Изобретение относится к.тяжелому куз- нечно-прессовому оборудованию и может быть использовано при монтаже тяжелых гидравлических прессов.
Известен способ разъединения опорных плит тяжелого гидравлического пресса, заключающийся в установке на направляющих колоннах монтажных проставок, установке на столе пресса монтажной эстакады, опускании подъемными цилиндрами подвижкой траверсы на монтажные проставки, установке под каждой опорной плитой монтажных прокладок, отсоединении плунжеров рабочих цилиндров от подвижной траверсы, разъединения нижних гаек с вертикальных стяжек, подъема подвижной траверсы в верхнее положение подъемными цилиндрами, закреплении вертикальных стяжек в верхнем положении, закреплении плунжеров рабочих цилиндров к своим корпусам, демонтаже монтажных прокладок, опускании подвижной траверсы на монтажVI VI
СО
ч ю ю
ные проставки, опускании блока опорных плит на монтажную эстакаду, отсоединении плунжеров подъемных цилиндров, перемещений стола пресса, демонтаже горизонтальных стяжек опорных плит, установке монтажных домкратов и приварке монтажных кронштейнов к опорным плитам в местах разьединения.
Кроме того, известен способ разъединения деформированных опорных плит с последующей их заменой на тяжелом гидравлическом прессе, заключающийся в том, что опускают подвижную траверсу на специальную монтажную опору, демонтируют нижние гайки вертикальных стяжек, поднимают подвижную траверсу в верхнее, закрепляют вертикальные стяжки в верхнем положении, устанавливают монтажные проставки на направляющие колонны, опускают опорные плиты на специальную монтажную опору подъемными цилиндрами, демонтируют горизонтальные стяжки, соединяющие опорные плиты, отсоединяют плунжера рабочих цилиндров от опорных плит и разрезают кислородом плиты по стыкам вместе с деформированными штангами.
Недостатками указанного способа являются:
чувысокая трудоемкость монтажных работ, связанная с большим расходом кислорода, примерно 700 кислородных баллонов емкостью одного баллона 6 м при давлении 150 атм;
2) длительность процесса разрезания (в течение одного месяца), мто, в свою очередь,, влияет на удорожание продукции пресса.
Целью изобретения является уменьшение трудоемкости монтажных работ,
Сущность изобретения заключается в том, что на монтажную опору перед опусканием опорной плиты дополнительно устанавливают демпферные прокладки, выполненные из материала с модулем упругости меньшим модуля упругости шгаиг и технологические опоры, располагая их на монтажной опоре вдоль разъемов секций опорной плиты, после отсоединения плунжеров рабочих цилиндров от опорных плит устанавливают на верхнюю поверхность опорной плиты нажимные плиты, располагая их вдоль разъемов секций опорной плиты с противоположной стороны Относительно технологических опор, а разрезание штанг производят рабочим хо- дсм пресса при одновременном пластическом деформировании демпферных прокладок, при этом давление в. рабочие цилиндры подают ступенчато, начиная с минимального.
