снабжены механизмами шагового их перемещения в двух взаимно перпендикулярных направлениях , а второе устройство для удаления .направляющих конусов закреплено на съемной раме основной платфор-мы.
4. Линия по п. 1, отличающаяся тем, что устройство для удаления конусов выполнено в виде двух разжимных губок, связанных со штоком силового цилиндра, и приводного толкателя,размещенного над губками с возможностью прохода между ними,.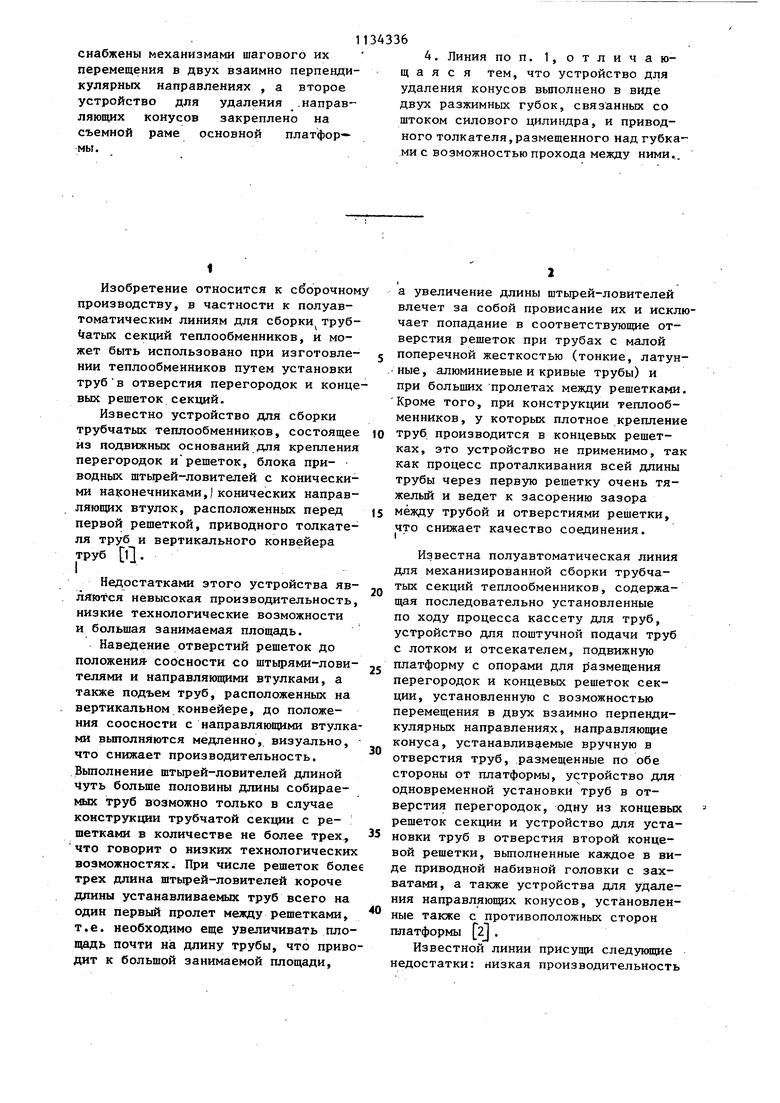
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия сборки картонной решетки для упаковки патронов стрелкового оружия | 2023 |
|
RU2816732C1 |
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1997 |
|
RU2126739C1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| СТАНОК ДЛЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1992 |
|
RU2065350C1 |
| СТРЕЛКОВОЕ ОРУЖИЕ С НЕПРЕРЫВНЫМ РЕЖИМОМ СТРЕЛЬБЫ (ВАРИАНТЫ), ФУНКЦИОНАЛЬНЫЕ УЗЛЫ СТРЕЛКОВОГО ОРУЖИЯ И СПОСОБ ОДНОВРЕМЕННОГО СНИЖЕНИЯ ОТДАЧИ И УРОВНЯ ЗВУКА СТРЕЛКОВОГО ОРУЖИЯ | 2003 |
|
RU2254539C1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |
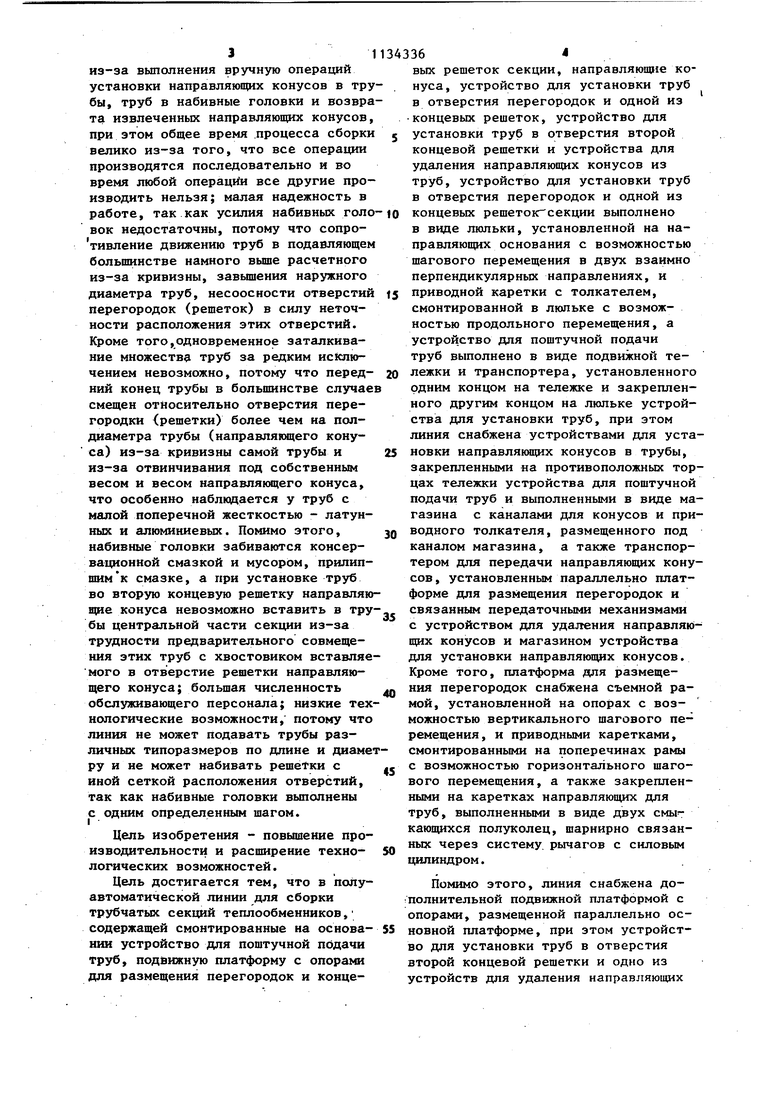
1. ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ ТРУБЧАТЫХ СЕКЦИЙ ТЕПЛООБМЕННИКОВ, содержащая смонтированные на основании устройство для поштучной подачи труб, подвижную платформу с опорами для размещения перегородок и концевых решеток секции, направляющие конуса, устройство для установки труб в отверстия перегородок и одной из концевых решеток, устройство для установкитруб в отверстия второй концевой решетки и устройства для удаления направляюш 1х конусов из труб, отличающаяся тем, что, с целью повышения производитель- ности и расширения технологических возможностей, устройство для установ-. ки труб в отверстия перегородок и одной из концевых решеток секции выполнено в виде люльки, установленной на направляющих основания с возможностью шагового перемещения в двух взаимно перпендикулярных направлениях, и приводной каретки с толкателем, смонтированной в лкшьке с возможностью продольного перемещения, а устройство для поштучной подачи труб вьшолнено в виде подвижной тележки и транспортера, установленного одним концом на тележке и закрепленного другим концом на люльке устройства для установки труб, при этом линия снабжена устройствами для установки направляющих конусов в трубы, закрепленными на противоположных торцах тележки устройства для поштучной подачи труб и выполненными в виде магазина с каналами для конусов и приводного толкателя, размещенного под каналом магазина, а также транспортером для передачи направляющих конусов, установленным параллельно платформе для размещения перегородок и связанным передаточными механизмами с устройством для удаления направляюпщх конусов и магазином устройства для установки направляющих конусов. (Л 2.