Изобретение относится к прессовому оборудованию и может быть использовано в производстве стружечно-цементных и цементно-стружечных плит.
Известен гидравлический этажный пресс, содержащий стянутые колоннами верхнюю и нижнюю неподвижные поперечины, размещенные между ними подвижную поперечину, установленные между верхней и подвижной поперечинами смыкаемые нагревательные плиты, связанные с подвижной поперечиной плунжерами подъемные цилиндры, рабочие цилиндры, плунжеры которых имеют отверстия и смонтированы с возможностью перемещения на величину не более величины рабочего хода -Нр.х., корпусы с пазами, закрепленные на торце плунжеров рабочих цилиндров, затворы с отверстием, смонтированные с возможностью перемещения посредством приводов в пазах корпусов, проставки, закрепленные на подвижной поперечине и размещенные в отверстиях плунжеров своего нижнего торца над верхней поверхностью затвора на расстоянии не менее величины зазора, необходимого для свободного перемещения затвора под проставкой, нижняя неподвижная поперечина выполнена в виде нескольких отдельных секций с центральными ступенчатыми отверстиями, число секций соответствует количеству рабочих цилиндров, в котором плунжеры рабочих цилиндров выполнены ступенчатыми, смонтированы в центральных ступенчатых отверстиях по поперечным осям колонн и сопряжены с нижней неподвижной поперечиной посредством верхнего и нижнего сальниковых уплотнений, образуя рабочие цилиндры, отверстия в плунжерах рабочих цилиндров выполнены сквозными, а проставки в сквозные отверстия; больший диаметр ступенчатого отверстия нижней неподвижной траверсы выполнен со стороны подвижной поперечины, а ступеньки отверстия расположены посредине высоты нижней неподвижной поперечины; секции нижней неподвижной поперечины выполнены в виде корпуса рабочих цилиндров, соединенных попарно посредством установленных на их верхние поверхности дополнительных поперечин, каждая из которых снабжена вертикальными расточками для прохождения колонн и установки подъемных цилиндров; между верхней неподвижной поперечиной и дополнительными поперечинами по оси каждой колонны установлены обоймы, снабженные верхним и нижним опорными буртами, при этом верхняя неподвижная поперечина стянута с корпусами рабочих цилиндров через обоймы и дополнительные поперечины; каждая обойма выполнена с вертикальными разъемами из двух частей, соединенных между собой стяжками в зоне буртов (RU, патент №2136499 С1, МПК6 В 30 В 7/02, В 27 D 3/02. Гидравлический этажный пресс/ Ф.С.Блик, И.В.Баранов, С.К.Щипанов, С.А.Шпыгарь (RU). - Заявка №97100435/02; Заявлено 14.01.1997; Опубл. 10.09.1999).
Этот гидравлический этажный пресс принят в качестве наиближайшего аналога.
К недостаткам данного пресса относятся низкая производительность и ограниченные функциональные возможности.
Сущность заявленного изобретения заключается в следующем.
Задача, на решение которой направлено заявляемое изобретение, - повышение производительности.
Технический результат - повышение качества стружечно-цементных плит.
Указанный технический результат достигается тем, что в известном гидравлическом прессе для производства стружечно-цементных плит, содержащем стянутые колоннами верхнюю и нижнюю неподвижные поперечины, размещенную между ними подвижную поперечину, связанную с верхней неподвижной поперечиной плунжерами силовых цилиндров, и закрепленные на подвижной поперечине рабочие цилиндры, согласно изобретению, он снабжен кассетой для формирования стружечно-цементных плит, разделенных между собой прокладками, содержащей крышку и основание, запираемые в рабочем положении крюками, дистанционно управляемыми механизмами, кинематически связанными рабочими цилиндрами; крышка кассеты, снабженная попарно и оппозитно смонтированными цапфами, образована опорным листом и смонтированными на его нерабочей поверхности парой разнесенных по длине листа несущих элементов, геометрические оси которых совмещены с осями цапф, по периметру внешней кромки опорного листа размещены продольные и поперечные ребра жесткости, а между ними в заданных направлениях - дополнительные балки жесткости; несущий элемент образован силовым элементом в виде двутавровой балки и платика, размещенных ортогонально между продольными ребрами жесткости; высота несущего элемента больше или равна высоте продольных и поперечных ребер жесткости; дополнительные балки жесткости представлены в виде двутаврового проката; цапфы сопряжены с продольными ребрами жесткости посредством горизонтально установленных косынок; каждая цапфа имеет посадочный диаметр для размещения крюка; осевое смещение крюка на цапфе ограничено шайбой, фиксируемой крепежными элементами в отверстиях шайбы и цапфы; каждая цапфа снабжена пресс-масленкой, смонтированной в резьбовой части осевого отверстия, сопряженного с радиальным отверстием, выведенным в бок и в кольцевую канавку на поверхности посадочной части цапфы; основание кассеты, снабженное попарно и оппозитно смонтированными цапфами, образовано опорным листом и смонтированными на его нерабочей поверхности парой размещенных по длине листа несущих элементов, геометрические оси которых совмещены с осями цапф, по периметру внешней кромки опорного листа размещены продольные и поперечные ребра жесткости, а между ними в заданных направлениях - дополнительные балки жесткости, при этом между поперечными ребрами жесткости и несущим элементом размещены центрирующие диски, закрепленные в гнездах; несущий элемент образован силовым элементом в виде двутавровой балки и платика, размещенных ортогонально между продольными ребрами жесткости; высота несущего элемента равна или меньше высоты продольных и поперечных ребер жесткости; дополнительные балки жесткости представлены в виде двутаврового проката; цапфы сопряжены с продольными ребрами жесткости посредством горизонтально установленных косынок; каждая цапфа снабжена отъемной втулкой, размещенной на посадочном диаметре; осевое смещение отъемной втулки на цапфе ограничено шайбой, фиксируемой крепежными элементами в отверстиях шайбы и цапфы; центрирующий диск снабжен коническим отверстием с углами при вершине конуса не больше 35°; каждый крюк образован подвесом, ребром жесткости, выполненного из листового проката, сменным подшипником скольжения из закаленной стали и стаканом, смонтированным в верхней части ребра жесткости, парой кронштейнов с осью и роликом, накладками на нижней части ребра жесткости и зева опорной части для сопряжения с цапфой основания кассеты; крюки смонтированы с возможностью поворота на цапфах крышки кассеты; зев опорной части на нижней части крюка размещен асимметрично; подвес и ребро жесткости выполнены единой деталью; зев подвеса крюка ориентирован перпендикулярно оси стакана; центр оси ролика с кронштейнами на стакане отклонен от вертикальной оси симметрии крюка на угол меньше 30°; каждый механизм запирания крюка на основании кассеты выполнен в виде четырехзвенного параллелограмного механизма, ведомое звено которого снабжено вилкой, а ведущее звено в виде двуплечего рычага кинематически связано с рабочим цилиндром подвижной поперечины; механизмы запирания крюков размещены попарно и оппозитно на подвижной поперечине; колонны снабжены упорами крайнего положения подвижной поперечины; упоры снабжены регулировочными прокладками; грузозахватные средства кассеты выполнены на поперечных ребрах жесткости крышки и основания в виде попарных отверстий; нижняя неподвижная поперечина снабжена парой штифтов с конусной частью для центровки основания кассеты; угол при вершине конуса выполнен не больше 35; поперечные и продольные ребра жесткости основания в местах их сопряжении имеют заходные фаски.
Изобретение поясняется чертежами.
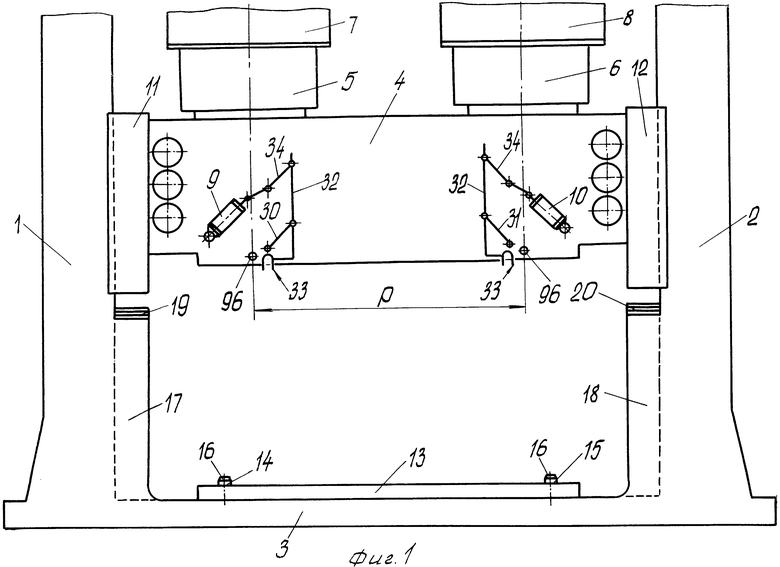
На фиг.1 схематично изображен гидравлический пресс для производства стружечно-цементных плит, вид спереди положения верхней подвижной траверсы и механизмов закрытия крюков крышки на основании кассет для производства стружечно-цементных плит.
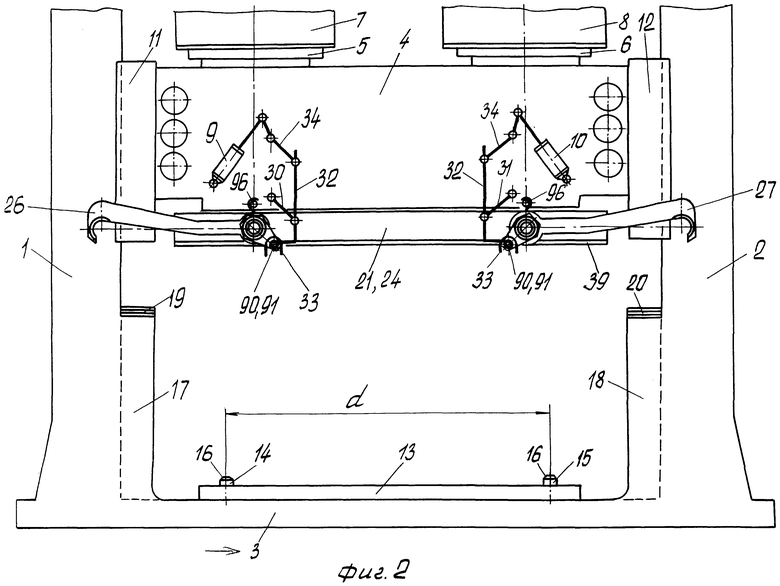
На фиг.2 - то же, при размещении крышки кассеты в исходном положении подвижной траверсы пресса, вид спереди.
