Изобретение относится к механической обработке материалов и может быть использовано при обработке твердых, хрупких материалов в машиностроении.
Известны способы механической обработки с предварительным деформированием поверхностного слоя подлежащего удалению
Известен способ обработки высокопрочных материалов с опережающим пластическим деформированием. Но этот способ не применим для механической обработки таких твердых хрупких, материалов, как отбеленные чугуны, гранит, мрамор, так как эти материалы не поддаются пластическому деформированию и разрушаются по механизму хрупкого разрушения.
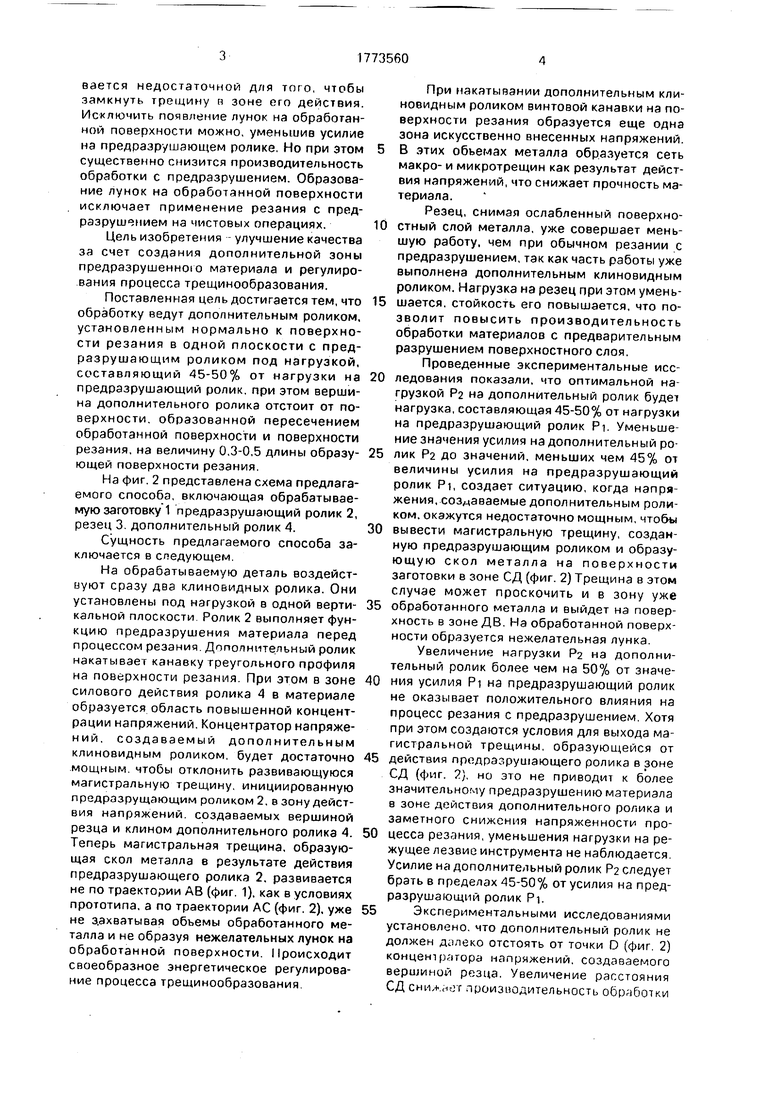
Из описанных в литературе способов механической обработки с предварительным разрушением обрабатываемого слоя наиболее близким (прототип) к заявляемому является способ описанный в материалах статьи (2). На фиг 1 изображена схема резания с предварительным разрушением поверхностного слоя, где предварительное
разрушение поверхностного слоя детали 1 производят специально установленным клиновидным роликом 2. Согласно этому способу клиновидный ролик, опережая резец 3, накатывает на обрабатываемой поверхности детали канавку - мощный концентратор напряжений и предразруша- ет материал перед процессом резания Способ по прототипу обладает существенными ( технологическими недостатками. При применении этого способа на обработанной поверхности детали образуются лунки глубиной 0,5-1 мм. Это происходит тогда, когда развивающаяся трещина, образуя скол металла в плоскости резания, заканчивает свой путь не в зоне действия концентратора напряжений, создаваемого вершиной резца, а захватывает и обьемы уже обработанного материала, т е трещина не всегда развивается по идеальной траектории АВ, а может развиваться и по траектории АС, захватывая металл уже обработанной поверхности и образуя на нем лунки. Мощность концентратора напряжений, создаваемого вершиной резца оказысл
с
VI V СО
ел о о
вается недостаточной для того, чтобы замкнуть трещину и зоне его действия. Исключить появление лунок на обработанной поверхности можно, уменьшив усилие на предразрушэющем ролике. Но при этом существенно снизится производительность обработки с предразрушением. Образование лунок на обработанной поверхности исключает применение резания с пред- разрушением на чистовых операциях.
