491601A1 |
| Устройство для получения ленточныхСпиРАлЕй из пРОВОлОКи | 1979 |
|
SU844112A1 |
| Устройство для изготовления ленточной спирали из проволоки | 1978 |
|
SU747595A1 |
| Способ изготовления ленточной спирали из проволоки | 1976 |
|
SU579081A1 |
| Способ изготовления ленточной спирали | 1980 |
|
SU1000144A2 |
| Способ изготовления ленточной спирали для линий замедления ламп бегущей волны | 1991 |
|
SU1787633A1 |
| Способ изготовления изделий с периодическим профилем | 1991 |
|
SU1779451A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1210149A1 |
Изобретение относится к области изготовления спиралей из ленты, может быть использовано для изготовления спиральных элементов приборов навивкой ленты на ребро и позволяет повысить качество спирали и расширить технические возможности. Устройство, содержащее два бойка, соединенных с источниками ультразвуковых колебаний, и приводную оправку, снабжено механизмом изменения углового положения источника УЗК, состоящим из клинового механизма, стержня из магнитострикционного материала и катушки индуктивности, а калибрующие поверхности бойков расположены параллельно направлению перемещения заготовки и образуют между собой острый угол, определяемый из выражения Α=ARCTG (B/R), где B - минимальное расстояние между калибрующими поверхностями бойков, R - радиус приводной оправки, что обеспечивает деформирование заготовки с переменной по сечению ленты степенью обжатия. Со стороны наружной поверхности спирали степень обжатия заготовки максимальна и поэтому в процессе деформирования и последующей калибровки заготовки происходит спирализация ленты на ребро. 1 з.п. ф-лы, 5 ил.
