1
Изобретение относится к обработке металлов давлением и может быть использовано в тех областях промышленности, где необходимо изготовление обечаек со спиральным швом из листового материала преимущественно с перфорацией в виде отогнутых наружу козырьков, например в химическом и нефтяном аппаратостроении, целлюлозно-бумажном, продовольственном, медицинском машиностроении, в котлостроении и т .д.
Известен способ изготовления металлической трубы, состоящий в том, что заготовку первоначально прогибают между стационарной нижней формой и перемещающимся в вертикальном направлении прижимным узлом, а затем края заготовки сближают до смыкания посредством плунжеров и блоков, укрепленных на прижимном узле
Однако этот способ пригоден только для изготовления труб с продольным швом. Кроме того, в процессе гибки имеет место относительное скольжение поверхностей заготовки и формирующих поверхностей устройства, на котором производится изготовление обечайки, что нарушает форму элементов заготовки, образующих перфорацию.
Известен также способ производства спиральных труб, включающий правку полосы, обрезку ее продольных кромок, подачу полосы в формовочное устройство, расположенное под углом к оси полосы, формовку и сварку труб Г2.
Однако способ не применим для производства спиральношовных обечаек
10 ограниченной длины и с перфорацией в видеотогнутых наружу козырьков.
Наиболее близким к предлагаемому по Технической сущности и достигаемому эффекту является способ изго15товления обечайки из листовой заготовки с перфорациями в виде отогнутых наружу козырьков, при котором к заготовке прикладывают растягивающие продольные усилия перпендикуляр20но оси обечайки, сворачивают заготовку по спирали и сваривают кромки Гз.
Однако в связи с тем, что свободный конец заготовки, наворачиваемой
25 на оправку, прижимается к столу усилием, пропорциональным окружному усилию Всшьцовки, имеет место дефоР мация элементов обечайки, образукяцих перфорацию, так как после наворачи30 вания на оправку кромки обечайки
не фиксируются между собой, после съема с оправки обечайка приобретает и-образную форму, что усложняет последующую операцию ее сварки и требует предварительной довальцовки на трехвалковых вальцах.
Цель изобретения - повьпиение качества изготовляемых обечаек и упрощение последующей операции сварки.
