Изобретение относится к машиностроению и может быть использовано при изготовлении резьбовых крепежных элементов типа болтов и шпилек.
Известна конструкция резьбовых крепежных элементов, состоящих из болта, гайки и шайбы (Ярковец А.И., Сироткин О.С. и др. Технология выполнения высокоресурсных заклепечных и болтовых соединений в конструкциях самолетов. - М.: Машиностроение, 1987, с.6, рис.1,2).
Болтовые соединения широко используются в машиностроении и отличаются высокой прочностью, разборностью, ремонтопригодностью Усталостная прочность болтовых соединений во многом опре- деляется усталостной прочностью резьбовой части болта. Наличие на стержне резьбы ослабляет площадь поперечного сечения болта, а наличие проточек во впадинах резьбы значительно увеличивает концентрацию напряжений в этом месте,
ограничивая усталостную прочность стержня болта. Для повышения статической и усталостной прочности резьбы болта применяют резьбы с малым профилем и шагом. Однако это приводит к потребному уве- личению количества витков резьбы, повышает неравномерность загрузки витков по высоте наконечника и ограничивает эффективность способа. Существуют различные технологические способы образования резьбы, способствующие повышению усталостной прочности наконечника: накатка резьбы, виброупрочнение, шлифовка и т.п. (Якушев А.И., Мустаев Р.Х. и др. Повышение прочности и надежности резьбовых соединений. - М.: Машиностроение, 1979, с.139-150).
Однако все технологические способы значительно повышают стоимость производства резьбового элемента и кроме того, имеют небольшую техническую эффективность.
XJ XI
СЛ
Наиболее близким техническим решением к предлагаемому является способ получения резьбовою крепежного элемента (Якушев А,И., Мустаев Р.Х. и др Повышение прочности и надежности резьбовых соединений. -М.: Машиностроение, 1979, с 150- 154; прототип). Известный способ предполагает изготовление заготовки болта из сырого либо после отпуска металла, выполнение на заготовке резьин и последующая закалка болта. Причем при выполнении резьбы болта наиболее производительным способом накаткой с созданием на поверхности и во впадинах резьбы остаючных напряжений сжатия после закалки напряжения почти полностью исчезают, что значительно снижает характеристики ческой и усталостной прочности болта 0 го ограничивает технические возможности известного способа.
Цель изобретения - повышение надежности резьбового соединения деталей путем увеличения усталостной прочности резьбового наконечника крепежного элемента
Предлагаемый способ выполнения резьбового крепежного элемента заключается в изготовлении заготовки крепежного элемента, нарезании на нем резьбы, деформировании заготовки болта за головку и резьбовую часть при накрученной на ней гайки сжатием до пластических деформаций профиля резьбы и последующем закаливании заготовки, после чего гайку скручивают.
Существенным отличием предлагаемого способа является характер предварительного до закаливания болта, позволяющий после снятия нагрузки с закаленного болта и скручивания деформирующей гайки получить сдеформированный профиль резьбы болта, а также полезные технологические напряжения сжатия в опасной с точки зрения усталостного разрушения зоне резьбы бол га. В процессе проведенных поисков по патентной и научно-технической литературе не были обнаружены технические решения, сходные с признаками с заявляемым, поэтому разработанный способ получения резьбового элемента соответствует критерию существенные отличия.
