Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при изготовлении многорядных срезных болтовых соединений.
Известна конструкция многорядных срезных болтов соединений. Усталостная долговечность известных соединений определяется уровнем напряжений смятия по стенкам крайних рядов отверстий под болты. Для уменьшения нагруженности крайних рядов болтов и, соответственно, уменьшения величины напряжений смятия применяют соединения переменной жесткости или соединения с уменьшенным диаметром болтов первого ряда. Эффективным путем уменьшения уровня напряжений смятия является применение предварительно напряженных соединений.
Наиболее близким по техническому решению и достигаемому результату к изобретению является соединение деталей посредством нескольких рядов болтов, первый ряд которых выполнен в виде наклонной головки болта. Однако, наклон головки требует применения дополнительной шайбы под головкой болта, и высокой точности изготовления болта.
Цель изобретения - повышение надежности соединения деталей.
Поставленная цель достигается тем, что болтовое срезное соединение деталей содержит установленные в отверстиях соединяемых деталей ряды цилиндрических болтов с гайками и шайбами, размещенными на них. При этом болты первого ряда в направлении нагрузки выполнены с элементами выравнивания нагрузки. Элементы выравнивания нагрузки выполнены в виде витков резьбы переменной высоты, уменьшающейся от торца болта к его головке со стороны прилагаемой на деталь нагрузки и
(Л
С
О 00
Ы xj
увеличивающейся к головке болта с диаметрально противоположной стороны болта. Существенным отличием предлагаемого технического решения является конструкция элемента разгрузки стенки отверстия от эксплуатационных напряжений смятия, выполненного в виде витков резьбы переменной глубины, что позволяет повысить надежность болтового соединения по критерию его усталостной долговечности.
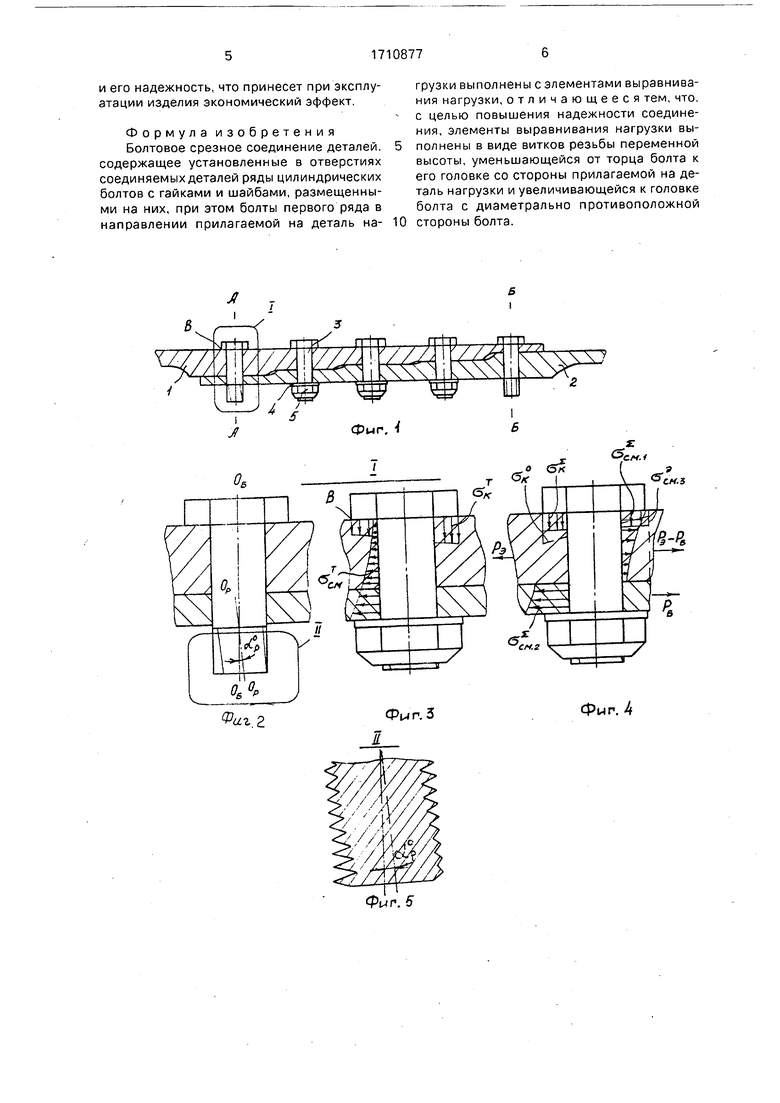
На фиг. 1 представлена конструкция многорядного односрезного болтового соединения листовых деталей вид сбоку; на фиг. 2 - то же, фрагмент крайнего ряда болтов до их осевой затяжки; на фиг. 3 - то же фрагмент и параметры напряженного состояния в соединяемых листах после осевой затяжки болтов крайнего ряда; на фиг. 4 - то же, после приложения на соединение нагрузки; на фиг. 5 - конструкция элемента разгрузки болтов крайнего ряда.