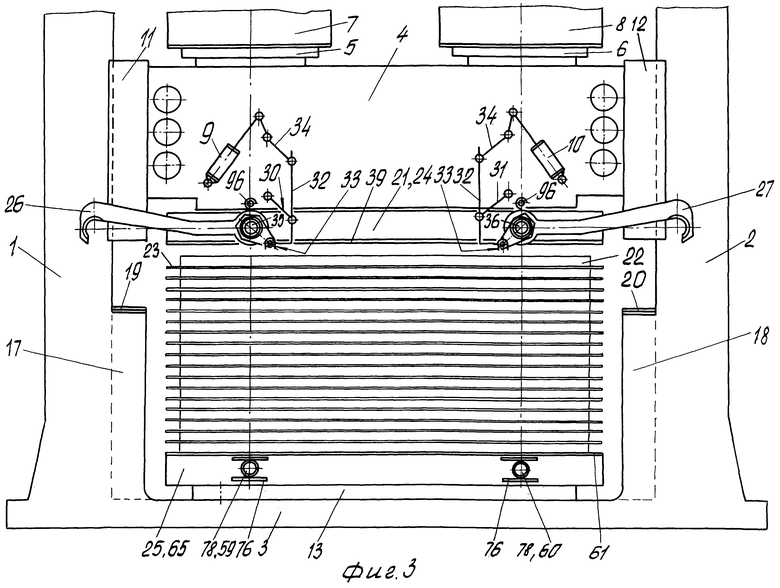
На фиг.3 - то же, при размещении основания с ковровыми покрытиями и крышки кассеты перед началом прессования, крюки крышки кассеты находятся в раскрытом, нерабочем положении.
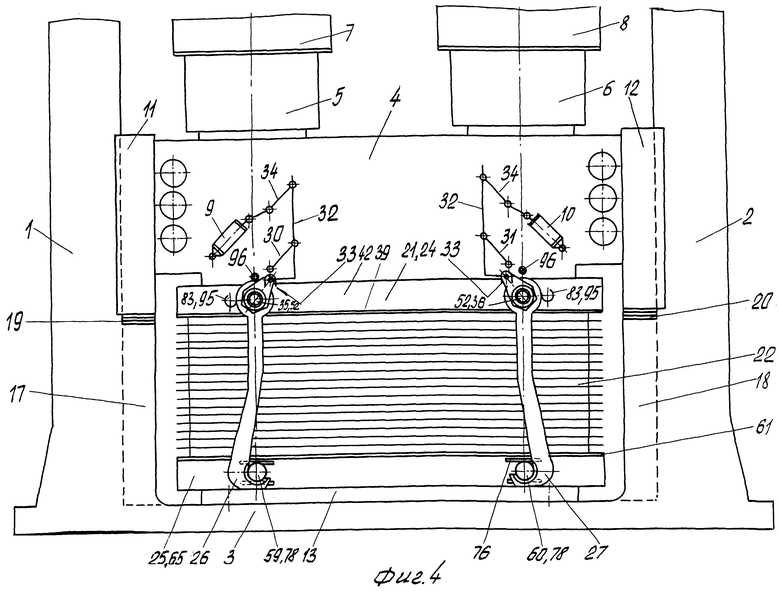
На фиг.4 - то же, после завершения операции по прессованию ковровых покрытий стружечно-цементных плит и закрытия крюков крышки на цапфах основания кассеты.
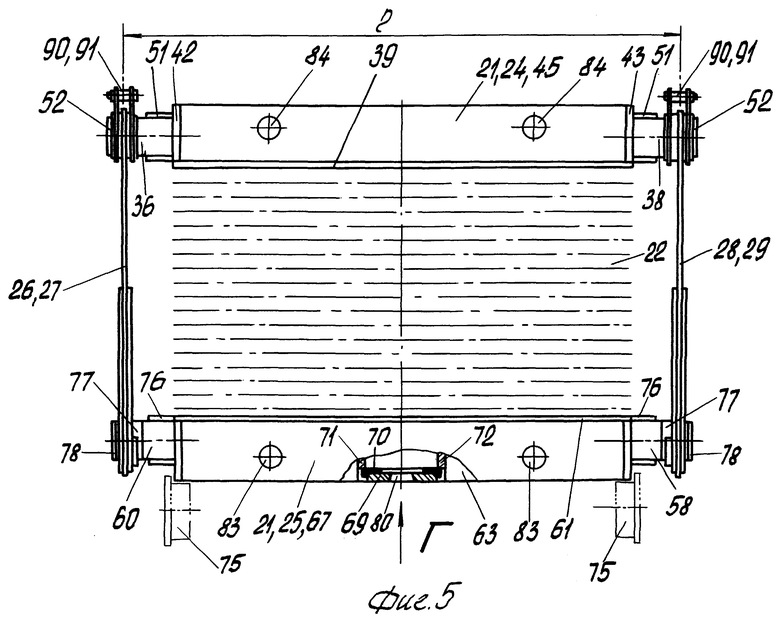
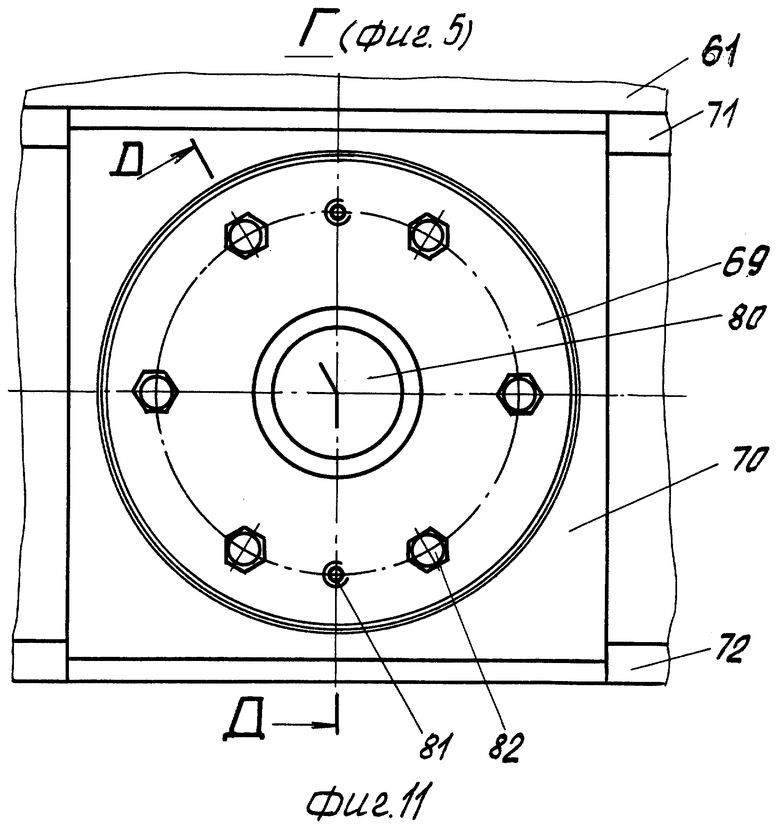
На фиг.5 показано положение кассеты на рольганге при подаче на промежуточный склад для дозревания стружечно-цементных плит, вид с торца.
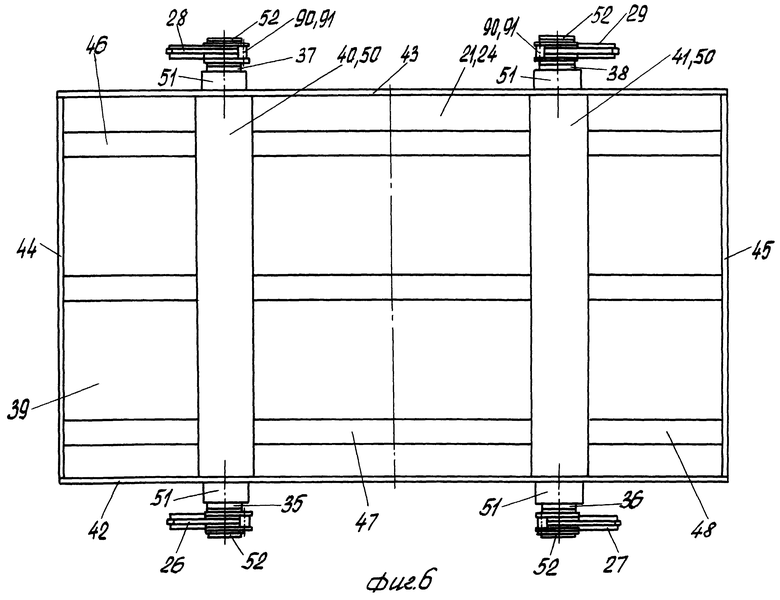
На фиг.6 - то же, вид в плане.
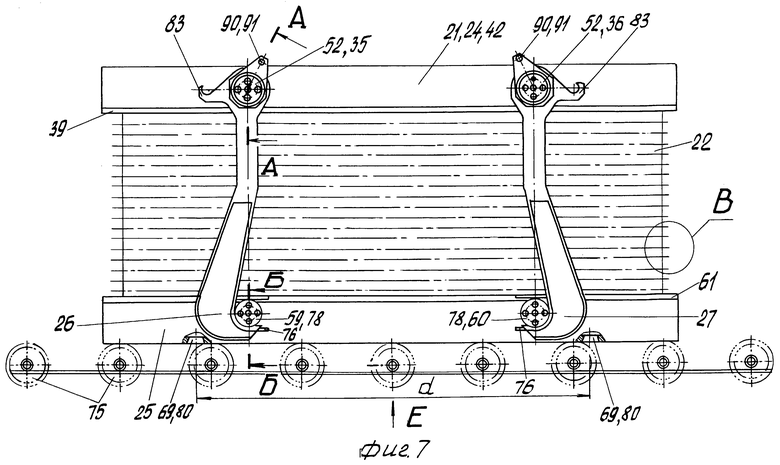
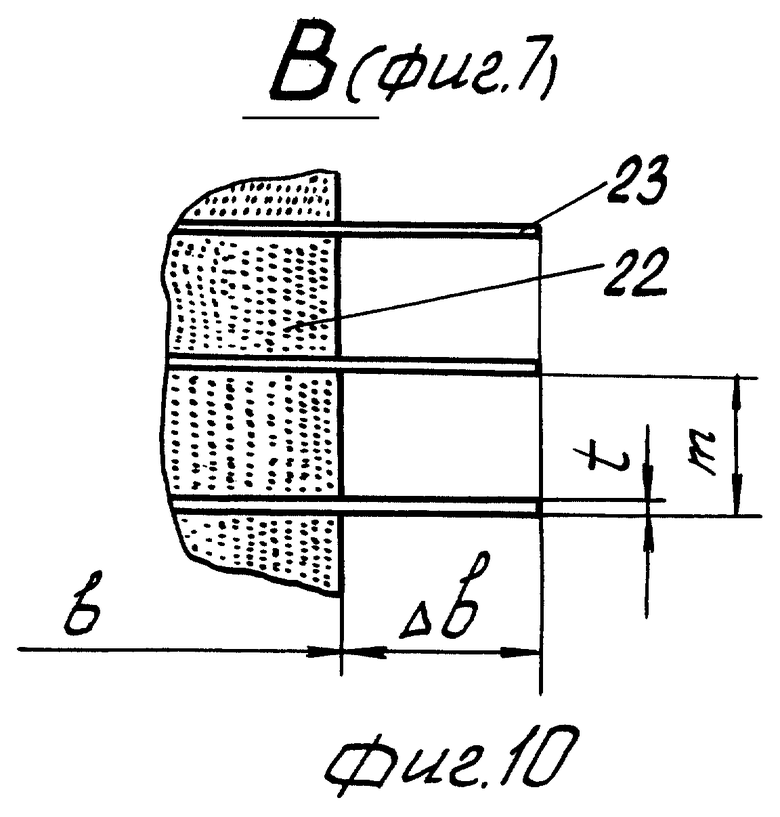
На фиг.7 - то же, вид спереди.