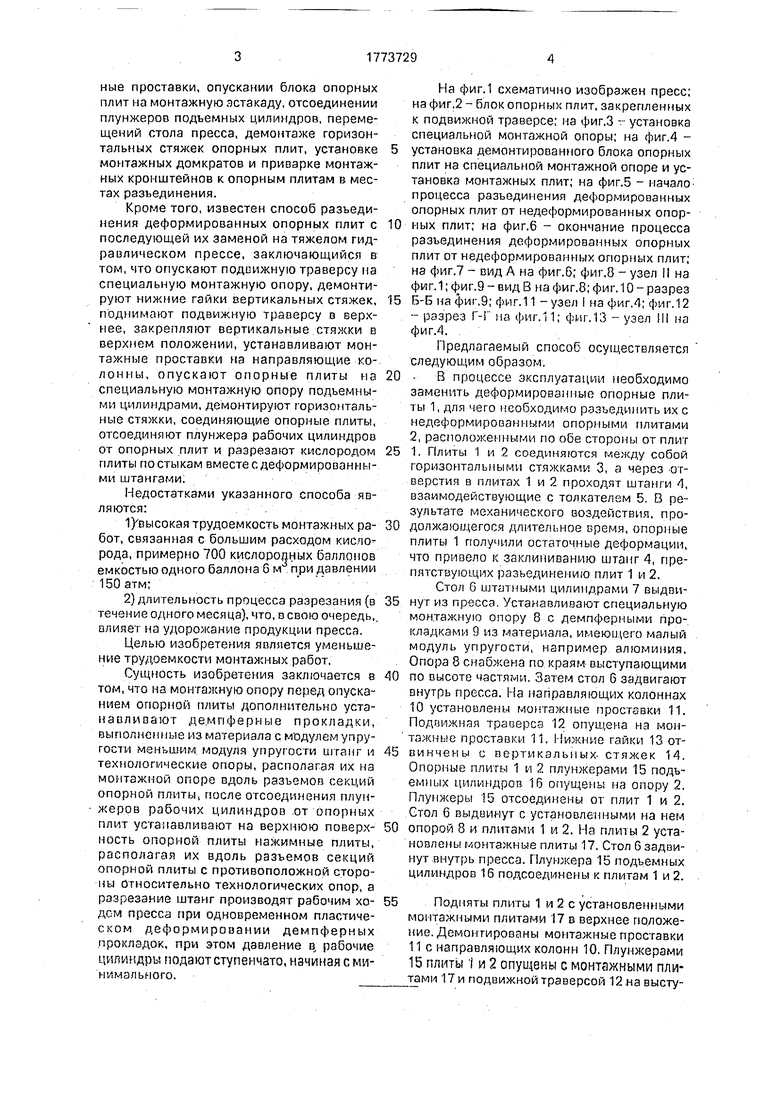
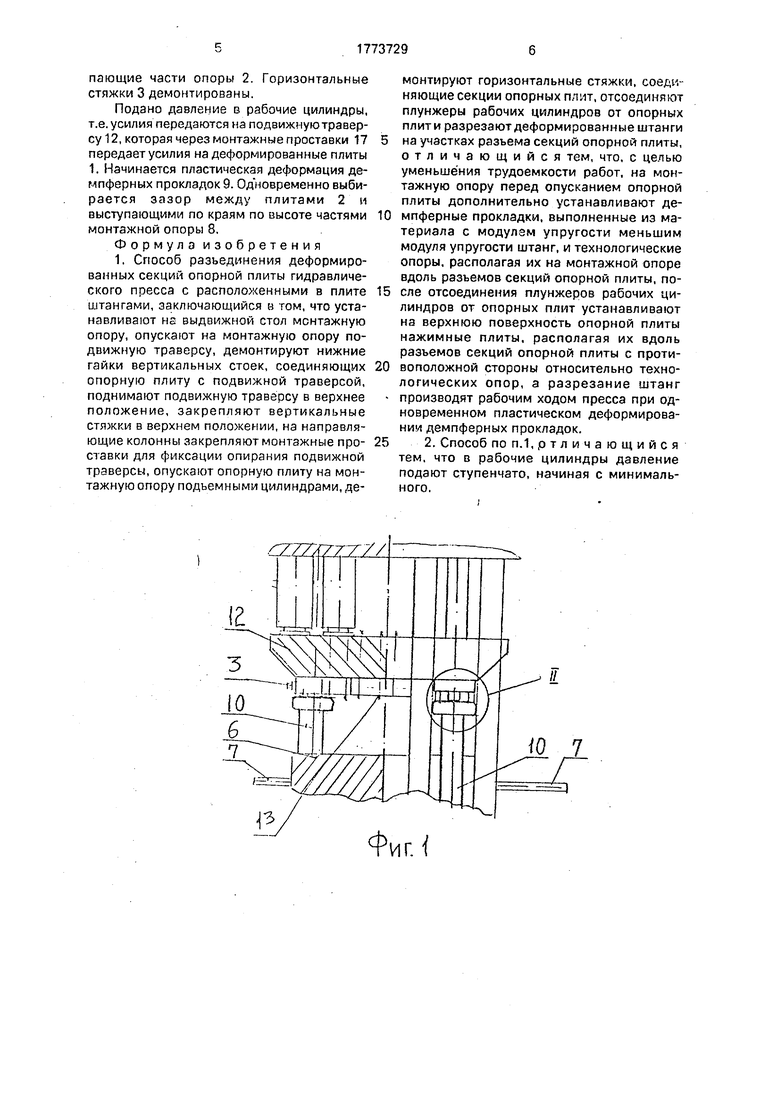
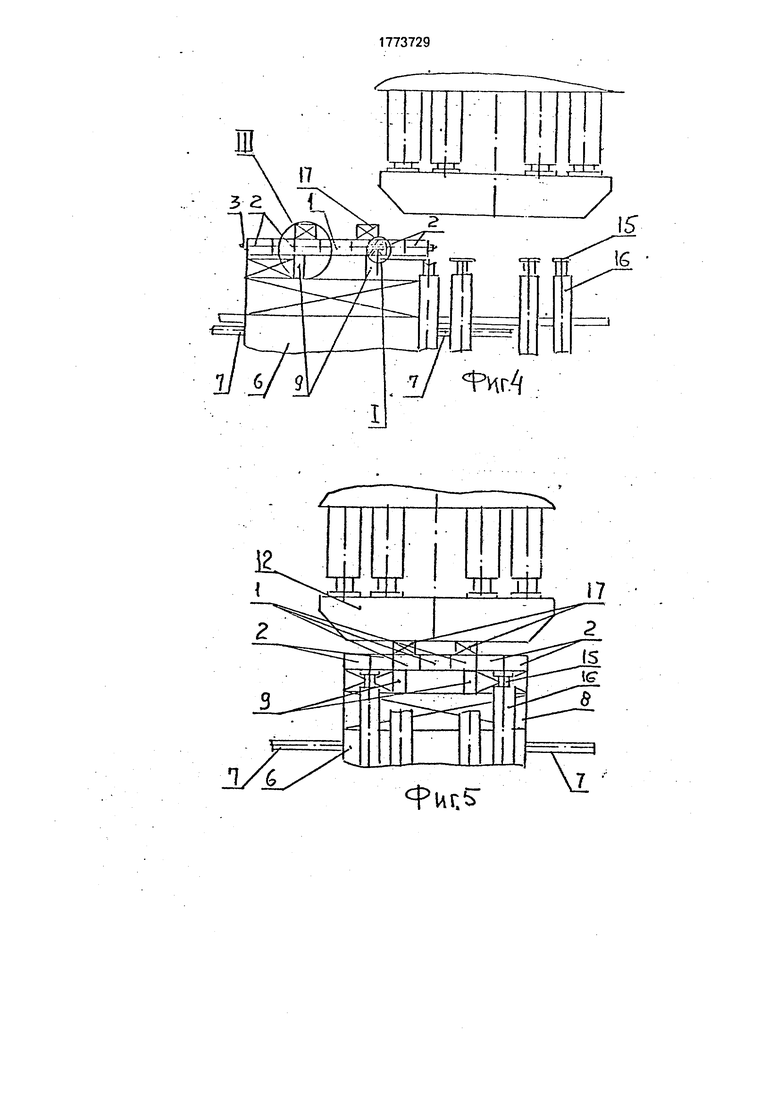
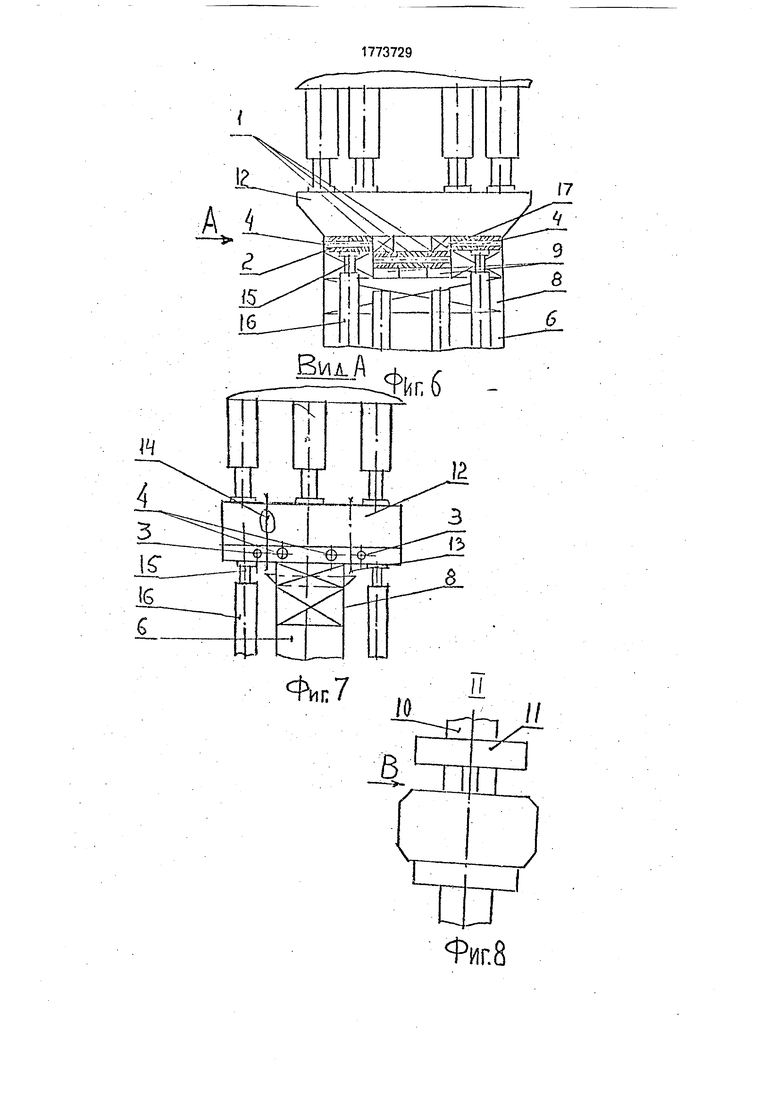
На фиг.1 схематично изображен пресс; на фиг.2 - блок опорных плит, закрепленных к подвижной траверсе; на фиг.З -- установка специальной монтажной опоры; на фиг.4 установка демонтированного блока опорных плит на специальной монтажной опоре и установка монтажных плит; на фиг.5 - начало процесса разъединения деформированных опорных плит от недеформированных опориых плит; на фиг.6 - окончание процесса разъединения деформированных опорных плит от недеформированных опорных плит; на фиг.7 - вид А на фиг.6; фиг.