Изобретение относится к устройствам для сборки под сварку кольцевых стыков трубопроводов и может быть использовано в различных отраслях машиностроения.
Устройства для сборки под сварку кольцевых стыков трубопроводов предназначены для совмещения осей стыкуемых труб и устранения эллипсности и смещения свариваемых кромок. Наиболее полно и эффективно эту задачу решают обжимные устройства, содержащие патрон с обжимными кулачками, у которых рабочую поверхность, контактирующую с наружной поверхностью труб, выполняют цилиндрической [1, 2] Устройства этого типа обеспечивают приложение строго радиальной нагрузки, равномерно распределенной по цилиндрической поверхности стыкуемых труб.
При стыковке сварных труб с усилением сварных швов, расположенным на наружной поверхности труб, необходимо сварные швы размещать между обжимными кулачками, т.к. в противном случае образуется недопустимое местное смещение свариваемых кромок, равное высоте усиления сварных швов. При использовании известного устройства [2] размещение сварных швов между кулачками требует при стыковке дополнительных затрат труда и не всегда возможно.
Цель изобретения снижение трудоемкости сборки под сварку и расширение технологических возможностей устройств для сборки под сварку.
Поставленная цель достигается тем, что в устройстве для сборки под сварку трубопроводов, включающем патрон с обжимными приводными кулачками, на рабочей поверхности каждого кулачка размещена с возможностью поворота вокруг оси патрона съемная накладка с пазами, ширина и глубина которых обеспечивают размещение усилений сварных швов стыкуемых труб, а расстояние между соседними пазами одной накладки не превышает двойного расстояния между соседними кулачками.
Существенные отличия предлагаемого устройства от известного [2] заключается в следующем:
на рабочей поверхности кулачков установлены съемные накладки, которые после установки на кулачки имеют возможность вращения вокруг оси патрона;
на накладках выполнены пазы, ширина и глубина которых достаточны для размещения усилений сварных швов стыкуемых труб.
Использование предлагаемого устройства позволяет:
исключить смещение свариваемых кромок кольцевого стыка трубопроводов при попадании усилений сварных швов под кулачки;
снизить трудоемкость сборки под сварку за счет перемещения накладок на кулачках и размещения усилений сварных швов стыкуемых трубопроводов в пазах на накладках;
расширить диапазон диаметров стыкуемых трубопроводов за счет сменных накладок различной толщины.
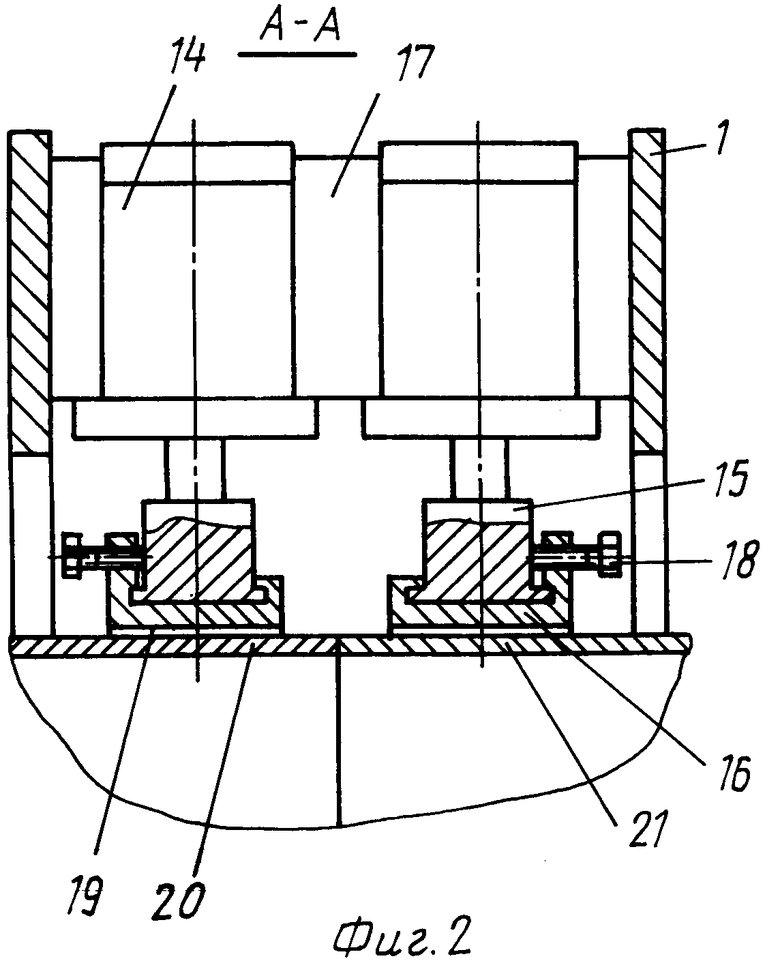
На фиг. 1 показан общий вид устройства; на фиг. 2 сеч. А-А на фиг. 1. Патрон, состоящий из полуколец 1 и 2, установлен на направляющих 3 на балке 4; Балка 4 на стержнях 5 через пружины 6 подвешена к раме 7, установленной на стойках 8. Стойки фиксируются на раме штырями 9. Полукольца 1 и 2 гайками 10 связаны с ходовым винтом 11 с левой и правой резьбой. Ходовой винт 11 установлен через кронштейны 12 на балке 4. Замки 13 фиксируют полукольца 1 и 2 в единое кольцо. Силовые гидроцилиндры 14 с кулачками 15 и накладками 16 закреплены на ребрах 17 полуколец 1 и 2. Накладки 16 имеют возможность поворота вокруг оси патрона по кольцевым направляющим в кулачках и стопорятся на кулачках 15 винтами 18. На накладках 16 выполнены пазы 19 из условия, что расстояние между ними "b", B≅2a, где "a" расстояние между соседними кулачками. Размеры пазов 19 достаточны (ширина и глубина) для размещения в них усилений сварных швов свариваемых труб 20, 21.