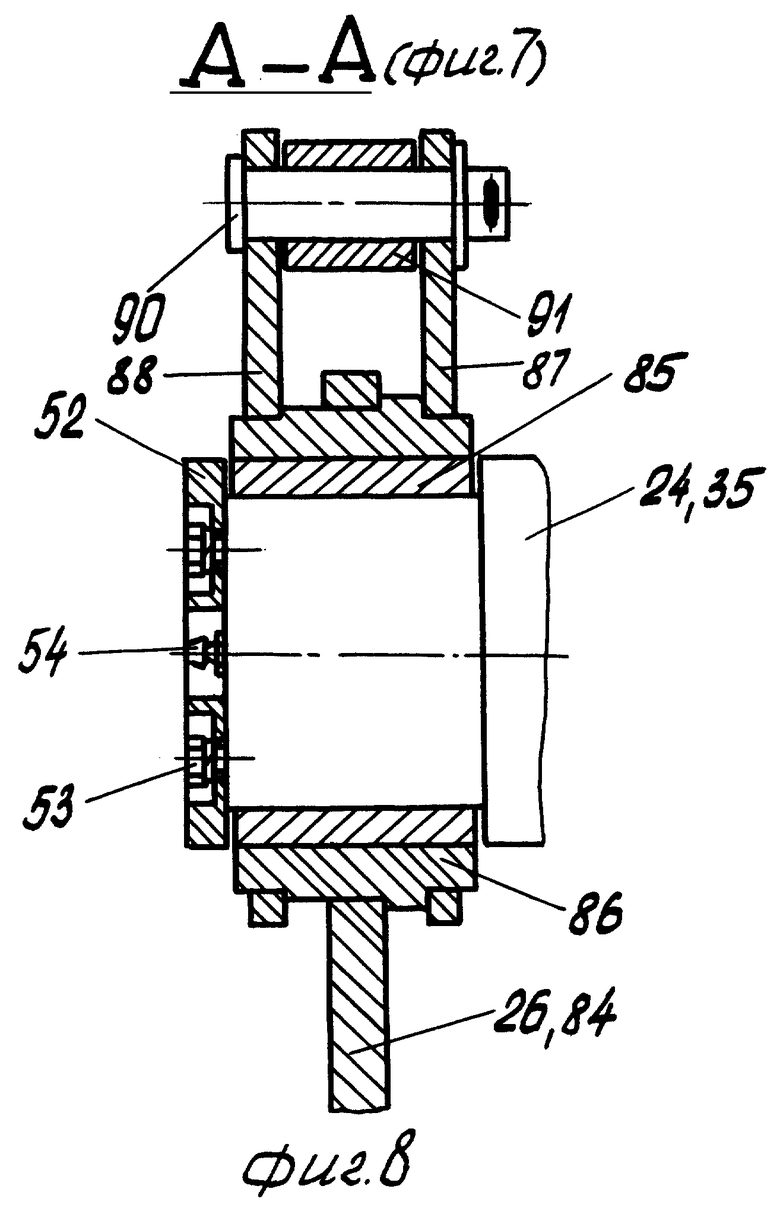
На фиг.8 - сечение А-А на фиг.7, положение шарнирной части крюка на цапфе крышки кассеты.
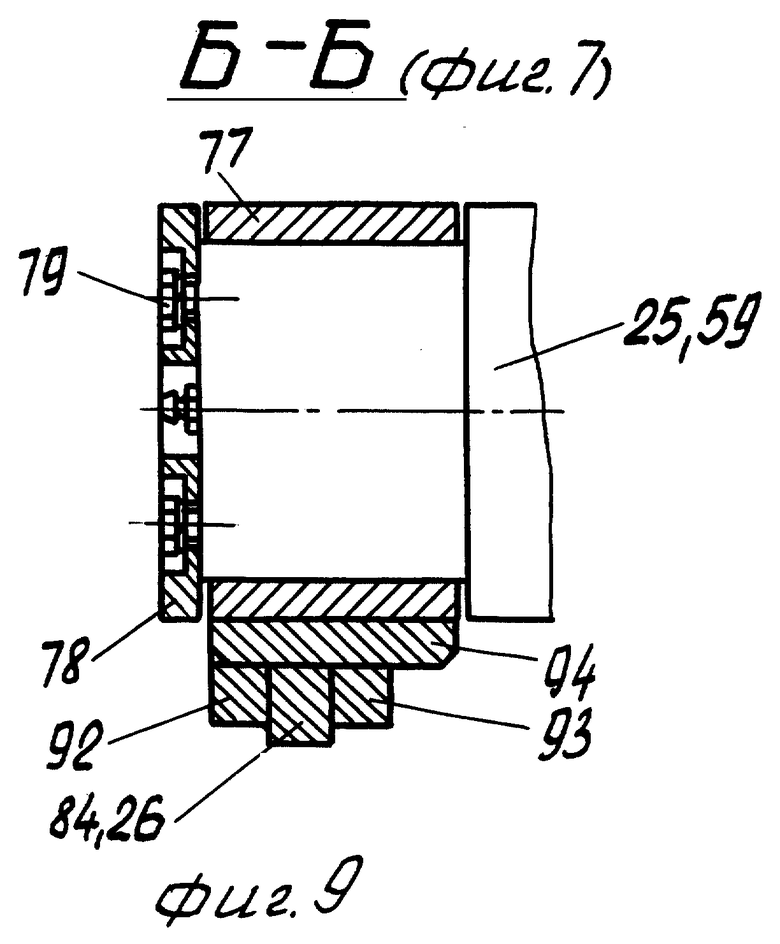
На фиг.9 - сечение Б-Б на фиг.7, положение зева крюка на цапфе основания кассеты.
На фиг.10 - место В на фиг.7, положения ковров стружечно-цементных плит, на разделенных прокладками кассеты.
На фиг.11 - место Г на фиг.5, положение центрирующего диска в гнезде основания кассеты.
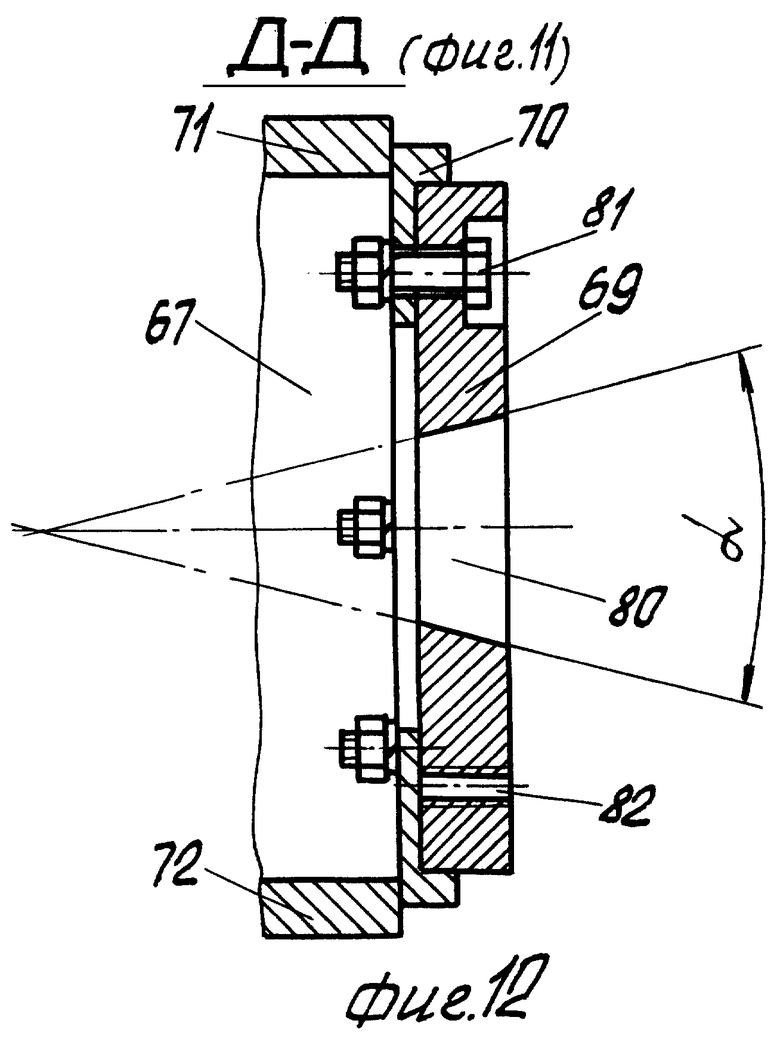
На фиг.12 - сечение Д-Д на фиг.11, диаметральный разрез центрирующего диска и гнезда на основании кассеты.
