сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ РЕЗКИ ТРУБ | 1990 |
|
RU2019364C1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ, ПРЕИМУЩЕСТВЕННО ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И ТРУБ | 1998 |
|
RU2207227C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1980 |
|
SU884874A1 |
| Переносный станок для обработки консольных цилиндрических деталей | 1990 |
|
SU1780936A1 |
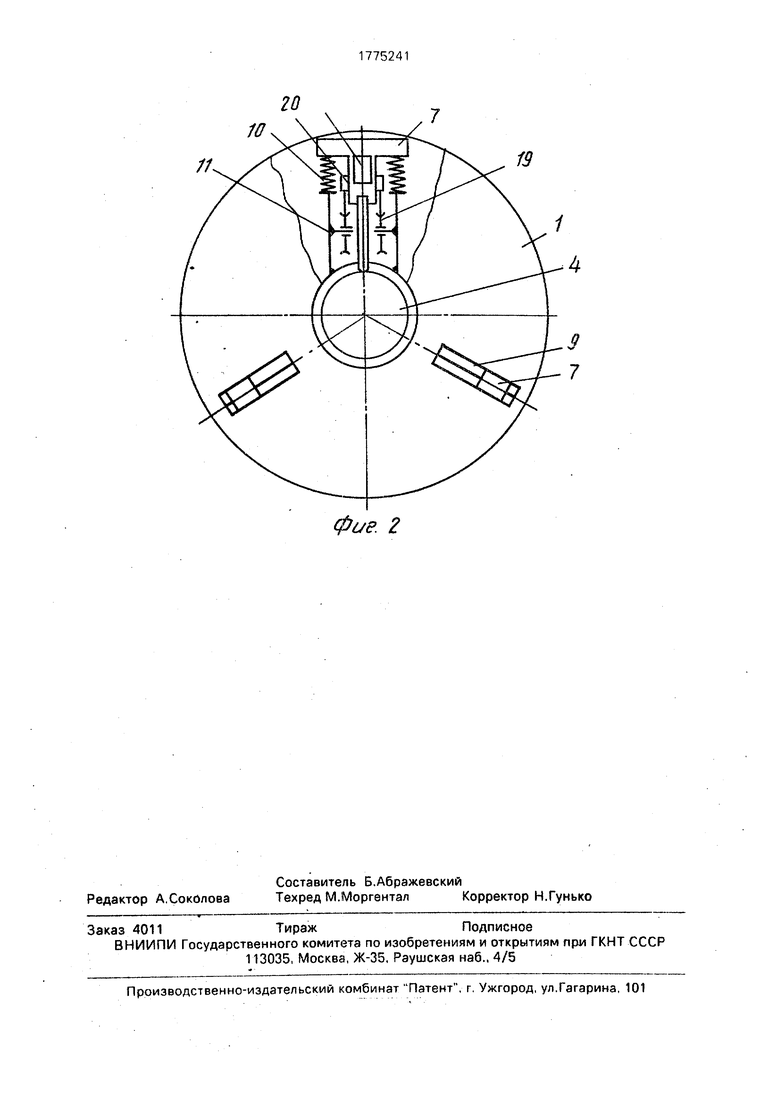
Использование: в машиностроении для предварительной нарезки и резки труб проката в заготовительном производстве. Сущность изобретения: при вращении планшайбы 1 установленные в резцедержателях 7 резцы 8 силою пружин 10 и центробежной силой удерживаются в наибольшем удалении от оси заготовки и не касаются ее поверхности. После подачи давления в силовой цилиндр 14 полый шпиндель 12 перемещается влево и через гибкие элементы 18, преодолевая усилие пружин 10, перемещает резцедержатели i с резцами 8 по направляющим 9 приводной планшайбы 1. 2 ил.
СП
ю
Изобретение относится к обработке металлов давлением и.может быть использовано 8 машиностроении для предварительной нарезки и резки труб проката в заготовительном производстве.
Известно устройство для резки проката, содержащее планшайбу с валом и подпружиненными резцедержателями и цилиндр подачи. В известном устройстве резцедержатели установлены на секторах, на наружной поверхности которых выполнены пазы для приводного ремня, который соединяет планшайбу со шкивом приводного двигателя.
Перемещение резцов достигается за счет натяжения приводного ремня роликом, прижимаемым к ремню усилием цилиндра подачи. Для синхроннаго перемещения резцов в устройстве применен механизм в виде звездочки, концентрично смонтированной на подшипнике.
Недостатками данного устрайст8.а для резки проката являются сложность конструкции, низкие производительность и надежность из-за отсутствия возможности непрерывного контроля величины по,;Гччи резцов в зону резания, что вызвано нал1:;чием в кинематической схеме подачи ре /:4ов эластичного приводного ремня, не o6ef:neчивающего однозначное соответствие величины перемещения штока приво.,д::ого цилиндра и величины подачи резцов при разных нагрузках на приводной ремень, а также из-за сложной конструкции и низкой надежности системы синхронного перемещения резцов.