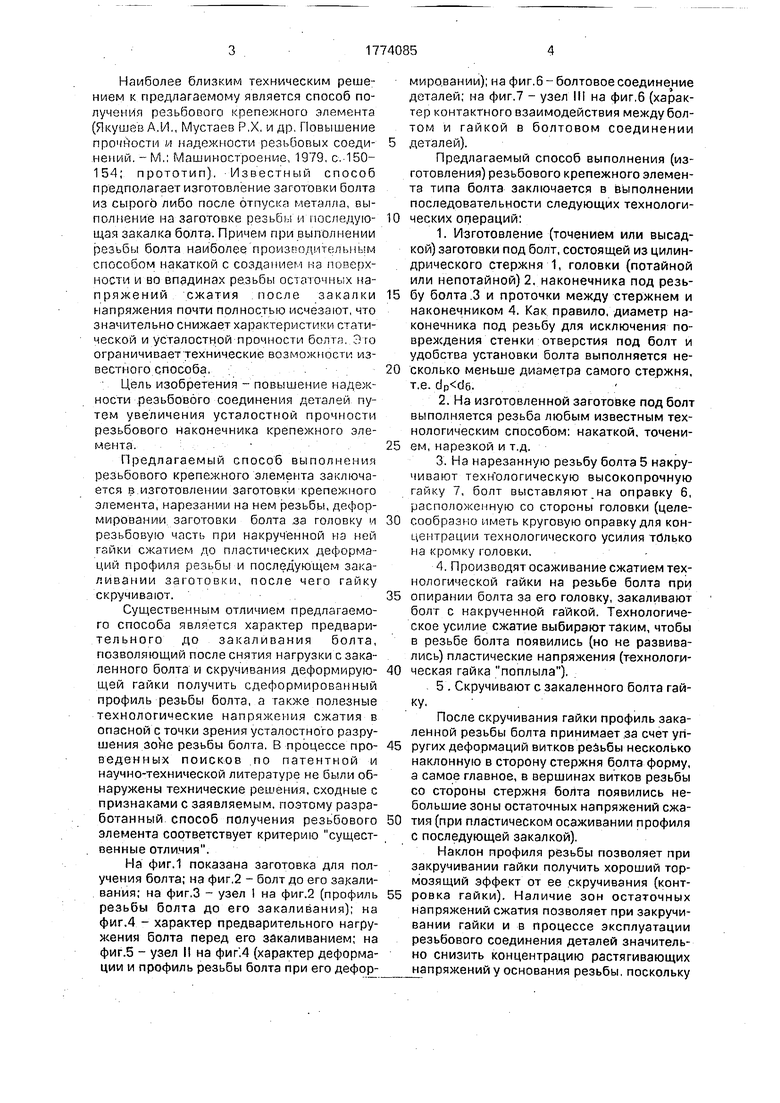
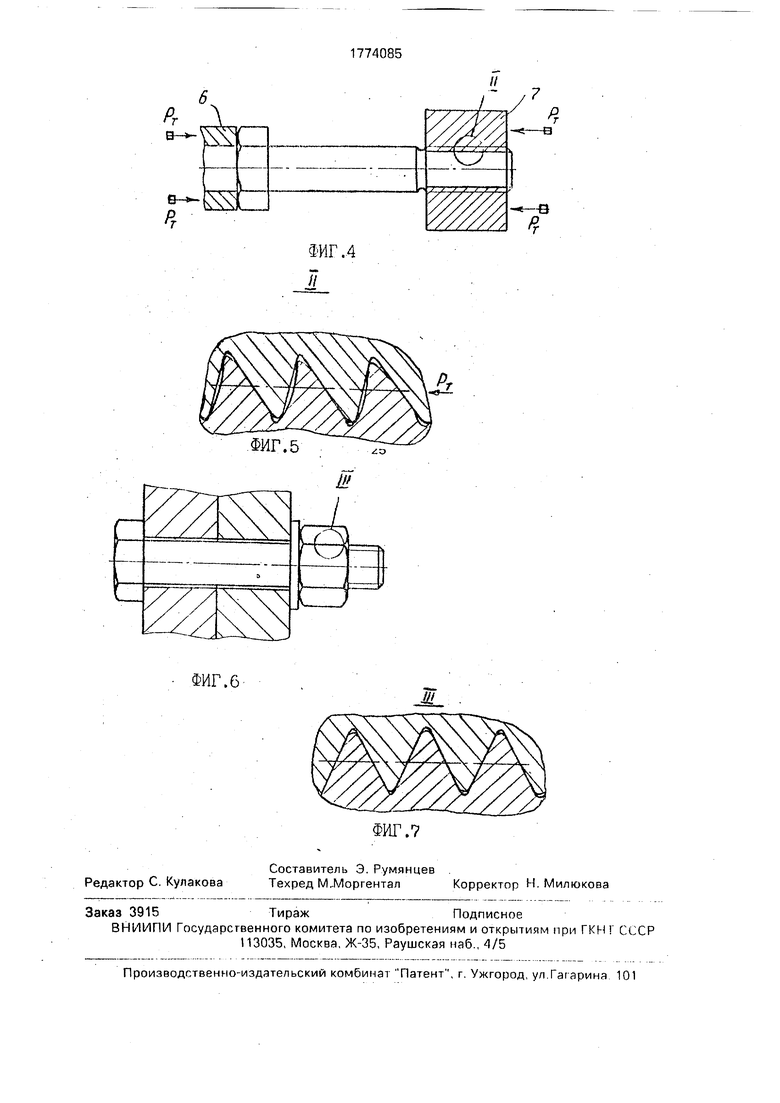
На фиг.1 показана заготовка для получения болта; на фиг.2 - болт до его закаливания; на фиг.З - узел I на фиг.2 (профиль резьбы болта до его закаливания); на фиг.4 - характер предварительного нагру- жения болта перед его закаливанием; на фиг.5 - узел II на фиг.4 (характер деформации м профиль резьбы болта при его деформировании); на фиг.6 - болтовое соединение деталей; на фиг.7 - узел III на фиг.6 (характер контактного взаимодействия между болтом и гайкой в болтовом соединении
деталей).