Линия по п. 1,отличающ а я с я тем, что платформа снабжена съемной рамой, установленной /на опорах с возможностью вертикального шагового перемещения, и приводньпум каретками, смонтированными на поперечинах рамы с возможностью гориDO зонтального шагового перемещения, 4 а также закрепленными на каретках DO DO Si направляющими для труб, выполненны ш в виде двух смыкаюш 1хся полуколец, шарнирно связанных через систему рычагов с силовым цилиндром. 3.Линия по п. 1,отличающ а я с я тем, что она снабжена .дополнительной подвижной платформой с опорами, размещенной параллельно основной платформе, при этом устройство для установки труб в отверстия второй концевой решетки и одно из устройств для удаления направляющих конусов выполнены съемными для установки их на опоры на противоположных концах дополнительной пл.ятформм и
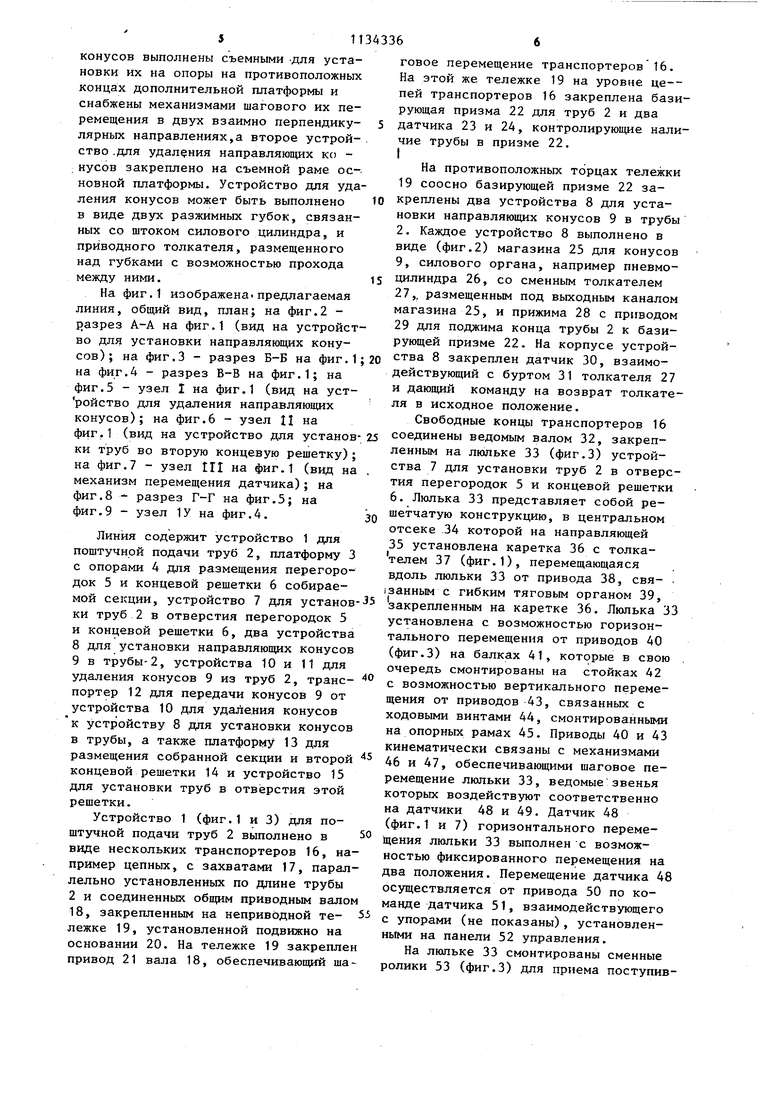
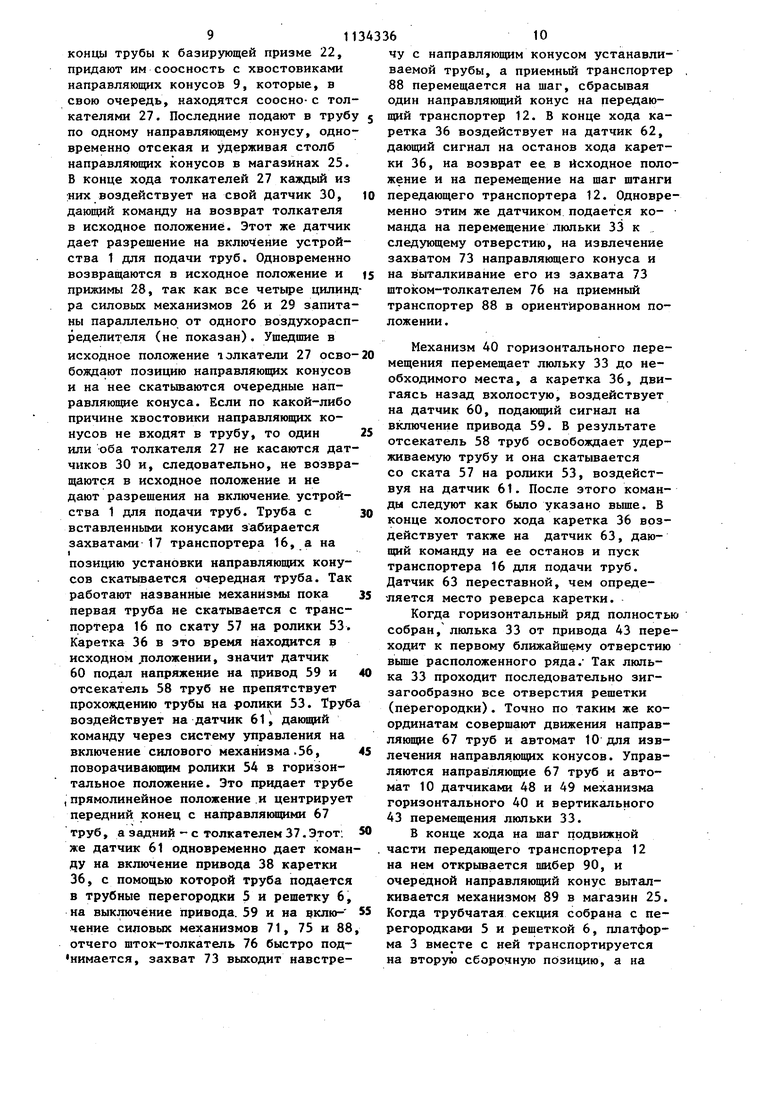
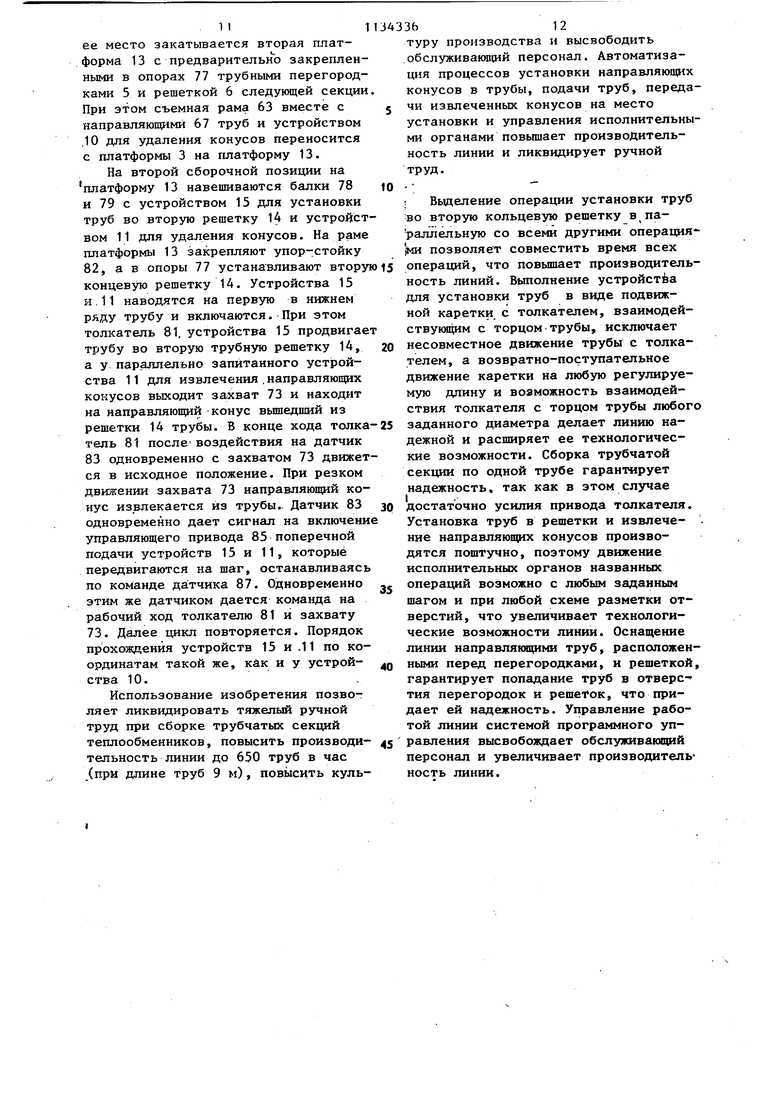
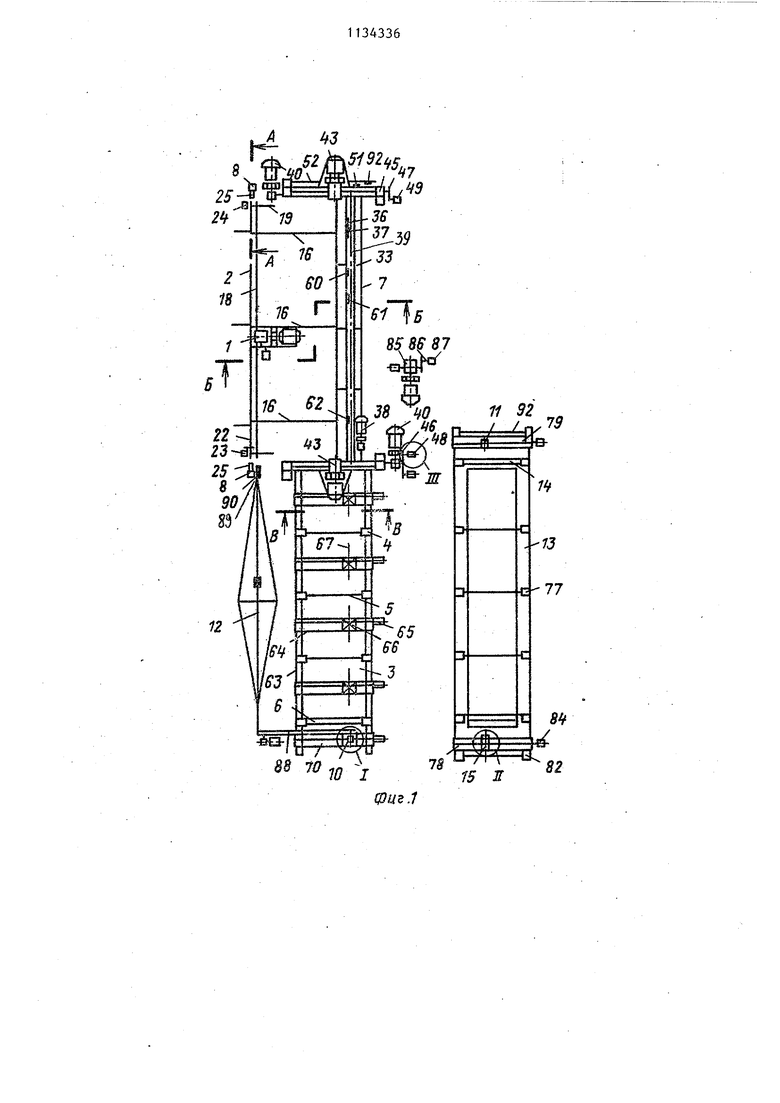
Изобретение относится к сборочном производству, в частности к полуавтоматическим линиям для сборки труб 1атьк секций теплообменников, и может быть использовано при изготовлеНИИ теплообменников путем установки трубв отверстия перегородок и конце вых решеток секций. Известно устройство для сборки трубчатых теплообменников, состоящее из подвижных оснований для крепления перегородок и решеток, блока приводных штырей-ловителей с коническими наконечниками,)конических направляющих втулок, расположенных перед первой решеткой, приводного толкателя труб и вертикального конвейера труб Dl. Недостатками этого устройства являются невысокая производительность, низкие технологические возможности и большая занимаемая площадь. Наведение отверстий решеток до положения- соосности со штырями-ловителями и направляющими втулками, а также подъем труб, расположенных на вертикальном конвейере, до положения соосности с направляющими втулка ми выполняются медленно, визуально, что снижает производительность. Вьшолнение штьфей-ловителей длиной Чуть больше половины длины собираемых труб возможно только в случае конструкции трубчатой секции с решетками в количестве не более трех, что говорит о низких технологических возможностях. При числе решеток бол трех длина штырей-ловителей короче длины устанавливаемых труб всего на один первый пролет между решетками, т.е. необходимо еще увеличивать площадь почти на длину трубы, что приво дит к большой занимаемой площади. а увеличение длины штьфей-ловителей влечет за собой провисание их и исключает попадание в соответствующие отверстия решеток при трубах с малой поперечной жесткостью (тонкие, латунные, алюминиевые и кривые трубы) и при больших пролетах между решетками. Кроме того, при конструкции теплообменников, у которых плотное крепление