О - узел II на фиг.1; фиг.9 - вид В на фиг.8; фиг. 10 - разрез
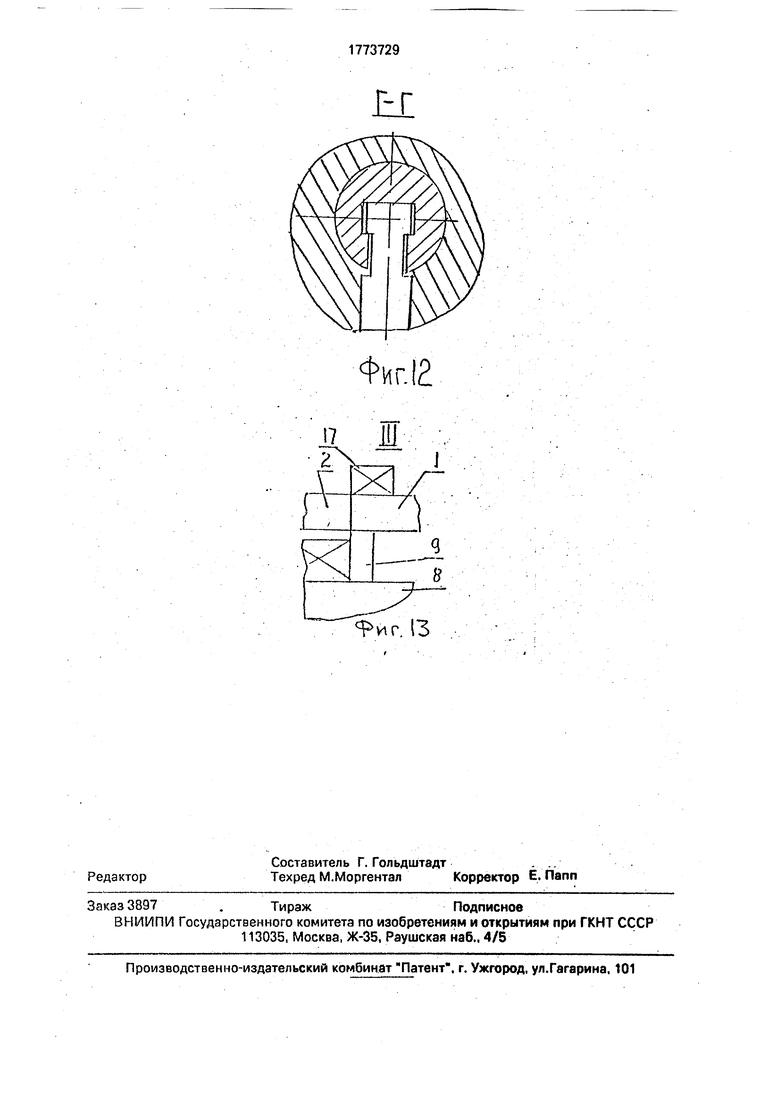
Б-Б на фиг.9; фиг. 11 -узел I на фиг.4; фиг. 12 - разрез Г-Г на фиг.11; фиг.13 - узел ill на фиг.4.
Предлагаемый способ осуществляется следующим образом.
- В процессе эксплуатации необходимо заменить деформированные опорные плиты 1, для чего необходимо разъединить их с недеформированными опорными плитами 2, расположенными по обе стороны от плит
1, Плиты 1 и 2 соединяются между собой горизонтальными стяжками 3, а через отверстия в плитах 1 и 2 проходят штанги 4, взаимодействующие с толкателем 