Предлагаемый способ выполнения (изготовления) резьбового крепежного элемента типа болта заключается в выполнении последовательности следующих технологи0 ческих операций;
1.Изготовление (точением или высадкой) заготовки под болт, состоящей из цилиндрического стержня 1, головки (потайной или непотайной) 2. наконечника под резь5 бу болта 3 и проточки между стержнем и наконечником 4. Как правило, диаметр наконечника под резьбу для исключения повреждения стенки отверстия под болт и удобства установки болта выполняется не0 сколько меньше диаметра самого стержня, т.е. dp«J6.
2.На изготовленной заготовке под болт выполняется резьба любым известным технологическим способом: накаткой, точени5 ем, нарезкой и т.д.
3.На нарезанную резьбу болта 5 накручивают технологическую высокопрочную гайку 7, болт выставляют на оправку 6, расположенную со стороны головки (целе0 сообразно иметь круговую оправку для концентрации технологического усилия только на кромку тловки.
4.Производят осаживание сжатием технологической гайки на резьбе болта при
5 опирании болта за его головку, закаливают болг с накрученной гайкой. Технологическое усилие сжатие выбирают таким, чтобы в резьбе болта появились (но не развивались) пластические напряжения (технологи0 ческая гайка поплыла),
5 . Скручивают с закаленного болта гайку.
После скручивания гайки профиль закаленной резьбы болта принимает за счет уп5 ругих деформаций витков резьбы несколько наклонную в сторону стержня болта форму, а самое главное, в вершинах витков резьбы со стороны стержня болта появились небольшие зоны остаточных напряжений сжа0 тия (при пластическом осаживании профиля с последующей закалкой).
Наклон профиля резьбы позволяет при закручивании гайки получить хороший тормозящий эффект от ее скручивания (конт5 ровка гайки). Наличие зон остаточных напряжений сжатия позволяет при закручивании гайки и в процессе эксплуатации резьбового соединения деталей значительно снизить концентрацию растягивающих напряжений у основания резьбы, поскольку
наибольшие напряжения в резьбе возникают именно со стороны остаточных напряжений сжатия в впадинах резьбы.
Предлагаемый способ выполнения резьбового крепежного элемента по сравнению с прототипом позволит повысить надежность резьбового соединения деталей за счет,
а)хороших контрящих свойств резьбы болта, что сохраняет стабильной величину осевой затяжки резьбового соединения;
б)значительного снижения величины концентрации растягивающих напряжений во впадинах резьбы болта, что повысит его статическую и усталостную прочность.
Необходимо отметить, что остаточные напряжения сжатия возникают и в месте перехода стержня болта в головку (на галтели). Однако, поскольку осевая жесткость головки болта, как привило, больше осевой жесткости резьбы болта, то этот разгрузочный эффект по сравнению с резьбой будет меньше.
Предлагаемый способ выполнения резьбового крепежного соединения (воз-
можно изготовление и шпилек) повысит по сравнению с прототипом на 20-25% надежность резьбового соединения, что даст при эксплуатации изделия экономический эффект.