Игюбретение относигс я к обработке метал. юв давлением, в частности к устройствам Д.1Я и и()тов:1ения .ченточной С11ира, 1и, и можег бьпь ис11о, 1ь.зован() при из|()тг)влении сгн1ра.тьны.х i, ie.MeHT()B приборов навивкой ленты на ребро.
и,ель изобретения рас1ни)ение Texnti- ческих возможностей за сче навивки сни- рали на ребро и нов1)1Н1ение качества cfUi- рали.
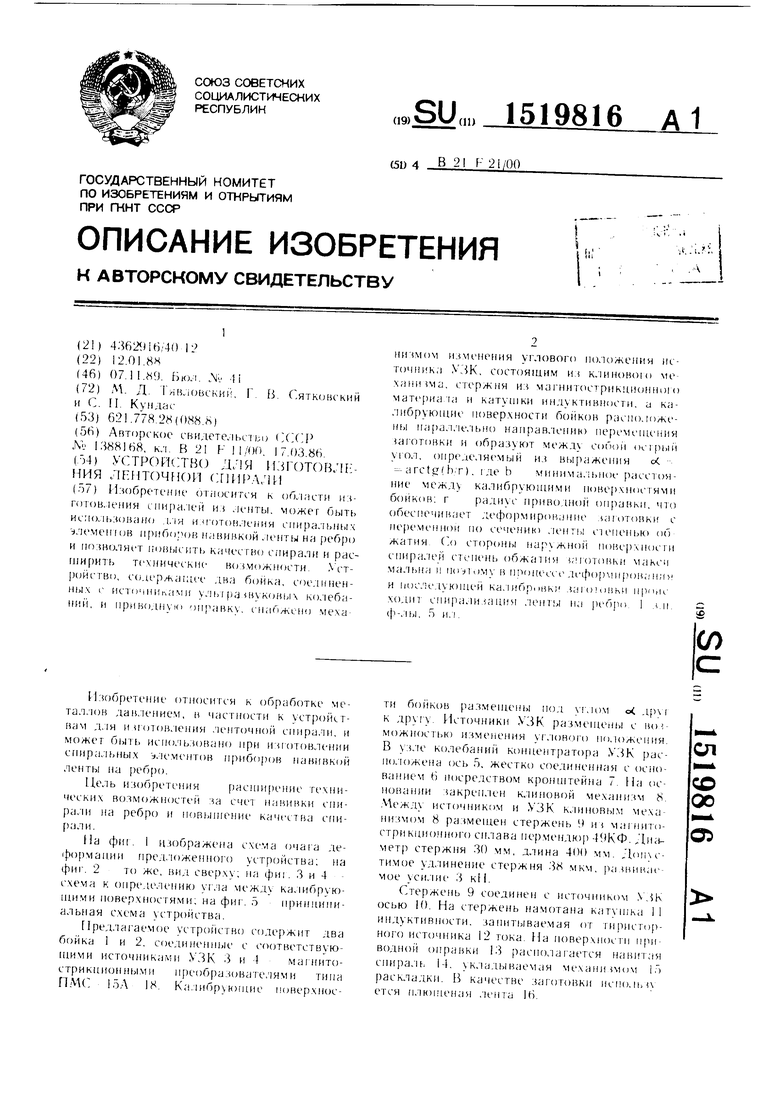
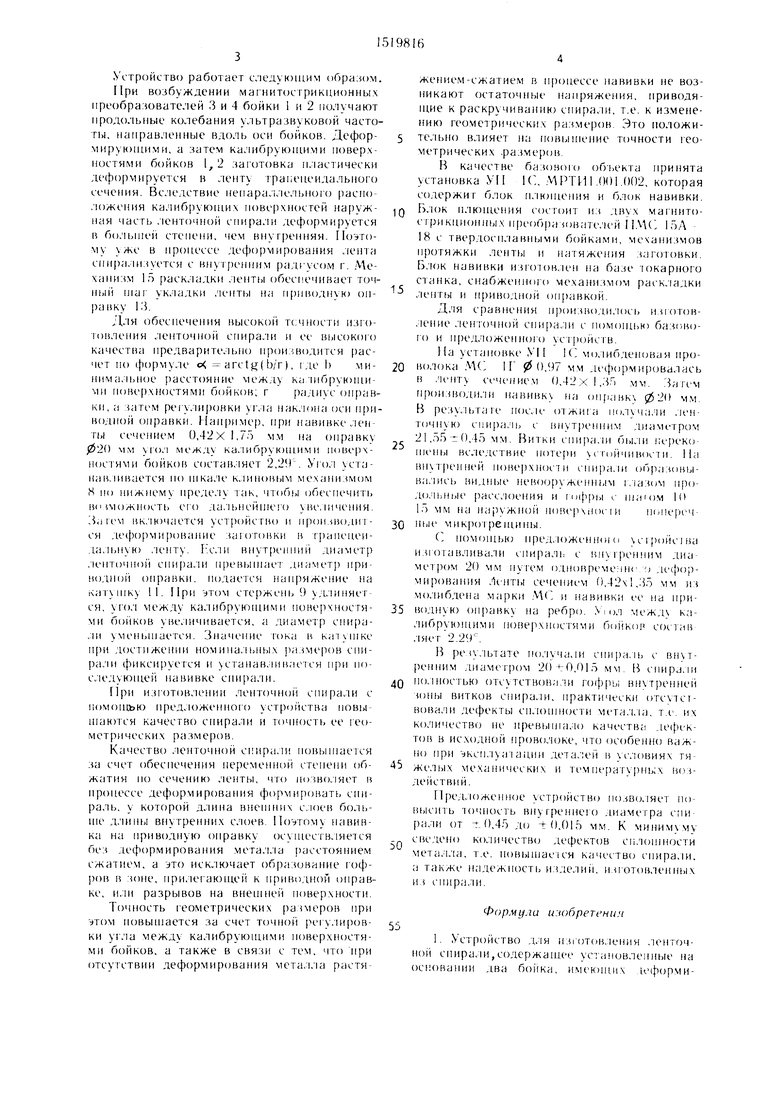
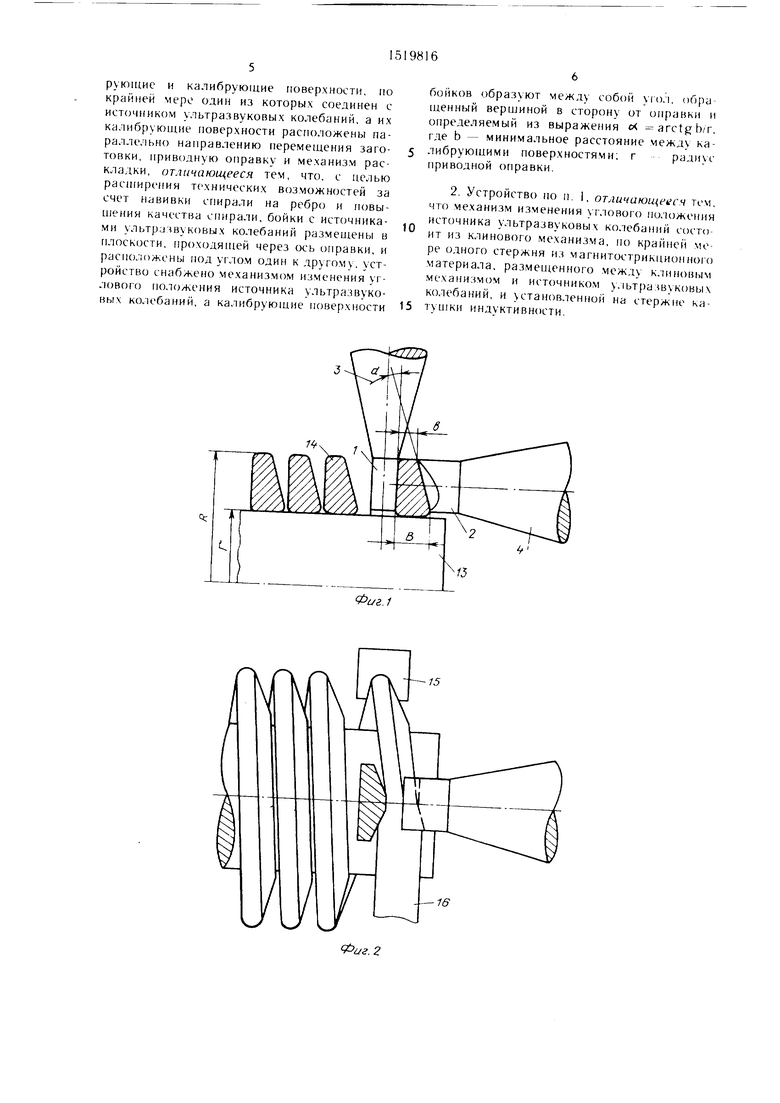
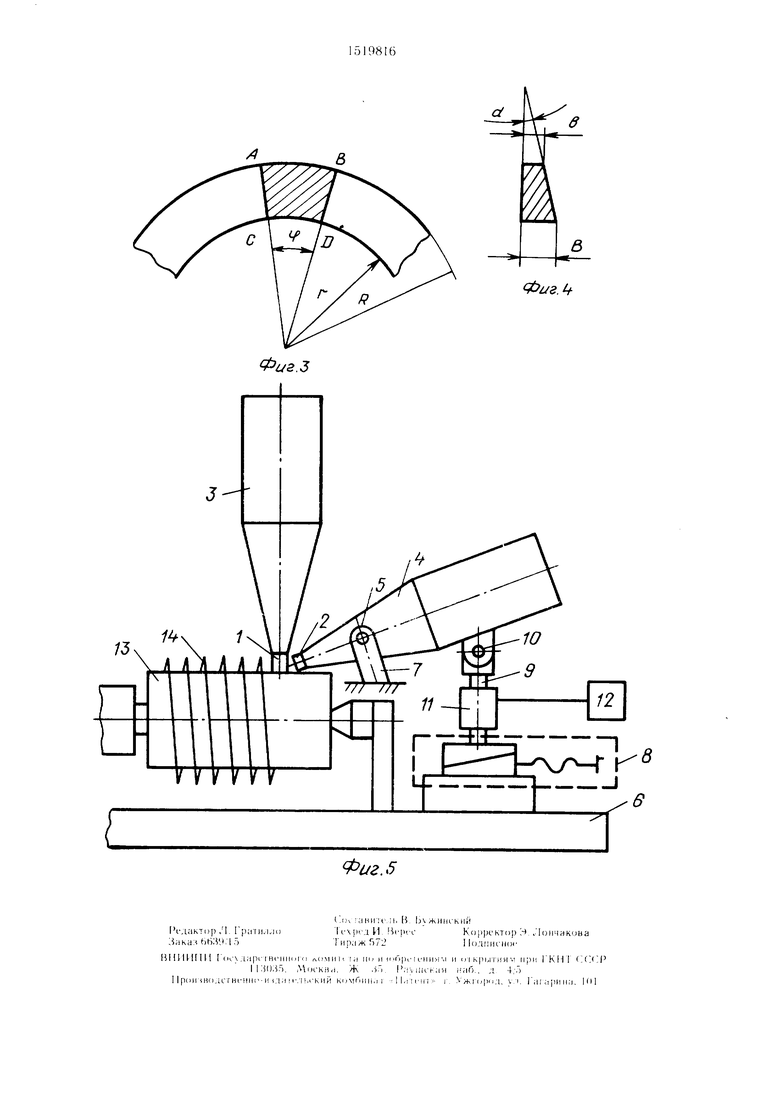
(1а фи1. I изображена схема O4aia де- фо)мании Г1ред. 1оженно14) уетройства: на фиг. 2 то же, вид сверху; на фи|. 3 и 4 схема к онределению yr, ia между калибрую- Н1И.МИ поверхностями; на фиг . 5 н)иниини- альная с.чема устройства.