Поставленная цель достигается тем, что в .способе изготовления обечайки из листовой заготовки, преимущественно с перфорациями в виде отогнутых наружу козырьков, при котором к заготовке прикладывают растягивающие продольные усилия перпендикулярно оси обечайки, сворачивают заготовку по спирали и сваривают кромки, за.готовку сворачивают одновременно на двух оправках с осями, параллельными оси обечайки, на которых закрепляют концы заготовки, в процессе сворачивания к оправкам прикладывают противоположно направленные крутящие моменты и изменяют расстояние между осями оправок до их совпадения в момент окончания сворачивания.
Сворачивание производят при постоянном продольном усилии.
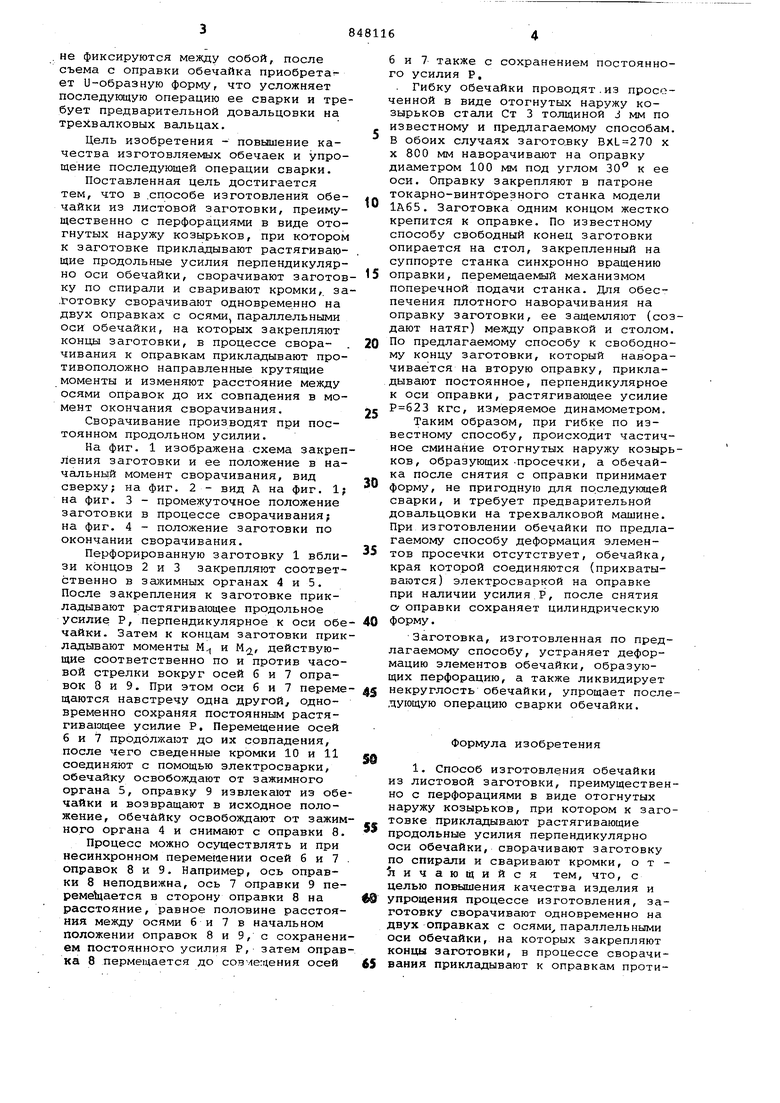
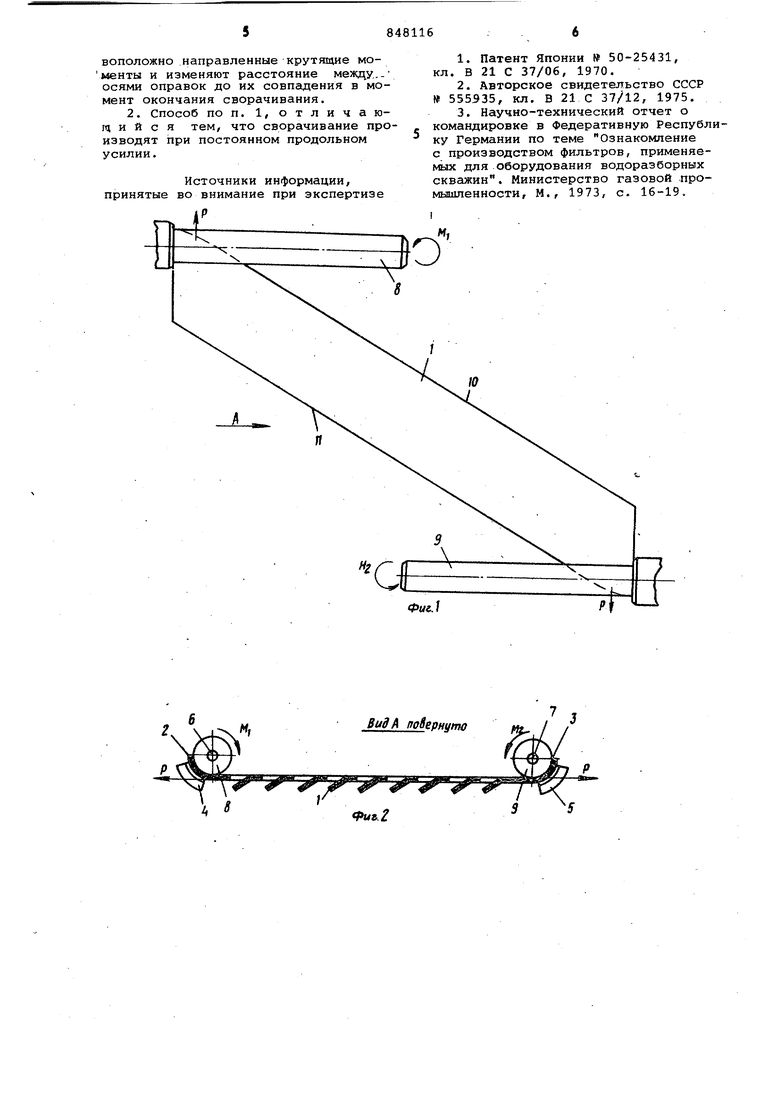
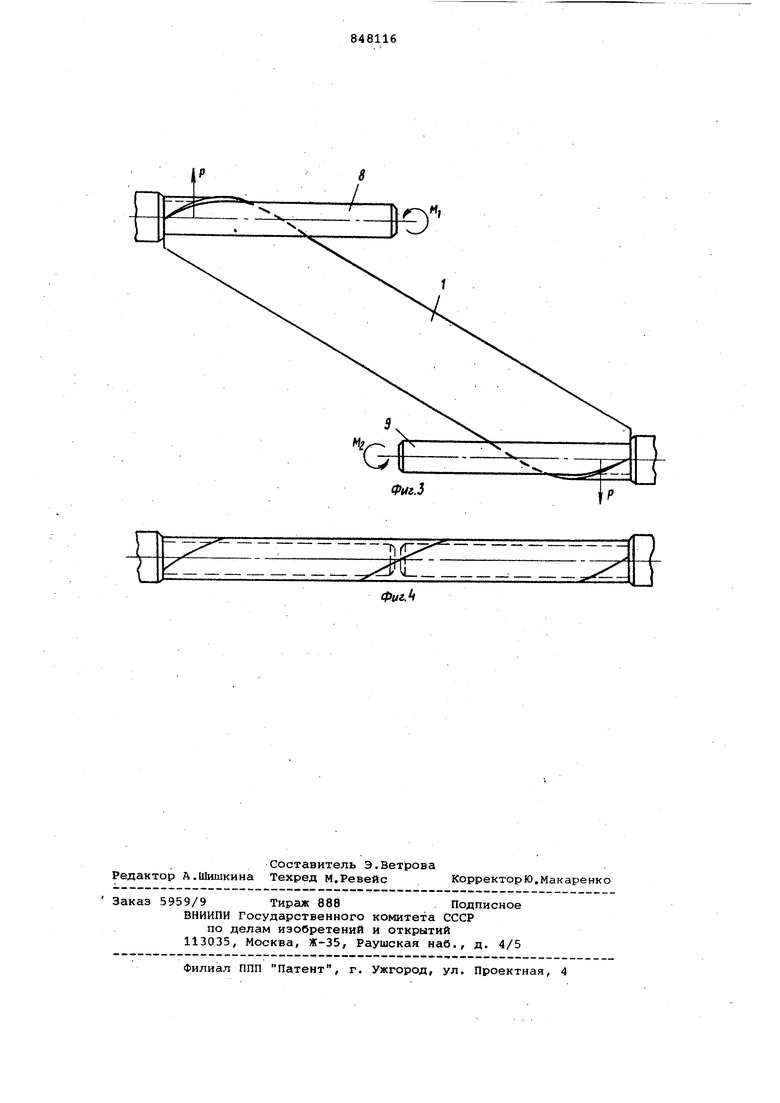
На фиг. 1 изображена схема закрепления заготовки и ее положение в начальнь й момент сворачивания, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - промежуточное положение заготовки в процессе сворачивания; на фиг. 4 - положение заготовки по окончании сворачивания.
