1
Изобретение относится к машиностроению и может Найти применение в агрегатных станках.
Известна резцовая головка для многопроходной обработки внутренних поверхностей, содержащая корпус, расположенный в нем резцедержатель и привод радиальной подачи, взаимодействующий с упором. Головка обеспечивает многопроходную обработку с автоматической подачей резца на глубину резания для каждого последующего прохода 1 .
Недостатком известной конструкции является непостоянство углов резания, так как при каждом последующем проходе резцедержатель головки занимает новое угловое рабочее положение, поворачиваясь вокруг оси, на которой он крепится. Этот недостаток приводит к тому, что резец работает в невыгодных условиях, приводящих к снижению стойкости резца и ухудшению качества обрабатываемой поверхности. Кроме того, конструкция резцовой головки не позволяет производить регулировку установки резца на размер расточки каждого прохода.
Цель изобретения- улучшение качества обработанной поверхности, а также повьщ1ение стойкости резца.
Поставленная цель достигается тем, что головка снабжена кронштейном с силовым органом, жестко связанным с последним, причем упоры вы полнегал регулируемыми h. -установлены на упомянутом кронштейне с возможностью поочередного взаимодействия с силовым злементом привода радиальной подачи резца, с которым жестко связана упомянутая тяга.
Кроме того, упоры установлены с возможностью осевого перемещения и опираются на корпус головки.
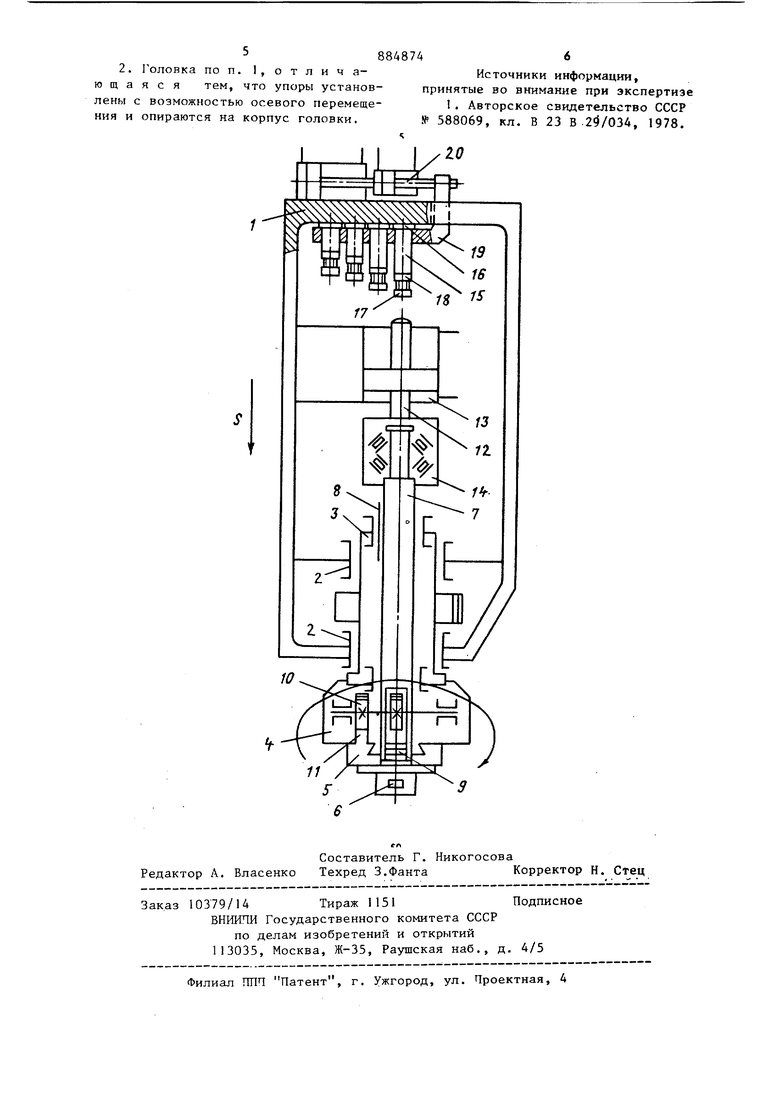
На чертеже изображена конструкция предлагаемой головки. 3 Резцовая головка для многопроходной обработки внутренних поверхноатей состоит из корпуса 1, в котором на подшипниках 2 установлен полый шпиндель 3 с закрепленной на его конце планшайбой 4, имеющей направляюпше типа ласточкина хвоста, по которым перемещается каретка 5 с закрепленным на ней резцедержателем 6. Тяга 7 ус1;ановлена внутри .полого шпинделя 3 и соединена с ним с помощью скользя1цей призматической шпонки 8. На переднем конце тяги 7 нарезаны зубья рейки 9, зацепляющейся с вал-шестерней 10, которая, в свою очередь, находится в зацеплении с рейкой 1I каретки 5. Задний конец тяги 7 соединен с силовым элементом 12 привода 13 радиальной .; подачи, выполненного в виде невращающегося силового цилиндра с помощью обоймы 14. Регулируемые упоры I5 выполнены в виде цилиндрических пальцев с буртиками 16, в резьбовых отверстиях которых установлены наконечники 17 с навинченными на них :. контргайками 18, и установлены с воз можностью осевого перемещения в отверстиях кронштейна 19, жестко соеди неного с силовым органом 20, выполненным в виде сдвоенного гидроцилин дра. Свободная установка упоров позволяет, разгрузить кронштейн 19 от и гибающих усилий. Количество регулируемых упоров 15 равно числу необходимых проходов при снятии припуска, с обрабатываемой де тали. Например, в случае необходимос ти обработки детали за два прохода, количество упоров 15 равно двум, при этом упоры могут перемещаться