труб производится в концевых решетках, это устройство не применимо, так как процесс проталкивания всей длины трубы через первую решетку очень тяжелый и ведет к засорению зазора между трубой и отверстиями решетки, что снижает качество соединения. Известна полуавтоматическая линия для механизированной сборки трубчатых секций теплообменников, содержащая последовательно установленные по ходу процесса кассету для труб, устройство для поштучной подачи труб с лотком и отсекателем, подвижную платформу с опорами для р азмещения перегородок и концевых решеток секции, установленную с возможностью перемещения в двух взаимно перпендикулярных направлениях, направляющие конуса, устанавливаемые вручную в отверстия труб, размещенные по обе стороны от платформы, устройство для одновременной установки труб в отверстия перегородок, одну из концевых решеток секции и устройство для установки труб в отверстия второй концевой решетки, вьтолненные каждое в виде приводной набивной головки с захватами, а также устройства для удаления направляющих конусов, установленные также с противоположных сторон платформы 2 . Известной линии присущи следующие недостатки: низкая производительность из-за выполнения вручную операций установки направляющих конусов в тру бы, труб в набивные головки и возвра та извлеченных направляющих конусов при этом общее время .процесса сборки велико из-за того, что все операции производятся последовательно и во время любой операции все другие производить нельзя; малая надежность в работе, так как усилия набивных голо вок недостаточны, потому что сопротивление движению труб в подавляющем большинстве намного выше расчетного из-за кривизны, завышения наружного диаметра труб, несоосности отверстий перегородок (решеток) в силу неточности расположения этих отверстий. Кроме того,одновременное заталкивание множества труб за редким исключением невозможно, потому что передНИИ конец трубы в больпшнстве случае смещен относительно отверстия перегородки {решетки) более чем на полдиаметра трубы (направляющего конуса) из-за кривизны самой трубы и из-за отвинчивания под собственным весом и весом направлякицего конуса, что особенно наблкщается у труб с малой поперечной жесткостью - латунных и алюминиевых. Помимо этого, набивные головки забиваются консервационной смазкой и мусором, прилипшим к смазке, а при установке труб во вторую концевую решетку направляю щие конуса невозможно вставить в тру бы центральной части секции из-за трудности предварительного совмещения этих труб с хвостовиком вставляе мого в отверстие решетки направляющего конуса; большая численность обслуживающего персонала; низкие тех нологические возможности, потому что линия не может подавать трубы различных типоразмеров по длине и диаме ру и не может набивать решетки с иной сеткой расположения