Из известных аналогичных устройств для резки проката наиболее близк лм по технической сущности и функциональному назначению является устройство, содержащее полый шпинДельс приводной пла,ншайбой, установленные на ней резцедерм-атели с режущими инструментами, механизм радиальной подачи режущих инструментов, привод в виде силового цилиндра и полый вал, установленный в полом шпинделе.
Недостатком известного устройства, принятого за прототип, является низкая производительность и надежность из-за отсутствия возможности непрерывного контроля величины подачи резцов в зоне резания.
Целью настоящего изобретения является повышение производительности и надежности устройства.
Поставленная цель достигается тем, что в известном устройстве для резки проката, содержащем по/|Ый с приводной планшайбой, установленные на ней резцедержатели с , инструментами, механизм подачи режущих инструментов, привод в виде силового цилиндра и полый вал, установленный в полом шпинделе, в отличие от известного, механизм радиальной
подачи режущих инструментов выполнен в виде смонтированных на полом шпинделе роликов и установленных с возможностью взаимодействия с ними гибких элементов, закрепленных одним концомна резцедержателях, а другим - на силовом цилиндре, при этом полый шпиндель установлен с возможностью осевого возвратно-поступательного перемещения посредством упомянутого силового цилиндра,
5Выполнение механизма радиальной
подачи режущих инструментов в виде смонтированных на полом шпинделе роликов м установленных с возможностью взаимодействия с ними гибких элементов, например,
0 тросов, соединенных одним концом с резцедержателями, а другим с силовым цилиндром и установкой полого шпинделя с возможностью осевого возвратно-поступательного перемещения при помощи силового цилиндра позволяет осуществлять контроль величины подачи .резцов в процессе работы устройства, обеспечивать синхронную подачу ре;:цов и определять величину их подачи в зоне резамия непосредственно путем .замера величины хода штока силового цилиндра.
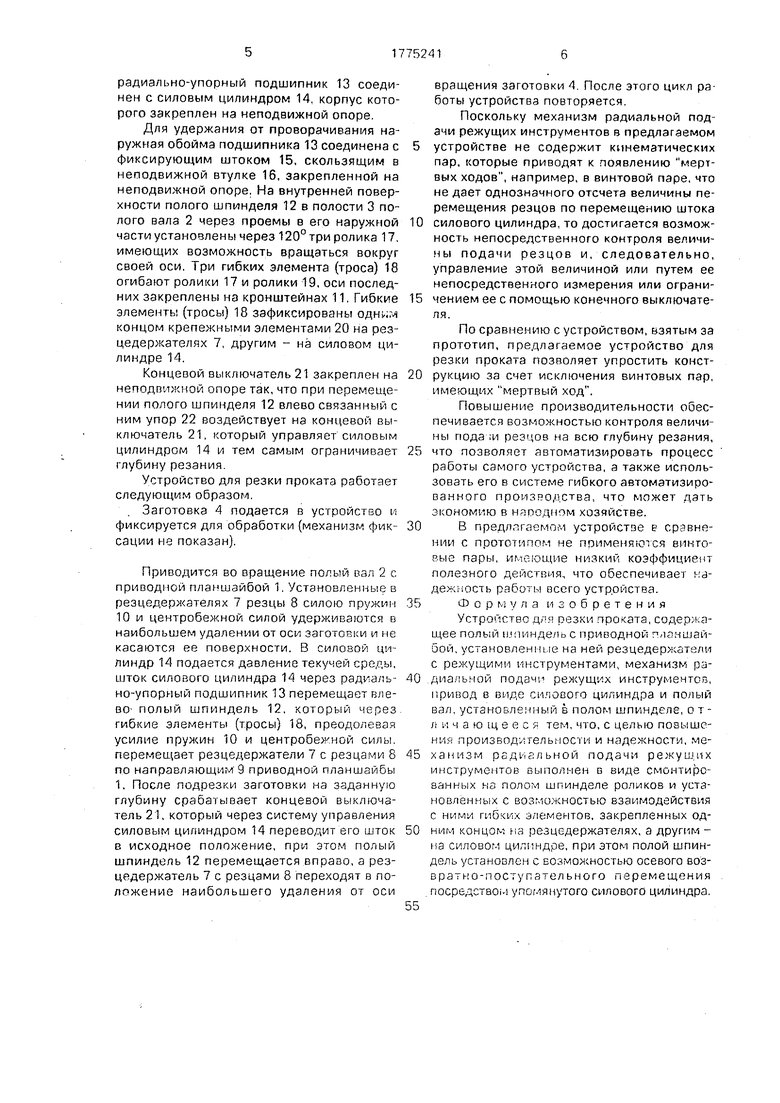
На фиг. 1 показана кинематическая схема предлагаемого устройства для резки проката; на фиг. 2 - кинематическая схема
5 планшайбы и расположение резцедержателей.