Цель изобретения - улучшение качества за счет создания дополнительной зоны предразрушенною материала и регулирования процесса трещинообразования.
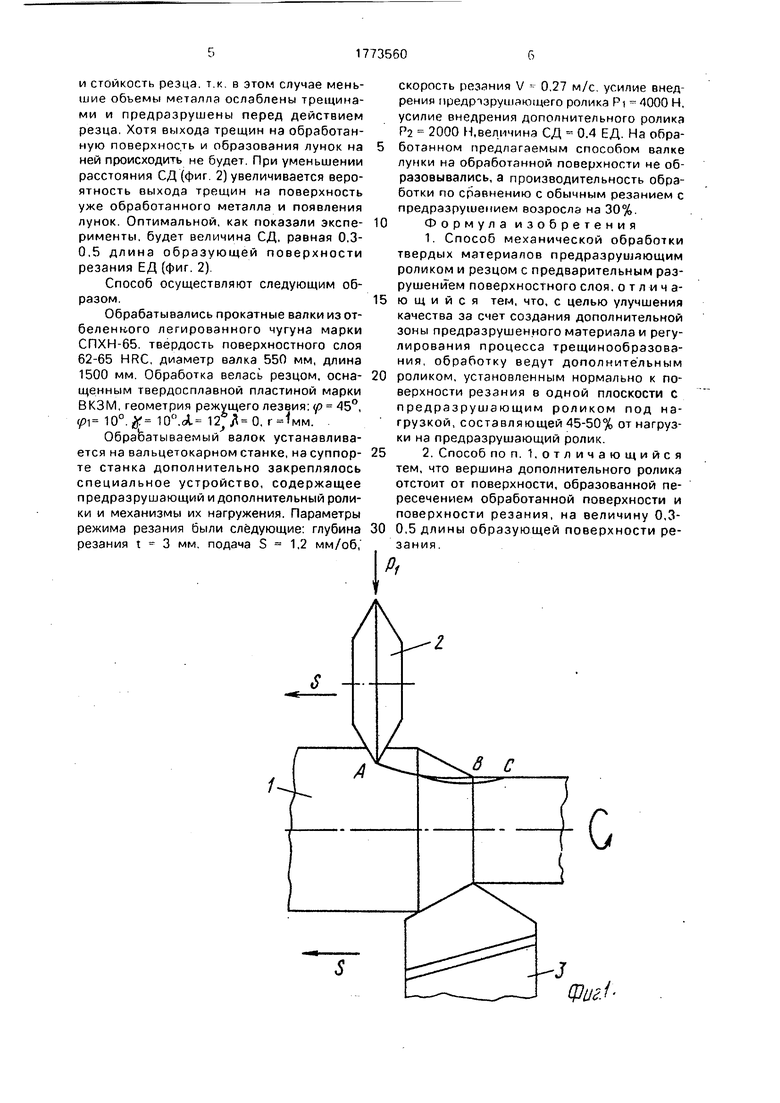
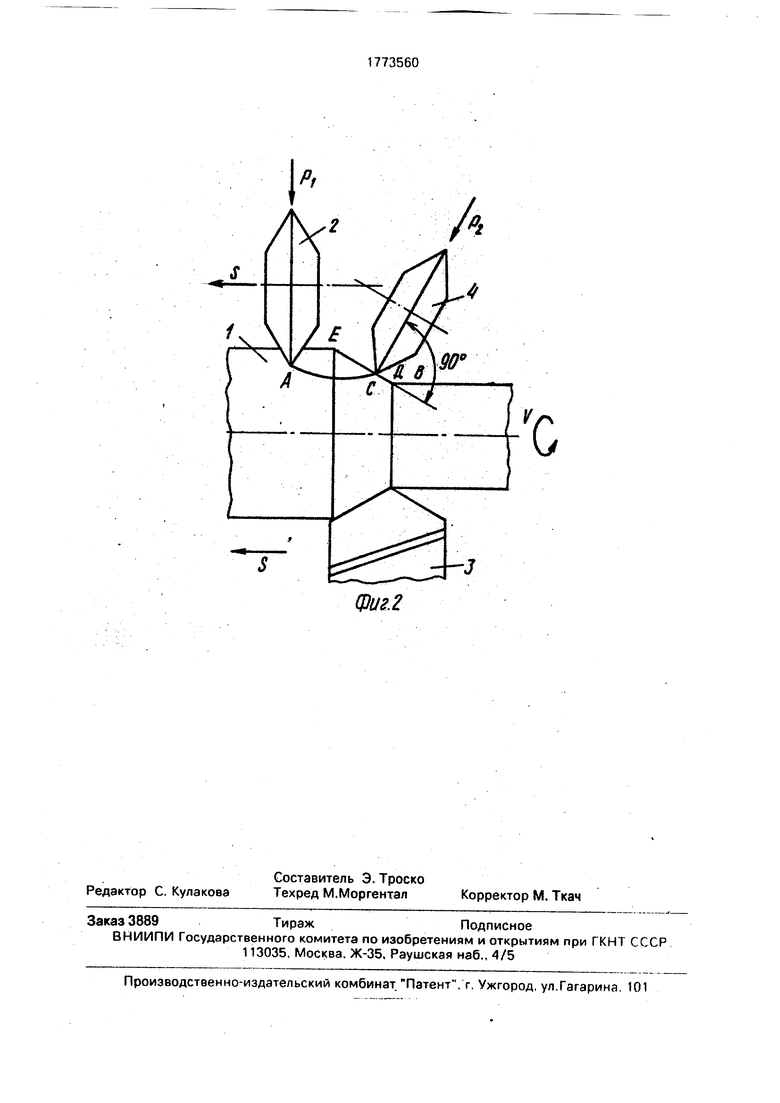
Поставленная цель достигается тем, что обработку ведут дополнительным роликом, установленным нормально к поверхности резания в одной плоскости с пред- разрушающим роликом под нагрузкой, составляющий 45-50% от нагрузки на предразрушающий ролик, при этом вершина дополнительного ролика отстоит от поверхности, образованной пересечением обработанной поверхности и поверхности резания, на величину 0,3-0,5 длины образу- ющей поверхности резания.
На фиг. 2 представлена схема предлагаемого способа, включающая обрабатываемую заготовку 1 предразрушэющий ролик 2, резец 3. дополнительный ролик 4.
Сущность предлагаемого способа заключается в спедующем.
На обрабатываемую деталь воздействуют сразу два клиновидных ролика. Они установлены под нагрузкой в одной верти- кальной плоскости Ролик 2 выполняет функцию предразрушения материала перед процессом резания Дополнительный ролик накатывает канавку треугольного профиля на поверхности резания. При этом в зоне силового действия ролика 4 в материале образуется область повышенной концентрации напряжений. Концентратор напряже- ний. создаваемый дополнительным клиновидным роликом, будет достаточно мощным, чтобы отклонить развивающуюся магистральную трещину, инициированную предразрущающим роликом 2, в зону действия напряжений, создаваемых вершиной резца и клином дополнительного ролика 4. Теперь магистральная трещина, образующая скол металла в результате действия предразрушэющего ролика 2. развивается не по траектории АВ (фиг. 1). как в условиях прототипа, а по траектории АС (фиг. 2), уже не захватывая объемы обработанного металла и не образуя нежелательных лунок на обработанной поверхности. Происходит своеобразное энергетическое регулирование процесса трещинообразования
При накатывании дополнительным клиновидным роликом винтовой канавки на поверхности резания образуется еще одна зона искусственно внесенных напряжений. В этих обьемах металла образуется сеть макро- и микротрещин как результат действия напряжений, что снижает прочность материала.
Резец, снимая ослабленный поверхностный слой металла, уже совершает меньшую работу, чем при обычном резании с предразрушением, так как часть работы уже выполнена дополнительным клиновидным роликом. Нагрузка на резец при этом уменьшается, стойкость его повышается, что позволит повысить производительность обработки материалов с предварительным разрушением поверхностного слоя.