отверстий, так как набивные головки выполнены с одним определенным шагом. Цель изобретения - повышение производительности и расширение технологических возможностей. Цель достигается тем, что в полуавтоматической линии для сборки трубчатых секций теплообменников, содержащей смонтированные на основаНИИ устройство для поштучной подачи труб, под&ижную платформу с опорами для размещения перегородок и концевых решеток секции, направляющие конуса, устройство для установки труб в отверстия перегородок и одной из концевых решеток, устройство для установки труб в отверстия второй концевой решетки и устройства для удаления направляющих конусов из труб, устройство для установки труб в отверстия перегородок и одной из концевых решеток секции выполнено в виде люльки, установленной на направляющих основания с возможностью шагового перемещения в двух взаимно перпендикулярных направлениях, и приводной каретки с толкателем, смонтированной в люльке с возможностью продольного перемещения, а устройство для поштучной подачи труб выполнено в виде подвижной тележки и транспортера, установленного одним концом на тележке и закрепленного другим концом на люльке устройства для установки труб, при этом линия снабжена устройствами для установки направлякщих конусов в трубы, закрепленными на противоположных торцах тележки устройства для поштучной подачи труб и выполненными в виде магазина с каналами для конусов и приводного толкателя, размещенного под каналом магазина, а также транспортером для передачи направляющих конусов, установленным параллельно платформе для размещения перегородок и связанным передаточными механизмами с устройством для удаления направляющих конусов и магазином устройства для установки направляюпщх конусов. Кроме того, платформа для размещения перегородок снабжена съемной рамой, установленной на опорах с возможностью вертикального шагового перемещения, и приводными каретками, смонтированными на поперечинах рамы с возможностью горизонтального шагового перемещения, а также закрепленными на каретках направляющих для труб, выполненными в виде двух смы кающихся полуколец, шарнирно связанных через систему, рычагов с силовым цилиндром. Помимо этого, линия снабжена дополнительной подвижной платформой с опорами, размещенной параллельно основной платформе, при этом устройство для установки труб в отверстия второй концевой решетки и одно из устройств для удаления направляющих конусов выполнены съемными -для установки их на опоры на противоположных концах дополнительной платформы и снабжены механизмами шагового их перемещения в двух взаимно перпендикулярных направлениях,а второе устройство .для удаления направляющих ко нусов закреплено на съемной раме основной платформы. Устройство для уда ления конусов может быть выполнено в виде двух разжимных губок, связанных со штоком силового цилиндра, и приводного толкателя, размещенного над губками с возможностью прохода между ними. На фиг.1 изображена.