Устройство для резки проката содержит приводную планшайбу 1, закрепленную на полом валу 2, состоящем из двух соосных
0 трубчатых частей, образующих замкнутую полость 3 и внутреннюю осевую полость, в которой располагается обрабатываемая заготовка 4.
Вал 2 с приводной планшайбой 1 вращается на подшипниках 5 и 6. опирающихся на неподвижную опору (из фиг. не показана). На планшайбе 1 расположены через 120 три резцедержателя 7 с резцами 8, установленные с возможностью перемеще0 НИИ по радиальным направляющим. Пружины 10 установлены так, что они одной стороной упираются на резцедержатель 7, а другой на кронштейн 11, жестко соединенный с полым валом 2. Пружины удерживают
5 резцедержатели в исходном начальном положении, т,е. в положении наибольшего удаления от оси вращения планшзйбы.
На наружной поверхности вала 2 с возможностью перемещения вдоль его оси расположен полый шпиндель 12,который через
радиально-упорный подшипник 13 соединен с силовым цилиндром 14, корпус которого закреплен на неподвижной опоре.
Для удержания от проворачивания наружная обойма подшипника 13 соединена с фиксирующим штоком 15, скользящим в неподвижной втулке 16, закрепленной на неподвижной опоре. На внутренней поверхности полого шпинделя 12 в полости 3 полого вала 2 через проемы в его наружной части установлены через 120° три ролика 17, имеющих возможность вращаться вокруг своей оси. Три гибких элемента (троса) 18 огибают ролики 17 и ролики 19, оси последних закреплены на кронштейнах 11, Гибкие элементы (тросы) 18 зафиксированы концом крепежными элементами 20 на резцедержателях 7, другим - на силовом цилиндре 14,
Концевой выключатель 21 закреплен на неподвижной опоре так, что при перемещении полого шпинделя 12 влево связанный с ним упор 22 воздействует на концевой выключатель 21, который управляет силовым цилиндром 14 и тем самым ограничивает глубину резания.
Устройство для резки проката работает следующи,м образом.
Заготовка 4 подается в устройство i-i фиксируется для обработки (механизм фиксации не показан).
Приводится во вращение полый вал 2 с приводной планшайбой 1, Установленные в резцедержателях 7 резцы 8 силою пружин 10 и центробежной силой удерживаются в наибольшем удалении от оси заготовки и не касаются ее поверхности, В силовой цилиндр 14 подается давление текучей среды, шток силового цилиндра 14 через радиально-упорный подшипник 13 перемещает влево- полый шпиндель 12, который через, гибкие элементы (тросы) 18, преодолевая усилие пружин 10 и центробежной силы, перемещает резцедержатели 7 с резцами 8 по направляющим9 приводной планшайбы 1, После подрезки заготовки на заданную глубину срабатывает концевой выключатель 21, который через систему управления силовым цилиндром 14 переводит его шток в исходное положение, при это.м полый шпиндель 12 перемещается вправо, а резцедержатель 7 с резцами 8 переходят в положение наибольшего удаления от оси
вращения заготовки 4. После этого цикл работы устройства повторяется.
Поскольку механизм радиальной подачи режущих инструментов в предлагаемом устройстве не содержит кинематических пар, которые приводят к появлению мертвых ходов, например, в винтовой паре, что не дает однозначного отсчета величины перемещения резцов по перемещению штока
силового цилиндра, то достигается возможность непосредственного контроля величины подачи резцов и, следовательно, управление этой величиной или путем ее непосредственного измерения или ограничением ее с помощью конечного выключателя.
По сравнению с устройством, взятым за прототип, предлагаемое устройство для резки проката позволяет упростить конструкцию за счет исключения винтовых пар, имеющих мертвь й ход.
Повышение производительности обеспечивается возможностью контроля величины пода ;и резцов на всю глубину резания,
что позволяет автоматизировать процесс работы самого устройства, а также использовать его в системе гибкого автоматизированного производства, что может дать экономию в народном хозяйстве.
В предлагаемом устройстве в сравнении с прототипом не применяются винтовые пары, имеющие низки11 коэффициент полезного действия, что обеспечивает кадехность работы всего устройства.
Фор м у л а изобретения
Устройство дл.я резки проката, содержащее полый шпиндель с приводной п,1зншайоой, установленние на ней резцедержатели с режущими инструментами, механизм радиальной подачи режущих инструментов, привод в виде си.пового цилиндра и полый вал, установленный в полом шпинделе, о тл и чающееся тем, что, с целью повышения производительности и надежности, мехаиизм радиальной подачи режуш.пх инструментов выполнен в виде смонтированных на полом шпинделе роликов и установленных с возможностью взаимодействия с ними гибких элементов, закрепленных одним концом на резцедержателях, а другим силовом цилиндре, при этом полой шпиндель установлен с возможностью осевого возвратно-поступательного перемещения посредство - упомянутого силового цилиндра,
//.
фие. 2
19
1
| Устройство для резки труб | 1984 |
|
SU1211001A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