5. В результате механического воздействия, продолжающегося длительное время, опорные плиты 1 получили остаточные деформации, что привело к заклиниванию штанг 4, препятствующих разьединению плит 1 и 2. Стол G штатными цилиндрами 7 выдвинут из пресса. Устанавливают специальную монтажную опору 8 с демпферными прокладками 9 из материала, имеющего малый модуль упругости, например алюминия. Опора 8 снабжена по краям выступающими
по высоте частями. Затем стол 6 задвигают внутрь пресса. На направляющих колоннах
10установлены монтажные простзвки 11. Подвижная трачерса 12 опущена на монтажные проставки 11. Нижние гайки 13 отвинчены с вертикальных- стяжек 14. Опорные плигн 1 и 2 плунжерами 15 подъемных цилиндров 16 опущены на опору 2. Плунжеры 15 отсоединены от плит 1 и 2. Стол 6 выдвинут с установленными на нем
0 опорой 8 и плитами 1 и 2. На плиты 2 установлены монтажные плиты 17. Стол 6 задвинут внутрь пресса. Плунжера 15 подъемных цилиндров 16 подсоединены к плитам 1 и 2.
5Подняты плиты 1 и 2 с установленными
монтажными плитами I7 в верхнее положение. Демонтированы монтажные проставки
11с направляющих колонн 10. Плунжерами 15 плиты 1 и 2 опущены с монтажными ПЛИ- тами 17 и подвижной траверсой 12 на выстулающие части опоры 2. Горизонтальные стяжки 3 демонтированы.