предлагаемая линия, общий вид, план; на фиг.2 разрез А-А на фиг.1 (вид на устройст во для установки направляющих конусов); на фиг.З - разрез Б-Б на фиг.1 на фиг.4 - разрез В-В на фиг.1; на фиг.З - узел I на фиг.1 (вид на устройство для удаления направляющих конусов); на фиг.6 - узел tl на фиг,1 (вид на устройство для установ ки труб во вторую концевую решетку); на фиг.7 - узел Щ на фиг.1 (вид на механизм перемещения датчика); на фиг.8 - разрез Г-Г на фиг.5; на фиг.9 - узел 1У на фиг.4. Линия содержит устройство 1 для поштучной подачи труб 2, платформу 3 с опорами 4 для размещения перегородок 5 и концевой решетки 6 собираемой секции, устройство 7 для у станов ки труб 2 в отверстия перегородок 5 и концевой решетки 6, два устройства 8для установки направляющих конусов 9в трубы-2, устройства 10 и 11 для удаления конусов 9 из труб 2, транспортер 12 дпя передачи конусов 9 от устройства 10 для удаления конусов к устройству 8 для установки конусов в трубы, а также платформу 13 для размещения собранной секции и второй концевой решетки 14 и устройство 15 для установки труб в отверстия этой решетки. Устройство 1 (фиг.1 и 3) для поштучной подачи труб 2 выполнено в виде нескольких транспортеров 16, на пример цепных, с захватами 17, парал лельно установленных по длине трубы 2 и соединенных общим приводным вало 18, закрепленным на неприводной тележке 19, установленной подвижно на основании 20. На тележке 19 закрепле привод 21 вала 18, обеспечивающий ша говое перемещение транспортеров 16. На этой же тележке 19 на уровне це-пей транспортеров 16 закреплена базирующая призма 22 для труб 2 и два датчика 23 и 24, контролирующие наличие трубы в призме 22. I На противоположных торцах тележки 19 соосно базирующей призме 22 закреплены два устройства 8 для установки направляющих конусов 9 в трубы 2. Каждое устройство 8 выполнено в виде (фиг.2) магазина 25 для конусов 9, силового органа, например пневмоцилиндра 26, со сменным толкателем 27,. размещенным под выходным каналом магазина 25j и прижима 28 с приводом 29 для поджима конца трубы 2 к базирующей призме 22. На корпусе устрой тва 8 закреплен датчик 30, взаимодействующий с буртом 31 толкателя 27 и дающий команду на возврат толкателя в исходное положение. Свободные концы транспортеров 16 соединены ведомым валом 32, закрепленным на люльке 33 (фиг.З) устройства 7 для установки труб 2 в отверстия перегородок 5 и концевой решетки 6. Люлька 33 представляет собой решетчатую конструкцию, в центральном отсеке .34 которой на направляющей 35 установлена каретка 36 с толкателем 37 (фиг.1), перемещающаяся вдоль люльки 33 от привода 38, свя- . занным с гибким тяговым органом 39, закрепленным на каретке 36. Люлька 33 установлена с возможностью горизонтального перемещения от приводов 40 (фиг.