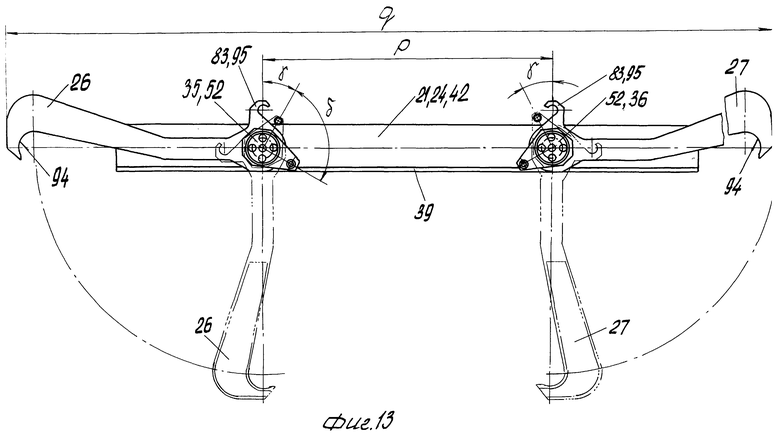
На фиг.13 представлена крышка кассеты с крюками в нерабочем и рабочем положениях, вид спереди.
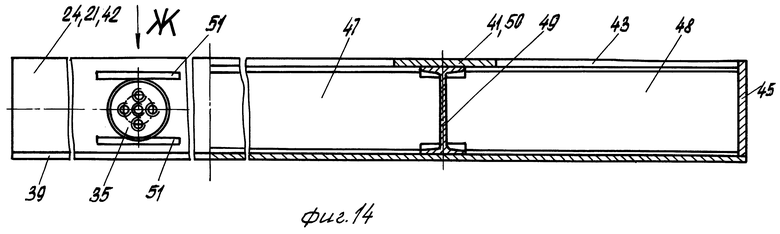
На фиг.14 изображена крышка, вид спереди.
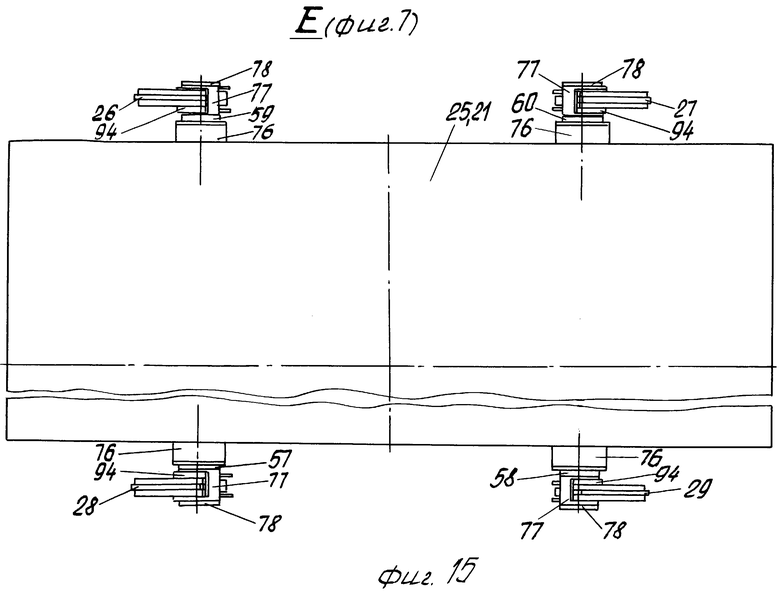
На фиг.15 показан вид Е на фиг.7, рабочие положения захватов крюков на цапфах основания кассеты.
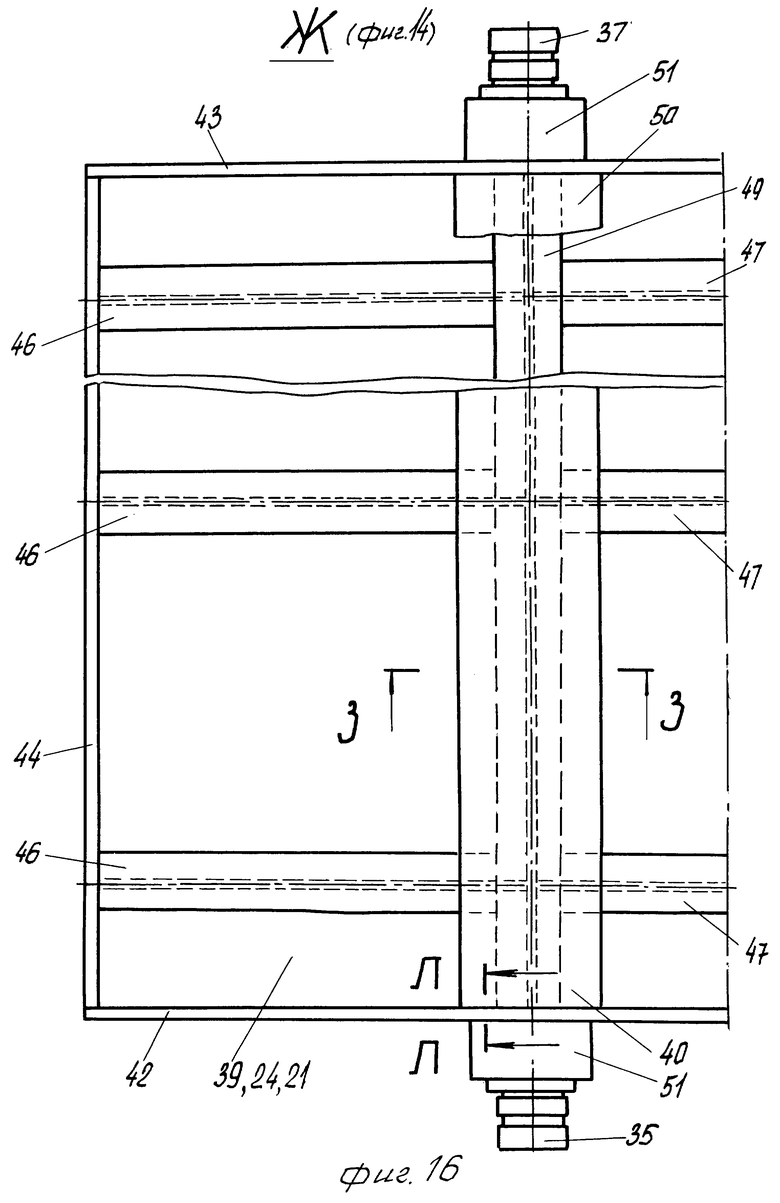
На фиг.16 - вид Ж на фиг.4, фрагмент вида крышки кассеты.
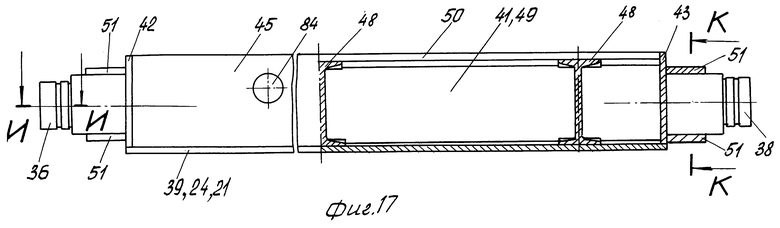
На фиг.17 - вид кассеты сбоку (вид совмещен с четвертичным местным разрезом).
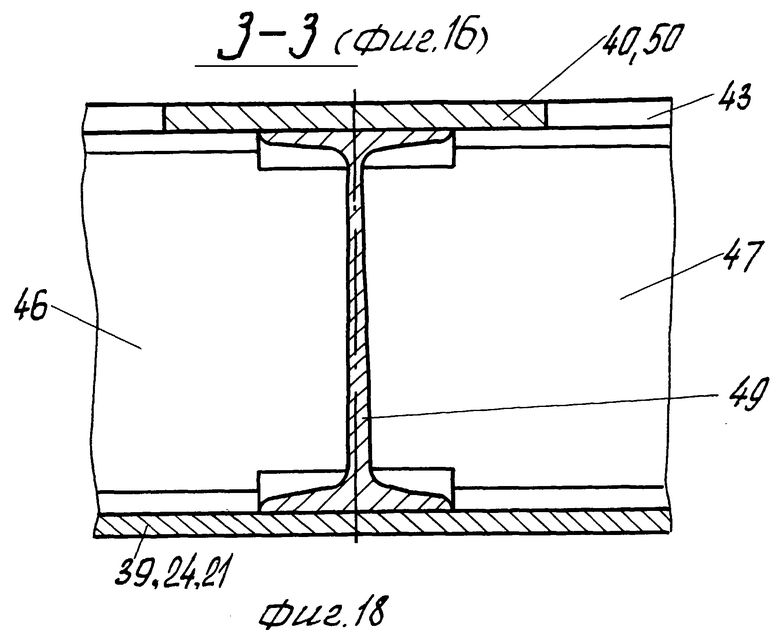
На фиг.18 - сечение 3-3 на фиг.16, поперечно-вертикальный разрез несущего элемента крышки кассеты.
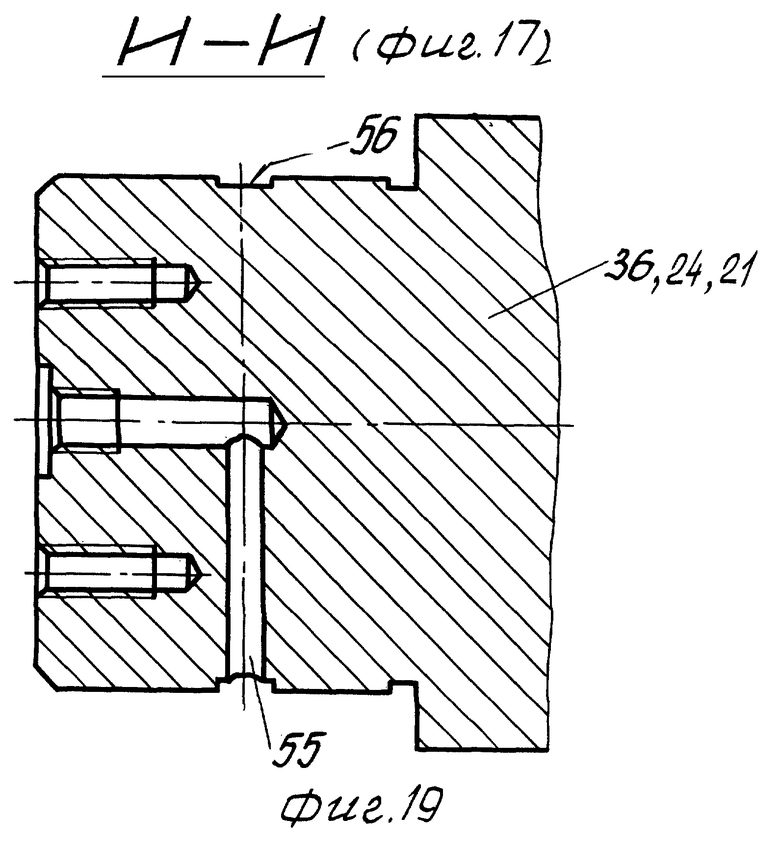
На фиг.19 - сечение И-И на фиг.17, диаметральное сечение цапфы крышки кассеты.