Предлагаемое болтовое срезное соединение деталей состоит из соединяемых листов 1 и 2, а также нескольких рядов крепежных элементов, состоящих из цилиндрических болтов 3, шайб 4 и гаек 5. Местом вероятного усталостного разрушения соединяемых листов являются сечения по крайним рядам отверстий под болты: сечение А-А для листа 1 и сечение Б-Б для листа 2. Болты, установленные в этих сечениях, будем считать, относительно прикладываемой на лист эксплуатационной нагрузки, первыми. Другим источником вероятного усталостного разрушения листов является фреттинг-коррозия, возникающая в местах повышенных контактных напряжений от изгиба болта, например, место В для листа 1. Первый относительно нагрузки, ряд болтов имеет элемент выравнивания напряжений смятия на стенке отверстия, в которое он установлен. Элемент выравнивания нагрузки выполнен в виде витков резьбы переменной глубины, причем глубина витков уменьшается от торца стержня болта к его головке со стороны прилагаемой на деталь нагрузки и увеличивается к головке болта с диаметрально противоположной стороны болта (фиг. 5).
С точки зрения технологии изготовления соединения целесообразно первоначально установить внутренние ряды болтов и затянуть их, после чего установить крайние ряды болтов (фиг. 2). При осевой затяжке болта гайкой в соединяемых листах возникают напряжения смятия: по стенке
отверстия - oJM и напряжения смятия на поверхности листа (см- Направление предварительно созданных напряжений смятия
(JCM противоположно направлению предстоящего действия эксплуатационных напряжений смятия OCM (фиг. 3). После
приложения на соединение эксплуатационной нагрузки Рэ изменяются параметры на- пряженного состояния по месту усталостного разрушения. Результирующая величина напряжений смятия по стенкам
отверстия уменьшается на величину предварительно созданных. Так, например, в листе 1:
,эт
Ссм1 -(7см1 -WCM ,
15
0
где - величина напряжений смятия в соединении без применения элементов разгрузки.
В листе 2 величина напряжений смятия увеличивается на величину предварительно созданных, но это не опасно с точки зрения усталостного разрушения, поскольку лист 2 в этом месте не разрушается. При действии эксплуатационной нагрузки Рэ происходит
и более равномерное,распределение нагрузки по внешней поверхности листа (к, что позволяет уменьшить как величину, так и неравномерность контактных напряжеQ ний под головкой болта, снизив повреждающее действие фреттинг-коррозии. Таким образом, предлагаемое техническое решение по сравнению с прототипом позволяет создать предварительные напряжения
с смятия по месту вероятного усталостного разрушения листа, уменьшающие эксплуатационные напряжения по стенке отверстия и уменьшить повреждающее действие фреттинг-коррозии, что повышает усталостную
Q долговечность соединяемых листов.
Для самолетостроения характерно применение дюралевых сплавов типа Д16Т и В95 для соединяемых листов и сталей типа ЗОХГСА, ЗОХГСНА, 16ХСН для болтов. При
5 этом, отношение диаметра болтов d к толщине соединяемого листа S находится в диапазоне ,5-4, Для этого соотношения рекомендуется угол наклона профиля резьбы на стержне болта к поверхности стержня
0 (/р 8-15°. Более точно угол 7р можно определить расчетом, исходным условием которого является то. чтобы в нагруженном состоянии крайний болт занимал вертикальное положение.
5Предлагаемое техническое решение позволяет на 30-50% сниз ить уровень напряжений смятия по стенке отверстия под болт на внешней поверхности листа, повысив в 1.3-2,5 раза усталостную долговечность соединения и на 8-20% ресурс соединения
и его надежность, что принесет при эксплуатации изделия экономический эффект.
Формула изобретения Болтовое срезное соединение деталей, содержащее установленные в отверстиях соединяемых деталей ряды цилиндрических болтов с гайками и шайбами, размещенными на них, при этом болты первого ряда в направлении прилагаемой на деталь нагрузки выполнены с элементами выравнивания нагрузки, отличающееся тем, что, с целью повышения надежности соединения, элементы выравнивания нагрузки выполнены в виде витков резьбы переменной высоты, уменьшающейся от торца болта к его головке со стороны прилагаемой на деталь нагрузки и увеличивающейся к головке болта с диаметрально противоположной
стороны болта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Болтовое соединение деталей | 1990 |
|
SU1754925A1 |
| Способ получения соединения деталей | 1990 |
|
SU1756671A1 |
| Соединение деталей | 1988 |
|
SU1548540A1 |
| Способ получения многорядного соединения деталей | 1989 |
|
SU1682655A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2025579C1 |
| Способ получения многорядного соединения деталей | 1990 |
|
SU1712686A1 |
| Многорядное соединение деталей | 1990 |
|
SU1753077A1 |
| Способ получения соединения деталей | 1990 |
|
SU1735626A1 |
| Многорядное соединение деталей | 1990 |
|
SU1754924A1 |
| Потайное многорядное соединение деталей | 1988 |
|
SU1551853A1 |
Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при изготовлении многорядных срезных болтовых соединений. Цель изобретения - повышение надеж- ; ности соединения. В болтовом соединении деталей резьбовые элементы выполнены с элементами выравнивания нагрузки в виде витков резьбы переменной высоты, уменьшающейся от торца болта к его головке, со стороны прилагаемой на деталь нагрузки, и увеличивающейся к головке болта с диаметрально противоположной стороны болта. Использование изобретения позволяет снизить уровень напряжений смятия по стенке отверстия под болт на внешней поверхности листа. 5 ил.
Фаг.г
CM.S
Фиг. 3
Фип. 4
| Болтовое соединение деталей | 1988 |
|
SU1603086A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