З) на балках 41, которые в свою очередь смонтированы на стойках 42 с возможностью вертикального перемещения от приводов 43, связанных с ходовыми винтами 44, смонтированными на опорных рамах 45. Приводы 40 и 43 кинематически связаны с механизмами 46 и 47, обеспечивающими шаговое перемещение люльки 33, ведомыезвенья которых воздействуют соответственно на датчики 48 и 49. Датчик 48 (фиг.1 и 7) горизонтального перемещения люльки 33 выполнен с возможностью фиксированного перемещения на два положения. Перемещение датчика 48 осуществляется от привода 50 по команде датчика 51, взаимодействующего с упорами (не показаны), установленными на панели 52 управления. На люльке 33 смонтированы сменные ролики 53 (фиг.З) для приема поступившей трубы 2, установленные над ними откидные ролики 54, стабилизирующие положение трубы при осевом нагружении и связанные через общий вал 55 с пневмоцилиндром 56, а также наклонные j скаты 57 и установленньй под скатами отсекатель 58 труб с приводом 59, например электромагнитным, вертикального перемещения.
На лкшьке 33 также смонтированы ю датчики 60 - 63 (фиг.1), управляющие работой приводов 21, 38, 40, 43, 56, 59.
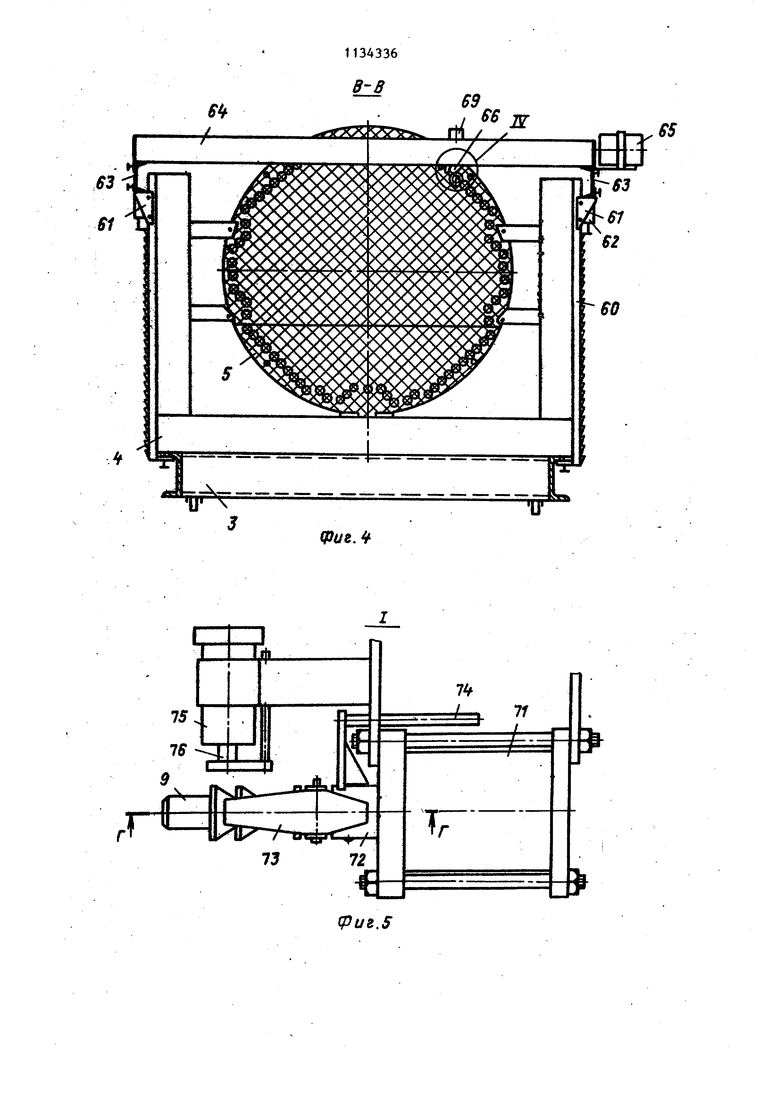
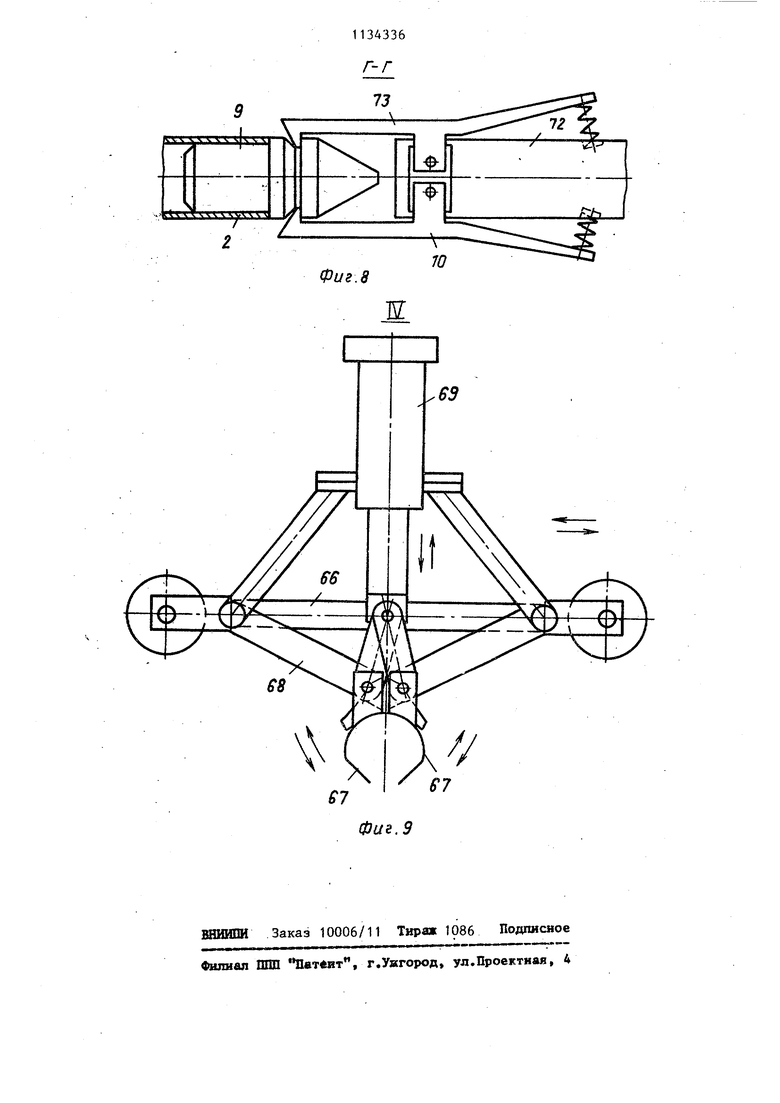
Платформа 3 (фиг. 1 и 4) представляет собой передвижную сварную раму, 5 на которой в соответствующих местах монтируются переставные опоры 4 для крепления перегородок 5 и концевой решетки 6. На направляющих опор 4 установлены каретки с возможностью 20 вертикального шагового перемещения от приводов 62. На каретках размещена съемная рама в виде продольных балок 63 с поперечинами 64, на которых, в свою очередь, с возможностью гори- 25 зонтального шагового перемещения от приводов 65 установлены каретки 66 (фиг.9), несущие направляющие для труб 2, выполненные в виде двух смыкающихся полуколец 67, щарнирно связанных через систему рычагов 68 с
силовым цилиндром 69. I
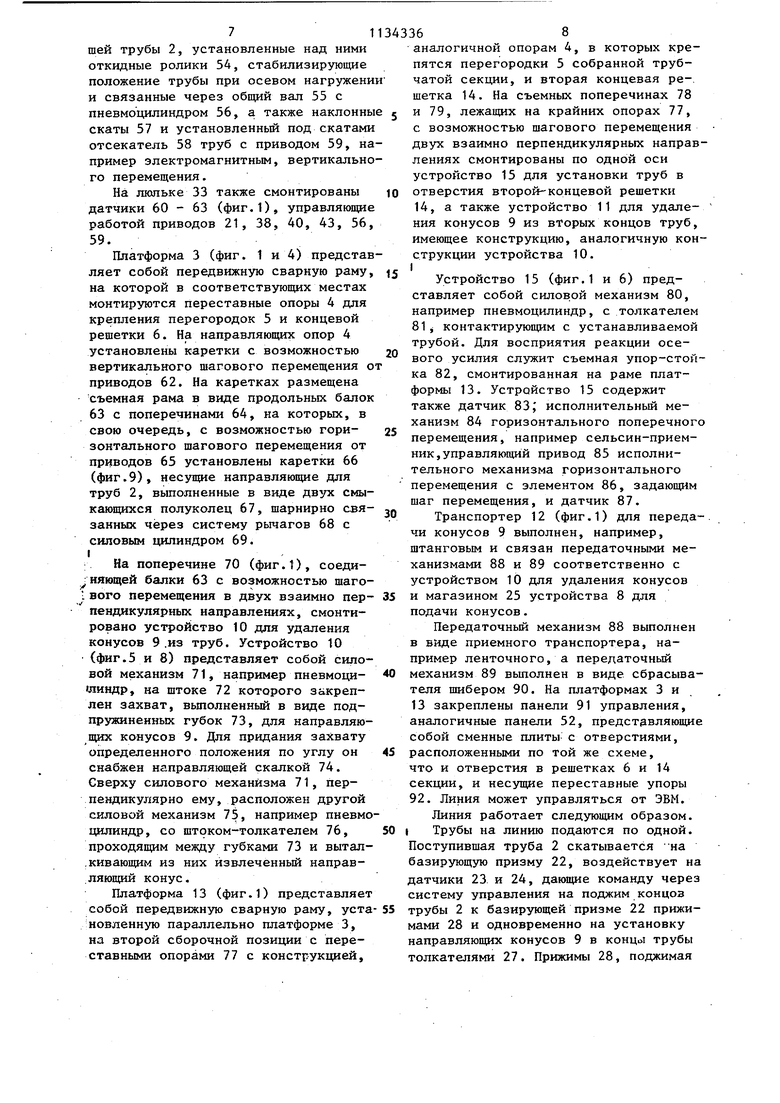
На поперечине 70 (фиг.1), соединякяцей балки 63 с возможностью шагового перемещения в двух взаимно пер- 35 пендикулярных направлениях, смонтировано устройство 10 для удаления конусов 9.из труб. Устройство 10 (фиг.5 и 8) представляет собой силовой механизм 71, например пневмоци линдр, на штоке 72 которого закреплен захват, вьшолненный в виде подпружиненных губок 73, для направляющих конусов 9. Для придания захвату определенного положения по углу он 45 снабжен направляющей скалкой 74. Сверху силового механизма 71, перпендикулярно ему, расположен другой силовой механизм 75, например пневмоцилиндр, со штоком-толкателем 76, 50 проходящим между губками 73 и вытап.кивающим из них извлеченный направ.ляющий конус.