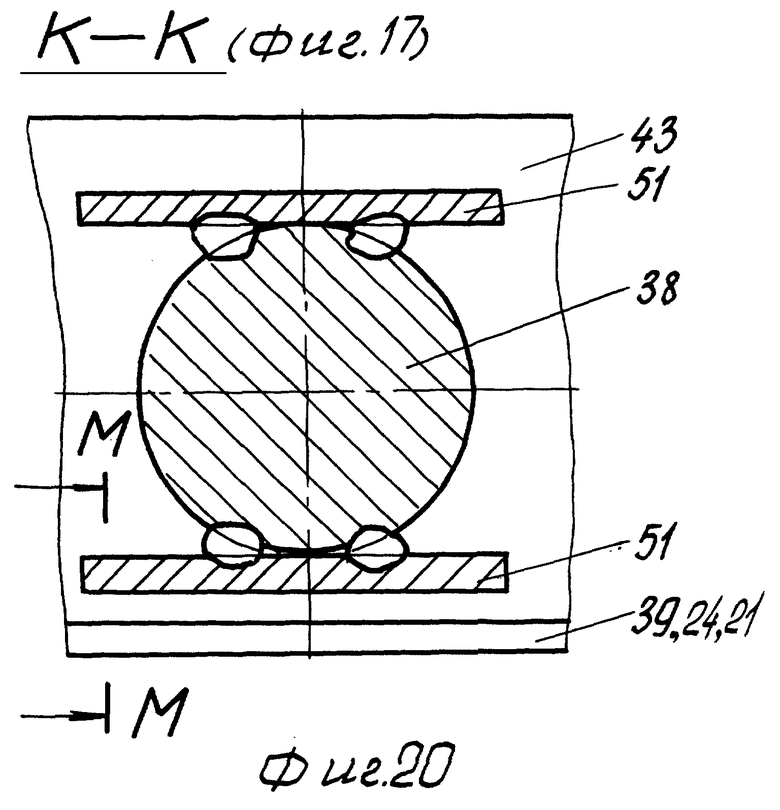
На фиг.20 - сечение К-К на фиг.17, поперечно-вертикальный разрез цапфы и ребер ее жесткости в месте сопряжения с продольным ребром жесткости крышки.
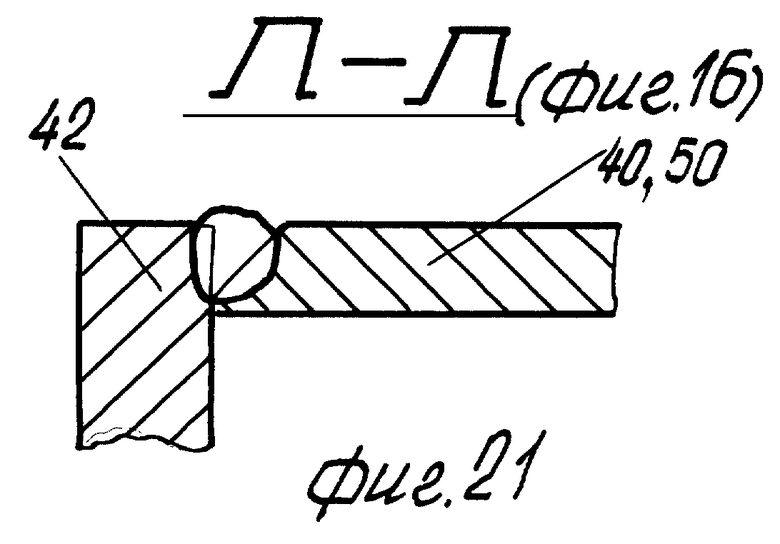
На фиг.21 - сечение Л-Л на фиг.16, сопряжение платика несущего элемента с продольным ребром жесткости крышки.
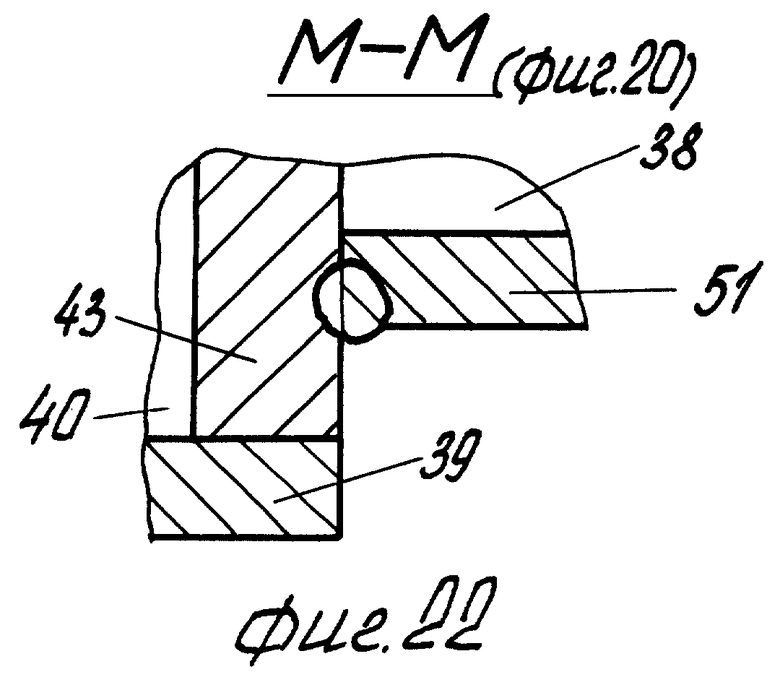
На фиг.22 - сечение М-М на фиг.20, место сопряжения цапфы, ее ребра жесткости, опорного места и продольного ребра жесткости.
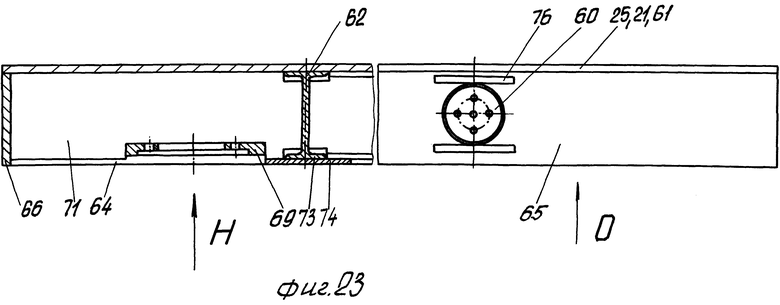
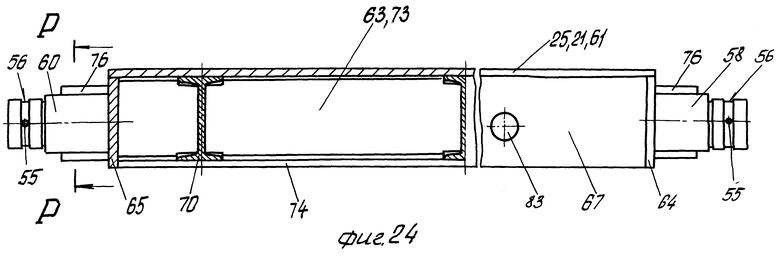
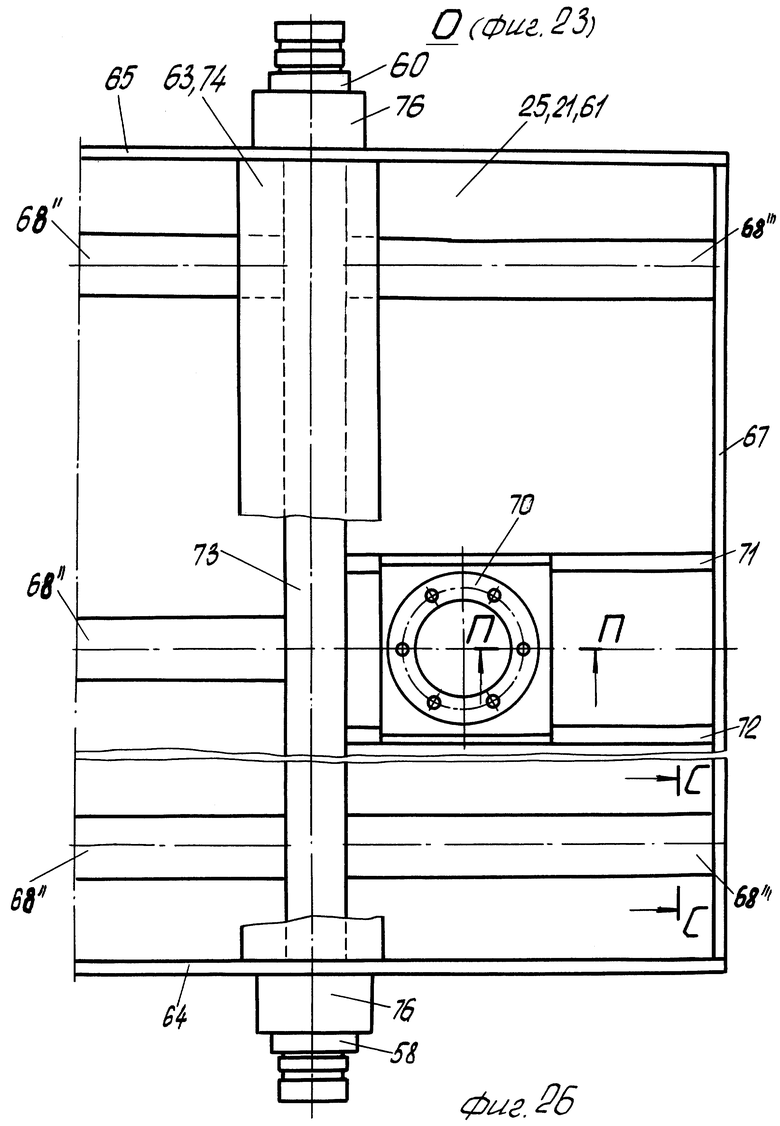
На фиг.23 представлено основание кассеты, вид спереди.
На фиг.24 - то же, вид сбоку.