Формула изобретения Способ изготовления резьбового kpe- пежного элемента, включающий изготовление цилиндрической заготовки под болт с наконечником под резьбу на одном конце и головкой на другом, выполнение резьбы, закалку и нанесение защитного покрытия, отличаю щийся тем, что, с целью повышения надежности соединения деталей, перед закалкой на наконечник навинчивают технологическую гайку, затем устанавливают головку болта на оправку и осаживают гайку до появления пластической деформации в профиле резьбы, прикладывая усилие перпендикулярно наружному торцу гайки, закалку осуществляют одновременно с осаживанием, а затем отвинчивают айку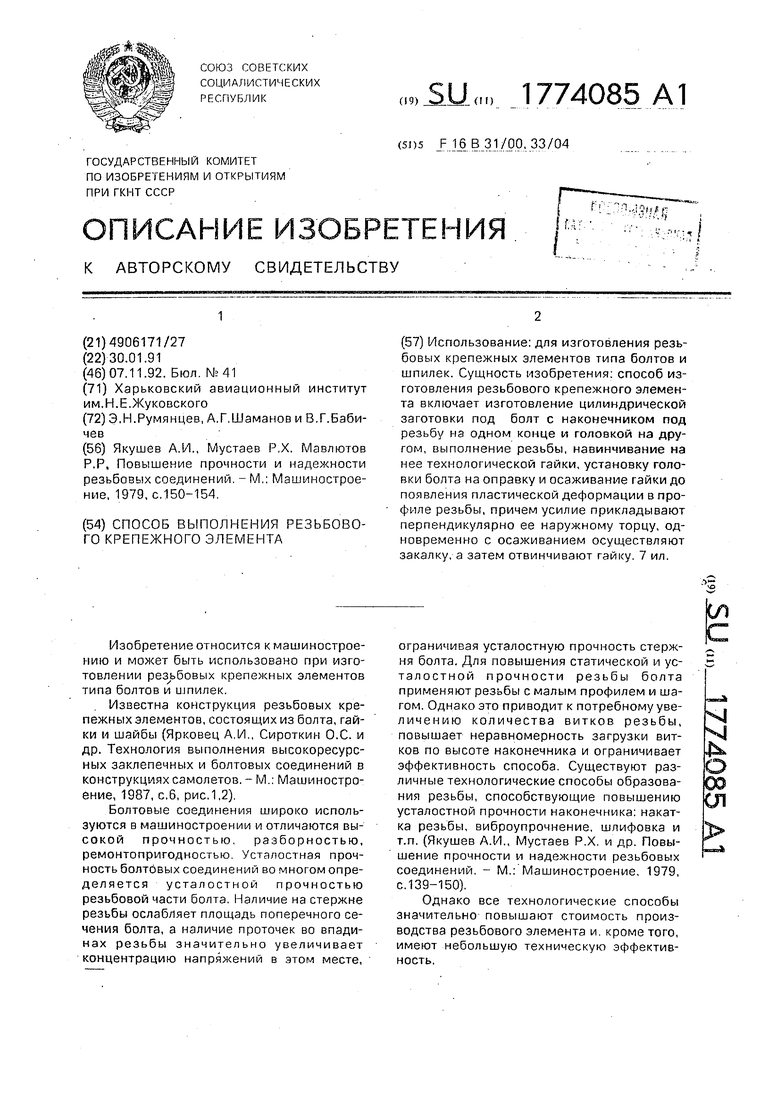

| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение | 1991 |
|
SU1812352A1 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2384762C2 |
| БОЛТОВОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ | 2015 |
|
RU2605373C2 |
| Болтовое срезное соединение деталей | 1989 |
|
SU1710877A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2344906C2 |
| СПОСОБ ПОВЫШЕНИЯ ТЕХНИЧЕСКОГО РЕСУРСА И СТОЙКОСТИ СТЕРЖНЕВОЙ И ТРУБЧАТОЙ АРМАТУРЫ | 2014 |
|
RU2573304C9 |
| Способ получения соединения трех конструктивных элементов | 1990 |
|
SU1739083A1 |
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2000 |
|
RU2156828C1 |
Использование: для изготовления резьбовых крепежных элементов типа болтов и шпилек. Сущность изобретения: способ изготовления резьбового крепежного элемента включает изготовление цилиндрической заготовки под болт с наконечником под резьбу на одном конце и головкой на другом, выполнение резьбы, навинчивание на нее технологической гайки, установку головки болта на оправку и осаживание гайки до появления пластической деформации в профиле резьбы, причем усилие прикладывают перпендикулярно ее наружному торцу, одновременно с осаживанием осуществляют закалку, а затем отвинчивают гайку. 7 ил.
ФИГ Л
ФИГ. 2
5
ФИГ.З
ФИГ.5
ФИГ.б
Составитель Э. Румянцев Редактор С. КулаковаТехред М МоргенталКорректор Н. Милюкова
Рг
ФИГ.7
| Якушев А.И., Мустаев Р.Х | |||
| Мавлютов P.P | |||
| Повышение прочности и надежности резьбовых соединений | |||
| - М.: Машиностроение, 1979, с.150-154. |