Предлагаемое устрсик твс;) содержит два бойка 1 и 2, соединенные с соответствую- Н1ИМИ источниками УЗК 3 и 4 MaiHHTo- стрикц ионным и 11реобраз(жате, 1ями тина ПЛА( 15Л 18. Ка,1ибр юп1ие 1 оверхноети бойков размете) од углом о др г к . Источники УЗК размеи1ень1 с ( можностьк) углового о,1оже)Я. В узле колебаний концентратора УЗК рас- о, ось 5, жестко соединенная с основанием 6 Посредством крон нтейна 7. На ос- 1овании )й механизм 8. .Между источнико.м и УЗК клинс) механизмом 8 размещен стержень Я из (1- стрик и1о.нного сплава )р 49КФ. Jlmt- мет)) стержня 30 .мм, длина 400 мм. , l,.-- тимое удлинение стержня 38 .мкм, разви 1а( мое уси,тие 3 к(1.
Стерже 1ь 9 соединен с источником ЗК осью 10. На стержень намг)тана кату1 1ка 1 1 И 1дуктив 1ости, за нит)ваем а Я от гиристо)- ного источника 12 тока. На оверх ост1 i(i водной о 1равки 13 раснола ается навитая , 1ь 14. укладываемая том 15 раскладки. 1. качестве заготовк ется нлк) , 1ента 16.
сл
;о
00 05
Устройство работает следующим oCpaiiovi.
При возбуждении магнитострикционных преобразователей 3 и 4 бойки 1 и 2 получают продольные колебания ультразвуковой частоты, направленные вдоль оси бойков. Деформирующими, а затем калибруюи1ими поверхностями бойков 1, 2 заготовка и;1астически де{)()рмируется в ленту грапенеидальиого сечеиин. Вс.чедствие непараллельного расио- . южения калиб) иове)хиостей наружная часть .ченточной спирали деформируется в больп1е11 степепи, чем внутренняя. Поэтому уже в пронессе деформирова}|ия .leina спирализуется с впутрснпим радгусом г. .Механизм 15 раскладки ленты обеспечивает точ- иый таг укладки .чеиты на ириводпую оправку 1:5.
Для обеспечейия высокой тсчности изго- гонлеиия ленточной сг1ира,ли и ее высокого качестЕК предварительно производится )ас- чет по ((юрмуле с arctg(b,T), i ;i,e Ь ми- нима. Н)Иое расстояние между калибрующими ионе)хностями бойков; г радиус оправки, а затс м pei ули|)(яжи угла наклона оси п)и- водной онравки. Например, при навивке ленты сечешн м 0,42x1,75 мм на оправку 020 мм yio/i между ка.либруюшим и ноиерх- нос 1ями бойков с()став, 1яет 2,2) У|o.i уста- на14,1ивается но HiKa. ie клиповым механизмом 8 110 нижнему иреде.чу лак, чтобы обеспечить возможность его да, 1ьнейп1его увс,н1чения. ;5 11чл1 1 ключается ус1)ойсг1и) и производи г- ся )орми)ование заготовки в грапснеи- .чальную ленту. Гч ли внутренний диаметр .ленточной сни)али Н н вын1ает диаметр ири- нодно| 1 оправки, подается напряжение на катун1ку 11. При :(том стержень 9 уд.линяет- ся, угол между калибруюЕЦИмн 1оверхностя- ми 6oiiKOB уве.личивается, а диаметр снира- .Н1 менынается. Значение гока в KaiyniKe н)и достижении номина.льньгх ра.змеров спи- ра.ли фиксируется и станав.ливаелся при последующей павивко сиирали.