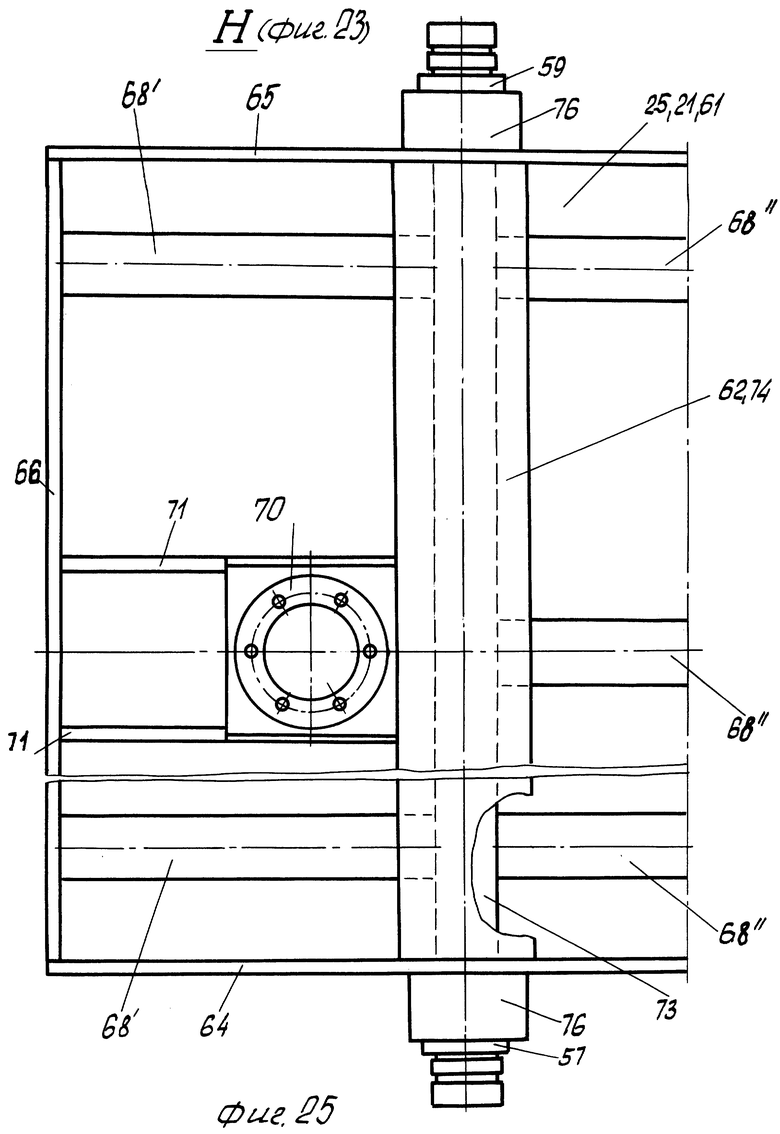
На фиг.25 - вид Н на фиг.23, фрагмент левой части основания кассеты в месте размещения гнезда и несущего элемента.
На фиг.26 - вид О на фиг.23, фрагмент правой части основания кассеты, размещение продольных основных и дополнительных ребер жесткости на опорном листе и несущего элемента.
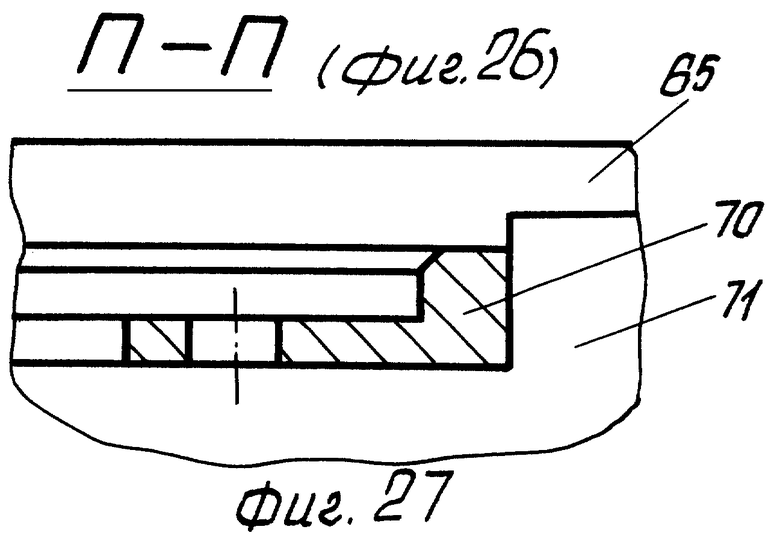
На фиг.27 - сечение П-П на фиг.26, разрез гнезда для установки центрирующего диска.
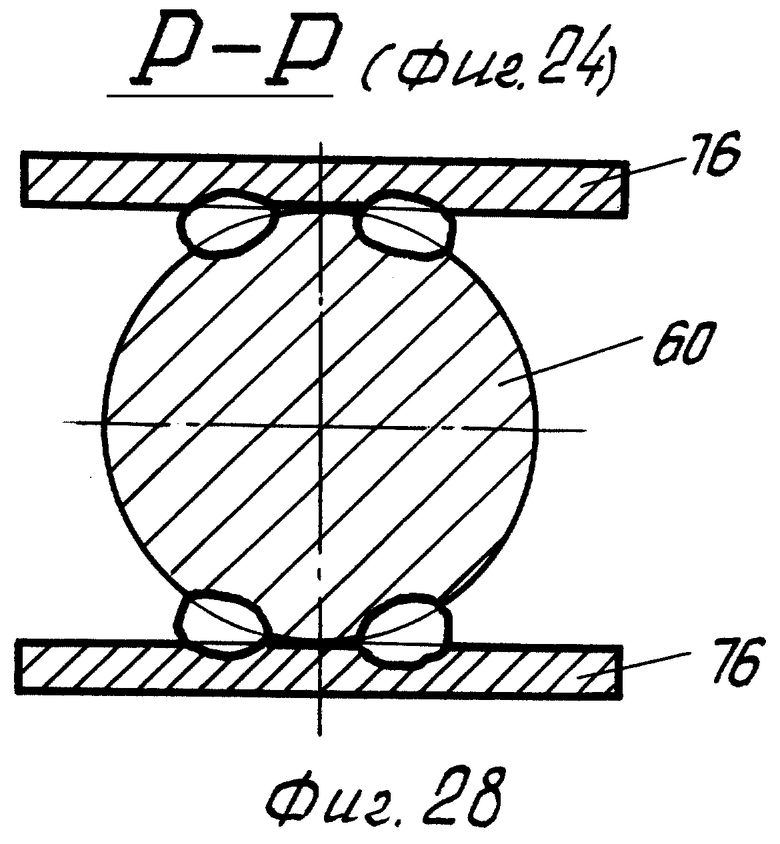
На фиг.28 - сечение Р-Р на фиг.28, поперечно-вертикальный разрез цапфы основания и ее ребер жесткости.
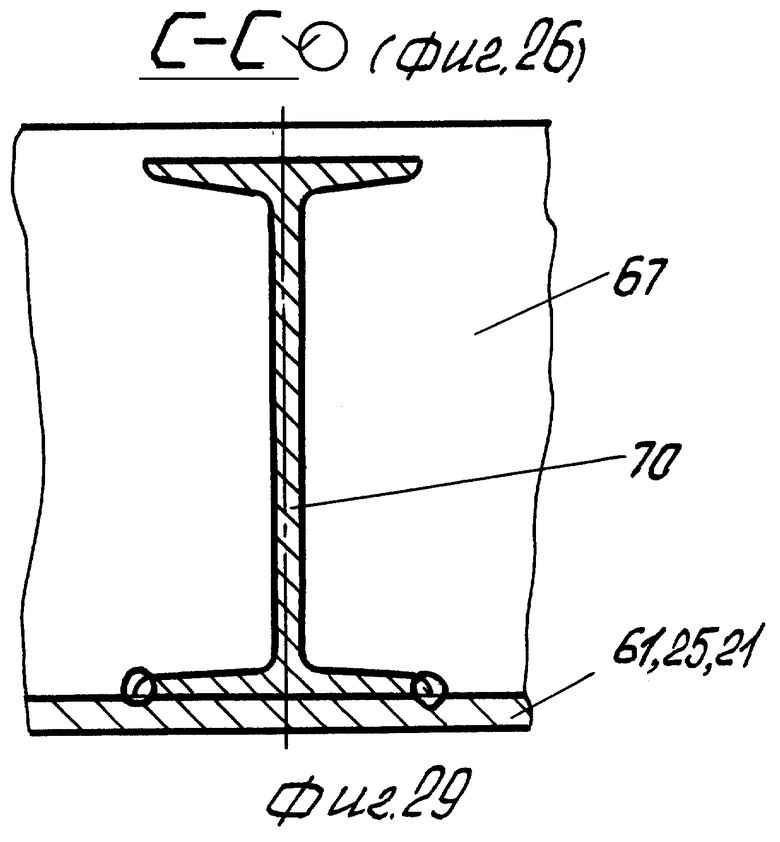
На фиг.29 - сечение С-С на фиг.26, сопряжение двутавровой балки жесткости с опорным листом и продольным ребром жесткости основания.