Подано давление в рабочие цилиндры, т.е. усилия передаются на подвижную траверсу 12, которая через монтажные проставки 17 передает усилия на деформированные плиты 1. Начинается пластическая деформация демпферных прокладок 9. Одновременно выбирается зазор между плитами 2 и выступающими по краям по высоте частями монтажной опоры 8.
Формула изобретения 1. Способ разьединения деформированных секций опорной плиты гидравлического пресса с расположенными в плите штангами, заключающийся в том, что устанавливают на выдвижной стол монтажную опору, опускают на монтажную опору подвижную траверсу, демонтируют нижние гайки вертикальных стоек, соединяющих опорную плиту с подвижной траверсой, поднимают подвижную траверсу в верхнее положение, закрепляют вертикальные стяжки в верхнем положении, на направляющие колонны закрепляют монтажные проставки для фиксации опирания подвижной траверсы, опускают опорную плиту на монтажную опору подъемными цилиндрами, демонтируют горизонтальные стяжки, соединяющие секции опорных плит, отсоединяют плунжеры рабочих цилиндров от опорных плит и разрезают деформированные штанги
на участках разъема секций опорной плиты, отличающийся тем, что, с целью уменьшения трудоемкости работ, на монтажную опору перед опусканием опорной плиты дополнительно устанавливают демпферные прокладки, выполненные из материала с модулем упругости меньшим модуля упругости штанг, и технологические опоры, располагая их на монтажной опоре вдоль разъемов секций опорной плиты, поеле отсоединения плунжеров рабочих цилиндров от опорных плит устанавливают на верхнюю поверхность опорной плиты нажимные плиты, располагая их вдоль разъемов секций опорной плиты с противоположной стороны относительно технологических опор, а разрезание штанг производят рабочим ходом пресса при одновременном пластическом деформировании демпферных прокладок,
2. Способ по п.1, р т л и ч а ю щ и и с я тем. что в рабочие цилиндры давление подают ступенчато, начиная с минимального.
| название | год | авторы | номер документа |
|---|---|---|---|
| НИЖНЯЯ ПОПЕРЕЧИНА ГИДРАВЛИЧЕСКОГО ЭТАЖНОГО ПРЕССА | 1999 |
|
RU2173264C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 2005 |
|
RU2294838C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2004 |
|
RU2281204C2 |
| Винтовой пресс | 1984 |
|
SU1183394A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2250827C1 |
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1998 |
|
RU2157315C2 |
| КОВОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ БОЛЬШОГО ДИАМЕТРА | 2014 |
|
RU2592710C2 |


Использование: в тяжелом кузнечно- прессовом оборудовании. Сущность изобретения: устанавливают на выдвижной стол монтажную опору, на которую устанавливают демпферные прокладки, выполненные из материала с модулем упругости, меньшим модуля упругости штанги, и технологические опоры, располагая их на монтажной опоре вдоль разъемов секций опорной плиты. Опускают подвижную траверсу на прокладки, демонтируют нижние гайки вертикальных стяжек, соединяющих опорную плиту с подвижной траверсой, перемещают подвижную траверсу в верхнее положение. После отсоединения плунжеров рабочих цилиндров от опорных плит устанавливают на верхнюю поверхность опорной плиты нажимные плиты, располагая их вдоль разъемов секций опорной плиты с противоположной стороны относительнотех- нологических опор, а разрезание штанг производят рабочим ходом пресса при одновременной пластической деформации демпферных прокладок. 1 з.п. ф-лы, 13 ил.
ЈZZZd
Фиг.1
12
Фиг. г
4иг,3
I
1/6
V/ «htP.
fc
Ж, 17
Вид В
Б1
JB
Uf
dl
w
Фиг.
№ Ю
Pur//
Я Ш
А:
X
7
(
К
Фиг.12
Ш ir
X
7
(
9 s
. 13