П ри из1Ч)товлении ленточной спирали с помощью нред.ложениого устройства повы- 1паются качество спирали и точность ее геометрических размеров.
Качество ленточной спира.ли новынтется за счет обеспечения переменной степени обжатия но сечению ленты, чго позволяет в иронессе деформирования формировать спираль, у которой длина вне1нпих с.лоев боль- nie длины внутренних слоев. Поэтому навивка на приводную онравку осун1есл в.1яется без деформирования метал.ла |)асстоянием сжатием, а это исключает образование гофров в зоне, прилегающей к приводной онрав- ке, и.Н1 разрывов на внепшей новерхности.
Точность геометрических размеров при этом повып ается за счет точной регу.лиров- ки угла между калибрующими иоверхностя- ми бойков, а также в связи с тем. что при отсутствии деформирования мета.лла растя0
5
0
5
0
5
0
5
0
жением-сжатием в процессе навивки не возникают остаточные нанряжения, приводя- нще к раскручиванию спирали, т.е. к из.мене- нию геомелрических размеров. Это положи- () влияет на повынк ние точности геометрических .размеров.
В качестве базового нринята установка УП IC. МРТИ .(.Ю1.002, которая содержит блок н.лкяцения и бл(1К навивки. Блок плкицения считоит из двух магнито- стрикциои1н,гх н()еобразовате,лей Il.VK . I5.A 18 с твердосплавными бойками, механизмов протяжки ленты п натяжения заготовки. Б,лок навивки изголов.лен на базе локарного спанка, снабженного механизмом раск.ладки ленты и нриводной о11)авкой.
Д. 1я сравнения нроизводилось и.готов- .ление .ленточной спи)али с помони ю базового и 1)едложенного усг|)ойств.
На установке- УП К молибденовая проволока C 00,97 мм де({)орми()овалась f .ленту сечеиие.м 0,42 X I ,. i. i мм. .Затем )Изводи.ли навивкч на опраик 02(( м.м. В результа1е нос.И отжи1а получа.ли .ленточную спирал, с внутренним диаметром 21,55 ±0,45 мм. Витки 1Л1ира.Н1 бы.ли переко шены Вс.чедствие потери сг1)йчиво(. л и. Па вн л|1е11Ней новерхносли спира.чи образовывались видп1)1е невоор женпым г,лазом нро- до.льные расслоения и (mfifibi с шаюм 1( 15 мм па наружисм 11ове|1 иос i и П( 1нле мик)отреи1ипы.
С иомон1ЬК) нредложс нно (I с1ройс1ва и.мотавливали снираль с инутренпим дна метром 20 мм нул ем одно реме:1Н о де(})ор- мирования .1енты сечением 0,42х1,Л5 мм 1гз мо.либдена марки Л(, и навивки ее на приводную онравку на ребро. ,Х||)Л межд калибрующими поверхностями бойкор состав л нет 2.29.
В рез,льтале но,луча.1и снира.ль с внул- ренпим диаметром ,015 мм. В спира.п) по.|иослью отсутстнова.чи вн тренне11 зоны витков спира.ли, практически отсхлст- вовали де(})екты сн.лон1Н(н тн мета.ч.ла. т.С . их количество не }1ревы111а.ло качеств;. де(|)ек- тов в исходной 11рово.локе, что особенно важно при эксплуатации деталей в ч-.л()винх тя- механических и темпе)ату) воздействий.
Пред.юженное устройств.) позвсхляет по- выс1ггь чочпослъ внутреннего диаметра спи рали от -0.45 до -t 0.015 мм. К минимуму сведено ко.личество дефектов сн.чон1ности мета.л.ла, т.е. повьипаелся качество спира.чи. а также надежность и.зделий, и.HI отопленных H.i снира.ли.
Формула изобретения
бойков образуют между собой угол, обра- ценный верщиной в сторону от оправки и определяемый из выражения с arctgfb/r. где b - минимальное расстояние между калибрующими поверхностями; градиус приводной оправки.
Фиг.З
Фцг.ii