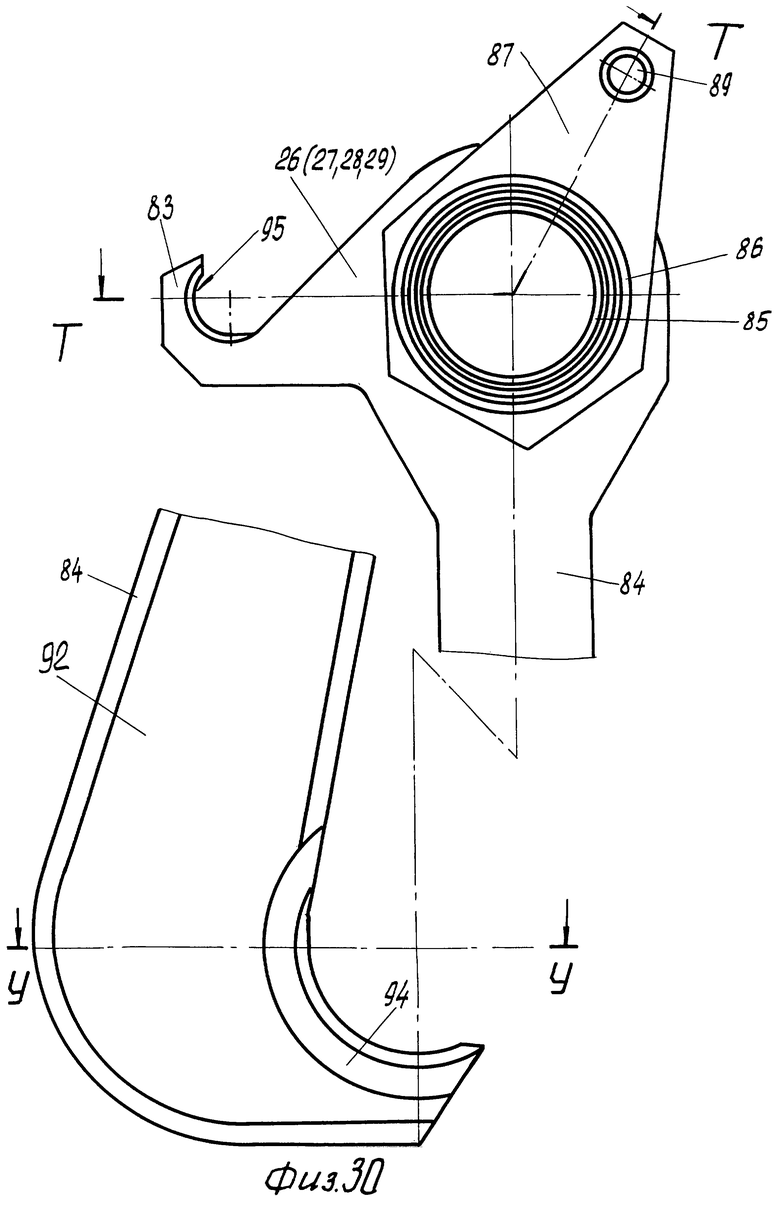
На фиг.30 изображен крюк для замыкания в рабочем положении крышки и основания кассеты.
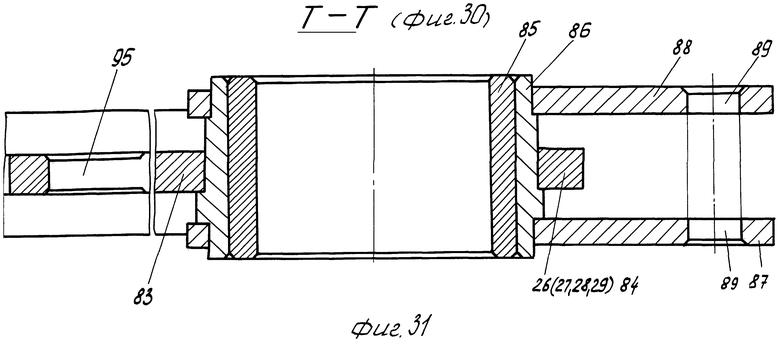
На фиг.31 - сечение Т-Т на фиг.30, положение сменной втулки в головке крюка.
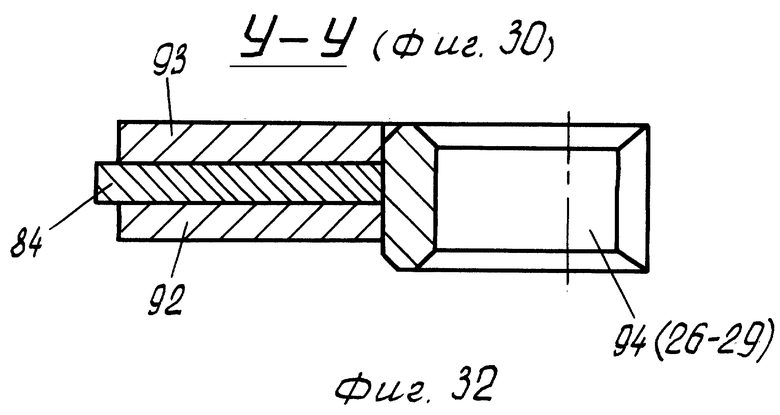
На фиг.32 - сечение У-У на фиг.30, положение зева опорной части на правых крюках крышки.
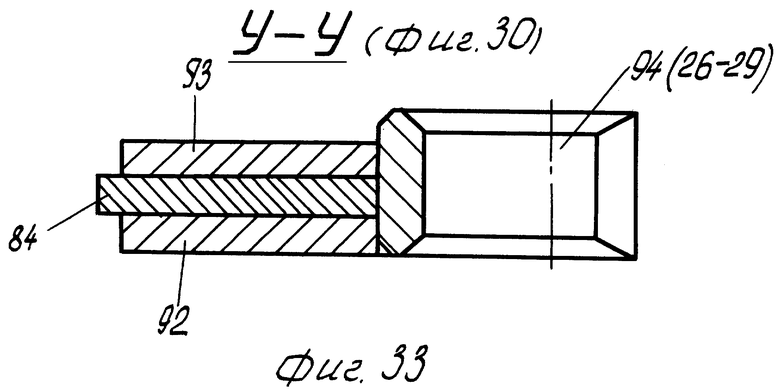
На фиг.33 - то же, положение зева опорной части на левых крюках крышки.
Сведения, подтверждающие возможность реализации заявленного изобретения, заключаются в следующем.
Гидравлический пресс для производства стружечно-цементных плит (см. фиг.1-4) содержит стянутые колоннами 1 и 2 верхнюю и нижнюю неподвижные поперечины 3. Между неподвижными поперечинами 3 размещена подвижная поперечина 4. Подвижная поперечина 4 с верхней неподвижной поперечиной 3 связана плунжерами 5 и 6 силовых цилиндров 7 и 8. На подвижной поперечине 4 закреплены рабочие цилиндры 9 и 10. Подвижная поперечина 4 между колоннами 1 и 2 смонтирована посредством направляющих 11 и 12. Нижняя неподвижная поперечина 3 снабжена траверсой 13 с парой штифтов 14 и 15 с конусной частью 16 при вершине. Угол при вершине конуса штифтов 14 и 15 выполнен меньше 35°. Колонны 1 и 2 снабжены упорами 17 и 18 крайнего нижнего положения подвижной поперечины 4. Упоры 17 и 18 снабжены регулировочными прокладками 19 и 20.
Пресс снабжен кассетой 21 (см. фиг.3, 4, 5, 6, 7) для формирования под усилием 3000 Н стружечно-цементных плит 22. Плиты 22 в кассете 21 разделены между собой прокладками 23 (фиг.10). Кассета 21 содержит крышку 24 и основание 25, запираемые в рабочем положении крюками 26, 27, 28 и 29. Крюки 26-29 дистанционно управляемы механизмами 30 и 31. Механизмы 30 запирания кассеты 21 кинематически связаны с рабочими цилиндрами 9 и 10.
Механизмы 30 и 31 запирания размещены попарно и оппозитно по бокам на подвижной поперечине 4. Каждый механизм 30 (31) запирания выполнен в виде четырехзвенного параллелограмного механизма. Ведомое звено 32 механизма 30 (31) снабжено вилкой 33. Ведущее звено 34 в виде двуплечего рычага кинематически связано с рабочим цилиндром 9 (10) подвижной поперечины 4. Вилка 33 имеет U-образную форму и размещена на конце L-образной штанги ведомого звена 32 (см. фиг.1-4).
Крышка 24 кассеты 21 (см. фиг.3, 4, 5, 6, 7, 8, 13, 14, 16, 17, 18, 19, 20, 21, 22) снабжена попарно и оппозитно смонтированными цапфами 35, 36, 37 и 38. Каркас крышки 24 образован опорным листом 39 и смонтированными на его нерабочей поверхности парой разнесенных по длине листа 39 несущими элементами 40 и 41. Геометрические оси несущих элементов 40 и 41 совмещены с осями цапф 35-38. По периметру внешней кромки опорного листа 39 размещены продольные ребра жесткости 42, 43 и поперечные ребра жесткости 44, 45. Между ребрами жесткости 42, 43 и 44, 45 в заданных направлениях смонтированы дополнительные балки жесткости 46, 47, 48.
Несущий элемент 40 (41) (см. фиг.6, 14, 16, 17, 18) образован силовым элементом в виде двутавровой балки 49 и платика 50. Несущие элементы 40 (41) размещены ортогонально между продольными ребрами жесткости 42 и 43. Высота несущего элемента 40 (41) больше или равна высоте продольных и поперечных ребер жесткости 42, 43 и 44, 45.
Дополнительные балки жесткости 46, 47 и 48 представлены в виде двутаврового проката.
Цапфы 35, 36, 37 и 38 сопряжены с продольными ребрами жесткости 42 и 43 посредством пар горизонтально установленных косынок 51.
Каждая цапфа 35 (36, 37, 38) имеет посадочный диаметр для размещения крюка 26 (27, 28, 29). Осевое смещение крюка 26 (27, 28, 29) на цапфе 35 (36, 37, 38) ограничено шайбой 52 (см. фиг.6, 7 и 8). Шайба 52 на торце цапфы 35 (36, 37, 38) зафиксирована крепежными элементами 53 в отверстиях шайбы 52 и цапфы 35 (36, 37, 38). Каждая цапфа снабжена пресс-масленкой 54, смонтированной в резьбовой части осевого отверстия, сопряженного с радиальным отверстием 55. Радиальное отверстие 55 выведено в боковом направлении цапфы 35 (36, 37, 38) и направлено в кольцевую канавку 56 на поверхности посадочной части цапфы (см. фиг.6, 7, 17).
Основание 25 кассеты 21 (см. фиг.3, 4, 5, 23, 24, 25, 26) снабжено попарно и оппозитно смонтированными цапфами 57, 58, 59 и 60. Основание 25 образовано опорным листом 61 и смонтированными на его нерабочей поверхности парой разнесенных по длине листа 61 несущими элементами 62 и 63. Геометрические оси несущих элементов 62 и 63 совмещены с осями цапф 57, 58, 59 и 60. По периметру внешней кромки опорного листа 61 размещены продольные ребра жесткости 64, 65 и поперечные ребра жесткости 66, 67. Между ними в заданных направлениях смонтированы балки жесткости 68’, 68’’ и 68’’’. Между поперечными ребрами жесткости 66 и 67 и несущими элементами 62 и 63 размещены центрирующие диски 69 (см. фиг.5, 11, 12).
Центрирующие диски 69 закреплены в гнездах 70. Гнезда 70 размещены на ребрах жесткости 71 и 72 (см. фиг.25, 26 и 27).
Несущий элемент 62 (63) образован силовым элементом в виде двутавровой балки 73 и платика 74 (см. фиг.25, 26). Несущие элементы 62 и 63 размещены на опорном листе 61 ортогонально между продольными ребрами жесткости 64 и 65. Высота несущего элемента 62 (63) равна или меньше высоты продольных и поперечных ребер жесткости 64, 65, 66 и 67. Это способствует укладке основания 25 на траверсу 13 и беспрепятственному перемещению основания 25 кассеты 21 по рольгангу 75 (см. фиг.5, 7).