с помощью силового цилиндра одинарного действия. При каждом проходе нужный упор 15 размещается между опорным торцом привода 13 радиальной подачи и корпу сом 1 головки. Головка работает следующим образом. В начале рабочего цикла необходимый регулируемый упор 15 находится между опорным торцом привода 13 ради альной подачи и корпусом 1 головки От электродвигателя через зубчатые колеса (не показаны) вращение передается йа шпиндель 3 и планшайбу 4. Силовой элемент 12 привода 13 радиальной подачи перемещается до соприкосновения с регулируемым упором 15. При зтом каретка 5 с резцедержателем 6 вьщвигается на величину, соответствующую глубине резания при первом проходе. Затем головка совершает движение подачи S, и резец производит резание. В конце рабочего хода го.повка останавливается, и силовой элемент 12 привода 13 радиальной подачи, перемещаясь в обратную сторону, выводит резцы из соприкосновения с поверхностью детали, и головка возвращается в исходное положение. Для установки резца на требуемый размер расточки для следующего прохода кронштейн 19 с установленными на нем упорами 15 перемещается с помощью силового органа 20 на необходимый шаг. При зтом необходимый упор I5 размещается между опорным торцом силового элемента 12 привода 13 радиальной подачи и корпусом 1 головки . Затем цикл работы головки повторяется, т.е. при последующих проходах работа головки аналогична. Использование резцовой головки такой конструкции позволит обеспечить регулировку установки резца на размер расточки для каждого прохода, а также сохранить постоянство углов резания резца, что, в свою очередь, позволит повысить качество обработанной поверхности и продлить срок службы режущего инструмента. Формула изобретения 1. Резцовая головка для многопроходной обработки внутренних поверхностей, содержащая корпус, резцедержатель и привод радиальной подачи резца, включающий тягу, взаимодействующую с упорами, отличающаяся тем, чт.о, с целью улучшения качества обработанной поверхности, повьш1ения стойкости резца, головка снабжена кронштейном и силовым органом, жестко связанньт с последним, причем упоры выполнены регулируемыми и установлены на упомянутом кронштейне с возможностью поочередного взаимодействия, с силовым элементом привода радиальной подачи резца, с которым жестко связана упомянутая тяга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1988 |
|
SU1516244A2 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1983 |
|
SU1085698A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Расточная головка для многопроходной обработки внутренних поверхностей | 1985 |
|
SU1256869A1 |
| Резцовая головка | 1983 |
|
SU1119784A1 |
| Резцовая головка | 1990 |
|
SU1748962A1 |
| Расточная головка для многопроходной обработки внутренних поверхностей | 1989 |
|
SU1685621A2 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Борштанга | 1990 |
|
SU1743710A1 |
| Резцовая головка для многопроходной обработки внутренних поверхностей | 1975 |
|
SU588069A1 |