Платформа 13 (фиг.1) представляет собой передвижную сварную раму, уста- 55 новленную параллельно платформе 3, на второй сборочной позиции с переставными опорами 77 с конструкцией.
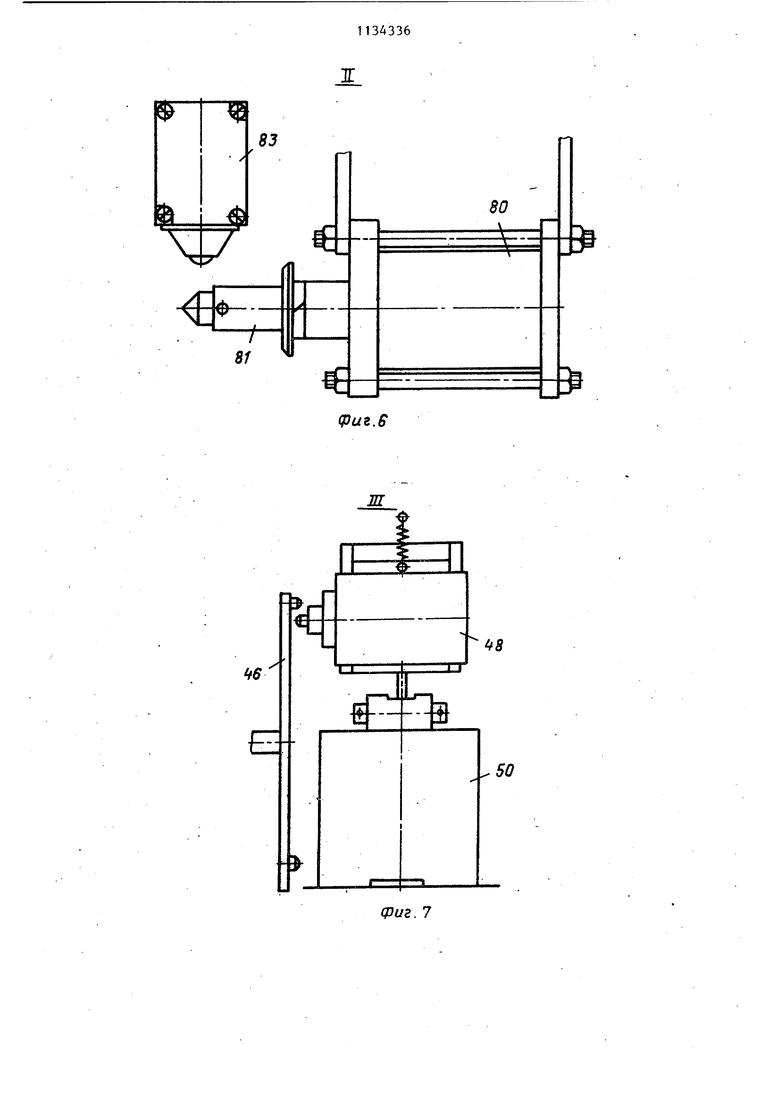
аналогичной опорам 4, в которых крепятся перегородки 5 собранной трубчатой секции, и вторая концевая ре-, шатка 14. На съемных поперечинах 78 и 79, лежащих на крайних опорах 77, с возможностью шагового перемещения двух взаимно перпендикулярных направлениях смонтированы по одной оси устройство 15 для установки труб в отверстия второй-концевой решетки 14, а также устройство 11 для удаления конусов 9 из вторых концов труб, имеющее конструкцию, аналогичную конструкции устройства 10. I
Устройство 15 (фиг.1 и 6) представляет собой силовой механизм 80, например пневмоцилиндр, с толкателем 81 контактирующим с устанавливаемой трубой. Для восприятия реакции осевого усилия служит съемная упор-стойка 82, смонтированная на раме платформы 13. Устройство 15 содержит также датчик 83, исполнительный механизм 84 горизонтального поперечног перемещения, например сельсин-приемник, управляющий привод 85 исполнительного механизма горизонтального перемещения с элементом 86, задающим шаг перемещения, и датчик 87.
Транспортер 12 (фиг.1) для переда чи конусов 9 выполнен, например, штанговым и связан передаточными механизмами 88 и 89 соответственно с устройством 10 для удаления конусов и магазином 25 устройства 8 для подачи конусов.
Передаточньй механизм 88 выполнен в виде приемного транспортера, например ленточного, а передаточный механизм 89 выполнен в виде сбрасывателя шибером 90. На платформах 3 и 13 закреплены панели 91 управления, аналогичные панели 52, представляющие собой сменные плиты с отверстиями, расположенными по той же схеме, что и отверстия в решетках 6 и 14 секции, и несущие переставные упоры 92. Линия может управляться от ЭВМ.