Дополнительные балки жесткости 68’, 68’’ и 68’’’ (см. фиг.25, 26 и 29) представлены в виде двутаврового проката. Цапфы 57, 58, 59 и 60 (см. фиг.25, 26 и 28) сопряжены с продольными ребрами жесткости 64 и 65 посредством горизонтально установленных косынок 76. Каждая цапфа 57 (58, 59, 60) снабжена отъемной втулкой 77, размещенной на посадочном диаметре (см. фиг.5, 9). Осевое смещение отъемной втулки 77 на цапфе 57 (58-60) ограничено шайбой 78. Шайбы 78 (см. фиг.3, 4, 5, 7, 15, 9) на торцах цапф 57-60 зафиксированы крепежными элементами 79 в отверстиях шайбы и цапфы. Центрирующий диск 69 снабжен коническим отверстием 80. Угол α при вершине конуса выполнен не более 35° (см. фиг.11, 12). Центрирующий диск 69 в гнезде 70 закреплен крепежными средствами 81. В диске 69 выполнены резьбовые отверстия 82 для демонтажа из гнезда 68.
Поперечные 66, 67 и продольные 64, 65 ребра жесткости основания 25 в местах их сопряжения имеют заходные части, обеспечивающие плавное перемещение кассеты 21 по рольгангу 75.
На поперечных ребрах жесткости 66 и 67 основания 25 кассеты 21 выполнены парные отверстия 83 в качестве грузозахватных средств (см. фиг.5, 17, 24).
Аналогичные грузозахватные средства кассеты выполнены на поперечных ребрах 44, 45 жесткости крышки 24 в виде попарных отверстий 84 (см. фиг.5, 17).
Конструкция цапф 57, 58, 59 и 60 основания 25 кассеты 21 идентична конструкции цапф 35, 36, 37 и 38 крышки 24.
Высота крышки 24 кассеты 21 одинакова с высотой основания 25. Это позволяет унифицировать крышку 24 и основанием 25 кассеты 21 и существенно снизить себестоимость конструкции при высокой степени жесткости крышки 24 и основания 25.
Каждый крюк 26 (27, 28, 29) (см. фиг.2, 3, 4, 5, 6, 7, 8, 9, 13, 15, 30-33) образован подвесом 83, ребром жесткости 84, сменным подшипником скольжения 85 из закаленной стали и стаканом 86. Стакан 86 смонтирован в верхней части ребра жесткости 84. Подвес 83 и ребро жесткости 84 выполнены единой деталью. На стакане 86 со смещением от ребра жесткости 84 размещена пара кронштейнов 87 и 88. В отверстиях 89 кронштейнов 87 и 88 установлена ось 90 с роликом 91. Центр оси ролика 91 с кронштейнами 87 и 88 на стакане 86 отклонен на угол γ (см. фиг, 13 и 30) от вертикальной оси симметрии крюка 26 (27-29). Величина угла γ меньше 30°.
Нижняя часть ребра жесткости 84 снабжена парой накладок 92 и 93. Накладки 92 и 93 сварными швами закреплены на боковых поверхностях ребра жесткости 84. В накладках 92, 93 и ребре жесткости 84 выполнена выборка металла. В ней размещен зев 94, образующий опорную часть крюка 26 (27-29) для сопряжения с цапфой 59 (60, 58, 57) основания 25 кассеты 21. Зевы 94 опорной части на нижней части крюков 26-29 в парах на крышке 24 кассеты 21 размещены асимметрично (см. фиг.15). Крюки 26-29 смонтированы посредством подшипников скольжения 85 с возможностью поворота на цапфах 35, 37, 36 и 38 крышки 24 кассеты 21 на угол δ (см. фиг.13). Зев 95 подвеса 83 крюка 26 (27-29) ориентирован перпендикулярно оси стакана 86.
Посредством зевов 95 на крюках 26-29 крышка 24 кассеты 21 подвешена на осях 96 подвижной поперечины (см. фиг.1-4). Расстояние между парами осей 96 подвижной поперечины 4 соответствует расстоянию η между серединой зевов 95 подвесов 83 (см. фиг.5), расстояние “р” между центрами цапф 35 и 36 крышки 24 соответствует расстоянию между центрами осей 96 подвижной поперечины (см. фиг.1-4).
Габаритный размер “q” (см. фиг.13) при полностью открытых крюках 26-29 больше, чем расстояние между колоннами 1 и 2 (см. фиг.2 и 3).
Продольная база “α” между центрами штифтов 14 и 15 на траверсе 13 нижней неподвижной поперечины 3 (см. фиг.2) соответствует межцентровому расстоянию между конусными отверстиями 80 в центрирующих дисках 68 основания 25 кассеты 21 (см. фиг.7).
Гидравлический пресс для производства стружечно-цементных плит работает следующим образом.
В смесителе-дозаторе стружку, цемент, воду и добавки смешивают в определенных пропорциях и подают на формовочную машину. Ею на прокладки 23 формируют стружечно-цементную плиту 22 шириной “в” (см. фиг.10) и толщиной (m-t) в исходном, не сжатом положении. Прокладки 23 с плитами 22 пакетировщиком укладывают стопкой (не менее восемнадцати плит) на опорный лист 61 основания 25 кассеты 21. Далее по рольгангу 75 основания 25 со стопкой прокладок 23 и плит 22 транспортируют в пространство между подвижной поперечиной 4 и неподвижной поперечиной 3 (см. фиг.1).
До начала операций формирования стружечно-цементных плит 22 с помощью простейшего приспособления крышку 24 кассеты 21 подвесили на оси 96 подвижной поперечины 4 (см. фиг.2).
Механизмами 30 и 31 крюки 26-29 привели в нерабочее положение. Далее основание 25 укладывают на траверсу 13. Штифтами 14 и 15 и конусными отверстиями 80 центрирующих дисков 69 основания 25 кассеты фиксируют в рабочем положении на траверсе 13 неподвижной поперечины 4 (см. фиг.3).
Включают гидропривод и плунжерами 5 и 6 силовых цилиндров 7 и 8 подвижная поперечина 4 вместе с крышкой 24 кассеты 21 перемещается в направлении основания 25. При перемещении подвижной поперечины 4 выбираются зазоры между несущими элементами 40 и 41 крышки 21 и подвижной поперечиной 4 между опорным листом 39 крышки 24 и верхней стружечно-цементной плитой 22. Перемещение поперечины 4 и направляющих 11 и 12 приводит к тому, что направляющие 11 и 12 достигают упоров 17 и 18. В этом случае плунжерами 5 и 6 создается усилие прессование до 3000 кН. Толщина стружечно-цементных плит 22 между прокладками 23 не превышает более 35 мм. Толщину плит 22 корректируют прокладками 19 и 20 на упорах 17 и 18.
Далее механизмами 30 и 31, управляемыми рабочими цилиндрами 9 и 10, крюки 26-29 приводят в рабочие положения (см. фиг.4). В этом положении механизмов 30 и 31 U-образные вилки 33 ведомых звеньев 32 находятся над роликами 91, а зевы 95 подвесов 83 - в свободном состоянии (см. фиг.4, 1). Плунжерами 5 и 6 подвижную поперечину 4 приводят в положение, показанное на фиг.1. Кассету 21 рольгангом 75 транспортируют в цех, где в течение 24 ч происходит дозревание и твердение стружечно-цементных плит 22 в сжатом положении в кассетах 21 между крышкой 24 и основанием 25.
Далее рольгангом 75 кассету 21 вновь устанавливают на траверсу 13, крышку 24 на поперечине 4 приводят в положение, показанное на фиг.2. Основание 25 с плитами 22 перемещают по рольгангу 75 в форматно-раскроечный участок. Таким образом формируют стружечно-цементные плиты после обрезки длинной 2000 или 2100 мм; шириной 1100 или 550 мм; толщиной 35 или 50 мм.
Описанная конструкция кассеты 21 обеспечивает допуск по толщине плит 22 в пределах ±3 мм и высокую производительность гидравлического пресса для производства стружечно-цементных плит плотностью 550-850 кг/м3 и влажность 14-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМИРОВАНИЯ СТРУЖЕЧНО-ЦЕМЕНТНЫХ ПЛИТ | 2003 |
|
RU2263025C2 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| МАНИПУЛЯТОР | 1999 |
|
RU2167100C1 |
| ПАНЕЛЬНО-КАРКАСНОЕ ЗДАНИЕ | 2024 |
|
RU2837108C1 |
| СИЛОВОЕ УСТРОЙСТВО К КОМПЬЮТЕРУ ДЛЯ УПРАВЛЕНИЯ ВИРТУАЛЬНЫМ САМОЛЕТОМ | 2012 |
|
RU2498833C1 |
| ПАНЕЛЬНО-КАРКАСНОЕ ЗДАНИЕ | 2024 |
|
RU2837949C1 |
| Грузовая траверса | 1988 |
|
SU1705228A1 |
| ПАНЕЛЬНО-КАРКАСНОЕ ЗДАНИЕ | 2024 |
|
RU2836754C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
Изобретение относится к прессовому оборудованию и может быть использовано в производстве стружечно-цементных плит. Пресс содержит стянутые колоннами верхнюю и нижнюю неподвижные поперечины, размещенную между ними подвижную поперечину, связанную с верхней неподвижной поперечиной плунжерами силовых цилиндров, и закрепленные на неподвижной поперечине рабочие цилиндры. Пресс снабжен кассетой для формирования стружечно-цементных плит, разделенных между собой прокладками. Кассета содержит крышку и основание, запираемые в рабочем положении крюками. Крюки кассеты дистанционно управляются механизмами, кинематически связанными с рабочими цилиндрами. В результате обеспечивается высокое качество стружечно-цементных плит, их ровная толщина и плоскостность, а также высокая производительность пресса. 30 з.п. ф-лы, 33 ил.
| ГИДРАВЛИЧЕСКИЙ ЭТАЖНЫЙ ПРЕСС | 1997 |
|
RU2136499C1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ СТРУЖЕЧНЫХ ПЛИТ | 0 |
|
SU327653A1 |
| RU 2062236 C1, 20.06.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГУМИНОВЫХ УДОБРЕНИЙ | 2008 |
|
RU2404150C2 |
| DE 3632287 A1, 23.04.1987 | |||
| US 6550377 В2, 22.04.2003. | |||