Перфорированную заготовку 1 вблизи концов 2 и 3 закрепляют соответственно в зажимных органах 4 и 5. После закрепления к заготовке прикладывают растягивающее продольное усилие Р, перпендикулярное к оси обечайки. Затем к концам заготовки прикладывают моменты М и М, действующие соответственно по и против часовой стрелки вокруг осей б и 7 оправок 8 и 9. При этом оси б и 7 перемещаются навстречу одна дpyгoй одновременно сохраняя постоянным растягивающее усилие Р, Перемещение осей 6 и 7 продолжают до их совпадения, после чего сведенные кромки 10 и 11 соединяют с помощью электросварки, обечайку освобождают от зажимного органа 5, оправку 9 извлекают из обечайки и возвращают в исходное положение, обечайку освобождают от зажимного органа 4 и снимают с оправки 8. Процесс можно осуществлять и при несинхронном перемещении осей 6 и 7 оправок 8 и 9. Например, ось оправки 8 неподвижна, ось 7 оправки 9 переметается в сторону оправки 8 на расстояние, равное половине расстояния между осями б и 7 в начальном положении оправок 8 и 9, с сохранением постоянного усилия Р, затем оправка 8 пермещается до совчегцения осей
б и 7 также с сохранением постоянного усилия Р,
. Гибку обечайки проводят.из просеченной в виде отогнутых наружу козырьков стали Ст 3 толщиной J мм по известному и предлагаемому способам. В обоих случаях заготовку х X 800 мм наворачивают на оправку диаметром 100 мм под углом 30° к ее оси. Оправку закрепляют в патроне токарно-винторезного станка модели 0 1А65. Заготовка одним концом жестко крепится к оправке. По известному способу свободный конец заготовки опирается на стол, закрепленный на суппорте станка синхронно вращению 5 оправки, перемещаемый механизмом поперечной подачи станка. Для обеспечения плотного наворачивания на оправку заготовки, ее защемляют (создают натяг) между оправкой и столом. 0 По предлагаемому способу к свободному концу заготовки, который наворачивается на вторую оправку, прикладывают постоянное, перпендикулярное к оси оправки, растягивающее усилие e кгс, измеряемое динамометром. Таким образом, при гибке по известному способу, происходит частичное сминание отогнутых наружу козырьков, образующих-просечки, а обечайка после снятия с оправки принимает форму, не пригодную для последующей сварки, и требует предварительной довальцовки на трехвалковой машине. При изготовлении обечайки по предлагаемому способу деформация элементов просечки отсутствует, обечайка, края которой соединяются (прихватываются) электросваркой на оправке при наличии усилия Р, после снятия СУ оправки сохраняет цилиндрическую 0 форму.
Заготовка, изготовленная по предлагаемому способу, устраняет деформацию элементов обечайки, образующих перфорацию, а также ликвидирует 5 некруглость обечайки, упрощает последующую операцию сварки обечайки.
Формула изобретения
1. Способ изготовления обечайки из листовой заготовки, преимущественно с перфорациями в виде отогнутых наружу козырьков, при котором к заготовке прикладывают растягивающие
продольные усилия перпендикулярно оси обечайки, сворачивают заготовку по спирали и сваривают кромки, о т Ьичающийся тем, что, с целью повышения качества изделия и
упрощения процессе изготовления, заготовку сворачивают одновременно на двух оправках с осями параллельными оси обечайки, на которых закрепляют концы заготовки, в процессе сворачи5 вания приклсщывают к оправкам противоположно направленные крутящие моменты и изменяют расстояние мануку. осями оправок до их совпещения в момент окончания сворачивания.
2. Способ по п. 1, отличающийся тем, что сворачивание производят при постоянном продольном усилии.
Источники информации, принятые во внимание при экспертизе
1.Патент Японии № 50-25431, кл. В 21 С 37/06, 1970.
2.Авторское свидетельство СССР 555Э35, кл. В 21 С 37/12, 1975.
3.Научно-технический отчет о командировке в Федеративную Республку Германии по теме Ознакомление
с производством фильтров, применяемых для оборудования водоразборных скважин. Министерство газовой промышленности, М., 1973, с. 16-19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления обечаек | 1980 |
|
SU1009548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ОБЕЧАЕК | 2000 |
|
RU2179488C2 |
| Способ изготовления цилиндрическихОбОлОчЕК | 1979 |
|
SU804077A1 |
| Способ изготовления обечайки | 1991 |
|
SU1773527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК | 1972 |
|
SU428883A1 |
| Способ изготовления жаровой трубы камеры сгорания | 2022 |
|
RU2783053C1 |
| Устройство для изготовления обечаек | 1986 |
|
SU1404142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2007 |
|
RU2354482C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 1992 |
|
RU2074075C1 |
| Способ изготовления корпусов многослойных сосудов и труб | 1980 |
|
SU1007795A1 |
u