Проведенные экспериментальные исследования показали, что оптимальной нагрузкой Р2 на дополнительный ролик будет нагрузка, составляющая 45-50% от нагрузки на предразрушающий ролик Pi. Уменьшение значения усилия на дополнительный ролик Ра до значений, меньших чем 45% от величины усилия на предразрушающий ролик PI, создает ситуацию, когда напряжения, создаваемые дополнительным роликом, окажутся недостаточно мощным, чтобы вывести магистральную трещину, созданную предразрушающим роликом и образующую скол металла на поверхности заготовки в зоне СД (фиг. 2) Трещина в этом случае может проскочить и в зону уже обработанного металла и выйдет на поверхность в зоне ДВ. На обработанной поверхности образуется нежелательная лунка.
Увеличение нагрузки Р2 на дополнительный ролик более чем на 50% от значения усилия Pi на предразрушающий ролик не оказывает положительного влияния на процесс резания с предразрушением. Хотя при этом создаются условия для выхода магистральной трещины, образующейся от действия лредразрушающего ролика в зоне СД (фиг. .}, но это не приводит к более значительному предразрушению материала в зоне действия дополнительного ролика и заметного снижения напряженности процесса резания, уменьшения нагрузки на режущее лезвие инструмента не наблюдается Усилие на дополнительный ролик Р2 следует брать в пределах 45-50% от усилия на предразрушающий ролик Pi.
Экспериментальными исследованиями установлено, что дополнительный ролик не должен далеко отстоять от точки D (фиг. 2) концентратора напряжений, создаваемого вершиной резца. Увеличение расстояния СД производительность обработки
и стойкость резца, т к в этом случае меньшие объемы металла ослаблены трещинами и предразрушены перед действием резца. Хотя выхода трещин на обработанную поверхность и образования лунок на ней происходить не будет. При уменьшении расстояния СД (фиг 2) увеличивается вероятность выхода трещин на поверхность уже обработанного металла и появления лунок. Оптимальной, как показали экспе- рименты, будет величина СД, равная 0,3- 0,5 длина образующей поверхности резания ЕД (фиг. 2)
Способ осуществляют следующим образом.
Обрабатывались прокатные валки из отбеленного легированного чугуна марки СПХН-65. твердость поверхностного слоя 62-65 HRC, диаметр валка 550 мм, длина 1500 мм. Обработка велась резцом, осна- ценным твердосплавной пластиной марки ВКЗМ, геометрия режущего лезвия: р 45°, pi 10°. jf 10°.А , .
Обрабатываемый валок устанавливается на вальцетокарном станке, на суппор- те станка дополнительно закреплялось специальное устройство, содержащее предразрушающий и дополнительный ролики и механизмы их нагружения. Параметры режима резания были следующие: глубина резания t 3 мм. подача S 1,2 мм/об,
скорость резяния V - 0.27 м/с усилие внедрения предрпзрушающего ролика Pi - 4000 Н, усилие внедрения дополнительного ролика Р2 2000 Н.велмчинэ СД 0.4 ЕД. На обработанном предлагаемым способом валке лунки на обработанной поверхности не образовывались, а производительность обработки по сравнению с обычным резанием с предразрушением возросла на 30%. Формула изобретения
1.Способ механической обработки твердых материалов предразрушающим роликом и резцом с предварительным разрушением поверхностного слоя, отличающийся тем, что, с целью улучшения качества за счет создания дополнительной зоны предразрушенного материала и регулирования процесса трещинообразова- ния, обработку ведут дополнительным роликом, установленным нормально к поверхности резания в одной плоскости С предразрушающим роликом под нагрузкой, составляющей 45-50% от нагрузки на предразрушающий ролик.
2.Способ по п. 1,отличающийся тем, что вершина дополнительного ролика отстоит от поверхности, образованной пересечением обработанной поверхности и поверхности резания, на величину 0,3- 0,5 длины образующей поверхности резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| Способ обработки резанием высокотвердых чугунов | 1978 |
|
SU753542A1 |
| Способ диагностики разрушения сварных конструкций | 1990 |
|
SU1731546A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ обработки высокотвердых чугунов | 1978 |
|
SU778934A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2497670C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2014 |
|
RU2555491C1 |
| Способ ведения взрывных работ с учетом зоны предразрушения | 2020 |
|
RU2744534C1 |
| Способ резки листового материала | 1976 |
|
SU594064A1 |
Использование, в машиностроении. Сущность изобретения: механическую обработку ведут дополнительным роликом, установленным нормально к поверхности резания-в одной плоскости с предраз- рушающим роликом под нагрузкой- составляющей 45-50% от нагрузки на предразрушающии ролик. 2 ил
8 С
с
Фиг.1фиг.2
| Вестник машиностроения, № 6, 1977, стр | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