Линия работает следующим образом. I Трубы на линию подаются по одной. Поступившая труба 2 скатывается на базирующую призму 22, воздействует на датчики 23 и 24, дающие команду через систему управления на поджим концов трубы 2 к базирующей призме 22 прижимами 28 и одновременно на установку направляющих конусов 9 в концо трубы толкателями 27. Прижимы 28, поджимая
концы трубы к базирующей призме 22, придают им соосность с хвостовиками направляющих конусов 9, которые, в свою очередь, находятся соосно-с толкателями 27. Последние подают в трубу по одному направляющему конусу, одновременно отсекая и удерживая столб направляющих конусов в магазинах 25. В конце хода толкателей 27 каждый из «их воздействует на свой датчик 30, дающий команду на возврат толкателя в исходное положение. Этот же датчик дает разрешение на включение устройства 1 для подачи труб. Одновременно возвращаются в исходное положение и прижимы 28, так как все четьфе цилиндра силовых механизмов 26 и 29 запитаны параллельно от одного воздухораспределителя (не показан). Ушедшие в исходное положение толкатели 27 освобождают позицию направляющих конусов и на нее скатываются очередные направляющие конуса. Если по какой-либо причине хвостовики направляющих конусов не входят в трубу, то один или оба толкателя 27 не касаются датчиков 30 и, следовательно, не возвращаются в исходное положение и не дают разрешения на включение, устройства 1 для подачи труб. Труба с вставленными конусами забирается захватами 17 транспортера 16, а на
позицию установки направляющих конусов скатывается очередная труба. Так работают названные механизмы пока первая труба не скатывается с транспортера 16 по скату 57 на ролики 53. Каретка 36 в это время находится в исходном положении, значит датчик 60 подал напряжение на привод 59 и отсекатель 58 труб не препятствует прохождению трубы на ролики 53. Труба воздействует на датчик 61, дающий команду через систему управления на включение силового механизма .56, поворачивающим ролики 54 в горизонтальное положение. Это придает трубе
, прямолинейное положение и центрирует передний конец с направлякицими 67 труб, а задний - с толкателем 37. Этот; же датчик 61 одновременно дает команду на включение привода 38 каретки 36, с помощью которой труба подается в трубные перегородки 5 и решетку 6, на выключение привода. 59 и на эключение силовых механизмов 71, 75 и 88 отчего шток-толкатель 76 быстро поднимается, захват 73 выходит навстречу с направляюпщм конусом устанавливаемой трубы, а приемный транспортер 88 перемещается на шаг, сбрасывая один направляющий конус на цередающий транспортер 12. В конце хода каретка 36 воздействует на датчик 62, дающий сигнал на останов хода каретки 36, на возврат ее в исходное положение и на перемещение на шаг штанги передающего транспортера 12. Одновременно этим же датчиком подается команда на перемещение люльки 33 к , следующему отверстию, на извлечение захватом 73 направляющего конуса и на выталкивание его из захвата 73 штоком-толкателем 76 на приемный транспортер 88 в ориентированном положении .
Механизм 40 горизонтального перемещения перемещает люльку 33 до необходимого места, а каретка 36, двигаясь назад вхолостую, воздействует на датчик 60, подающий сигнал на включение привода 59. В результате отсекатель 58 труб освобождает удерживаемую трубу и она скатывается со ската 57 на ролики 53, воздействуя на датчик 61. После этого команды следуют как было указано выше. В конце холостого хода каретка 36 воздействует также на датчик 63, дающий команду на ее останов и пуск транспортера 16 для подачи труб. Датчик 63 переставной, чем определяется место реверса каретки.
Когда горизонтальный ряд полность собран, люлька 33 от привода 43 переходит к первому ближайшему отверстию выше расположенного ряда.- Так люлька 33 проходит последовательно зигзагообразно все отверстия решетки (перегородки). Точно по таким же координатам совершают движения направляющие 67 труб и автомат 10 для извлечения направляющих конусов. Управляются направляющие 67 труб и автомат 10 датчиками 48 и 49 механизма горизонтального 40 и вертикального 43 перемещения люльки 33.
В конце хода на шаг подвижной части передакщего транспортера 12 на нем открывается шибер 90, и очередной направляющий конус выталкивается механизмом 89 в магазин 25. Когда трубчатая секция собрана с перегородками 5 и решеткой 6, платформа 3 вместе с ней транспортируется на вторую сборочную позицию, а на ее место закатывается вторая платформа 13 с предварительно закреплен ными в опорах 77 трубными перегород ками 5 и решеткой 6 следующей секции При этом съемная рама 63 вместе с направляющими 67 труб и устройством ,10 дня удаления конусов переносится с платформы 3 на гтатформу 13. На второй сборочной позиции на платформу 13 навепшваются балки 78 и 79 с устройством 15 для установки труб во вторую решетку 14 и устройст вом 11 для удаления конусов. На раме платформы 13 закрепляют упор-стойку 82, а в опоры 77 устанавливают втору концевую решетку 14. Устройства 15 и , 11 наводятся на первую в нижнем ряду трубу и включаются. При этом толкатель 81, устройства 15 продвигае трубу во вторую трубную решетку 14, а у параллельно запйтанного устройства 11 для извлечения,направляющих конусов выходит захват 73 и находит на направляющий конус вьшедший из решетки 14 трубы. В конце хода толка тель 81 после воздействия на датчик 83 одновременно с захватом 73 движет ся в исходное положение. При резком движении захвата 73 направляющий конус извлекается из трубы. Датчик 83 одновременно дает сигнал на включени управляющего привода 85 поперечной подачи устройств 15 и 11, которые передвигаются на шаг, останавливаясь по команде да1тчика 87. Одновременно этим же датчиком дается команда на рабочий ход толкателю 81 и захвату 73. Далее цикл повторяется. Порядок прохождения устройств 15 и ,11 по координатам такой же, как и у устройства 10. Использование изобретения позволяет ликвидировать тяжелый ручной труд при сборке трубчатых секций теплообменников, повысить производительность линии до 650 труб в час .(при длине труб 9 м), повысить культуру производства и высвободить .обслуживаюп(ий персонал. Автоматизация процессов установки направляющих конусов в трубы, подачи труб, передачи извлеченных конусов на место установки и управления исполнительными органами повышает производительность линии и ликвидирует ручной труд. Выделение операции установки труб во вторую кольцевую решетку в параллельную со всеми другими операция1ми позволяет совместить время всех операций, что повышает производительность линий. Выполнение устройства для установки труб в виде подвижной каретки с толкателем, взаимодействунжщм с торцом трубы, исключает несовместное движение трубы с толкателем, а возвратно-поступательное движение каретки на любую регулируемую длину и возможность взаимодействия толкателя с торцом трубы любого заданного диаметра делает линию надежной и расширяет ее технологические возможности. Сборка трубчатой секции по одной трубе гарантирует надежность, так как в этом случае достаточно усилия привода толкателя. Установка труб в решетки и извлече- ние направляющих конусов производятся поштучно, поэтому движение исполнительных органов названных операций возможно с любым заданным шагом и при любой схеме разметки отверстий, что увеличивает технологические возможности линии. Оснащение линии направлякицими труб, расположенными перед перегородками, и решеткой, гарантирует попадание труб в OTBepcтия перегородок и решеток, что придает ей надежность. Управление работой линии системой программного управления высвобождает обслуживакщий персонал и увеличивает производительность линии.
82
30 фиг. 2 29
8f
фиг.В
6
фиг. 7 - рУ
Фиг. 8
Г-Г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки трубчатых теплообменных аппаратов | 1978 |
|
SU749505A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СКЛАДНЫЕ КОЗЛЫ ДЛЯ МОНТАЖНЫХ И Т. П. РАБОТ | 1929 |
|
SU21396A1 |