Подготовку устройства для сварки трубопроводов проводят в следующей последовательности.
Полукольца 1 и 2 разводят по направляющим 3 балки 4 винтом 11 на величину, большую диаметра труб 20 и 21. За проушину рамы 7 устанавливают устройство на стойках 8 соосно трубопроводу, регулируя высоту стоек штырями 9, входящими в отверстия на раме и в стойке. Кулачки 15 с накладками 16 отведены гидроцилиндрами 14 в исходное положение. Винтом 11 сводят полукольца 1 и 2 до касания и замками 13 фиксируют их в единое кольцо. Предварительно гидроцилиндрами 14 подводят один ряд кулачков 15 к трубе 20. Перемещают накладку 16 по кольцевым направляющим кулачка 15 так, чтобы паз 19 совпал с усилением продольного сварного шва на трубе 20, и фиксируют накладку винтом 18. Гидроцилиндрами 14 производят окончательный обжим трубы 20 кулачками 15 с накладками 16. После чего исключается смещение стыкуемой кромки, и труба приобретает форму цилиндра. Подводят трубу 21 до касания по торцам с трубой 20. Производят обжим трубы 21 аналогично описанному выше обжиму трубы 20. При этом исключается смещение стыкуемой кромки трубы 21 в зоне стыка, и происходит совмещение торцов труб 20 и 21. Трубопровод готов к сварке кольцевого стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1995 |
|
RU2078667C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СМЕНЫ ЗАДВИЖЕК УСТЬЕВОЙ АРМАТУРЫ СКВАЖИНЫ БЕЗ ЕЕ ГЛУШЕНИЯ | 1992 |
|
RU2042789C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ | 2000 |
|
RU2168404C1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| Способ сварки криволинейных швов и установка для его осуществления | 1978 |
|
SU965683A1 |
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| УСТРОЙСТВО ДЛЯ ОТВИНЧИВАНИЯ И ТАРИРОВАННОГО ЗАТЯГИВАНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ | 1994 |
|
RU2081737C1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1986 |
|
SU1318371A2 |
| ЭЛЕМЕНТ ДЛЯ РЕМОНТА БАЛКИ МЕТАЛЛОКОНСТРУКЦИЙ | 1992 |
|
RU2009825C1 |
Использование: сборки под сварку кольцевых стыков трубопроводов, имеющих сварные, например, продольные швы. Сущность изобретения: предложенное устройство содержит патрон с обжимными кулачками 15, имеющими приводы перемещения 14. На рабочей поверхности каждого кулачка 15 размещена с возможностью поворота вокруг оси патрона съемная накладка 16. На поверхности каждой накладки 16 выполнены пазы 19, ширина и глубина которых обеспечивают размещение усилений сварных швов, например, продольных, на стыкуемых трубах. Расстояние между соседними пазами 19 одной накладки 16 не превышает двойного расстояния между соседними кулачками 15. Устройство обеспечивает снижение трудоемкости сборки под сварку. 2 ил.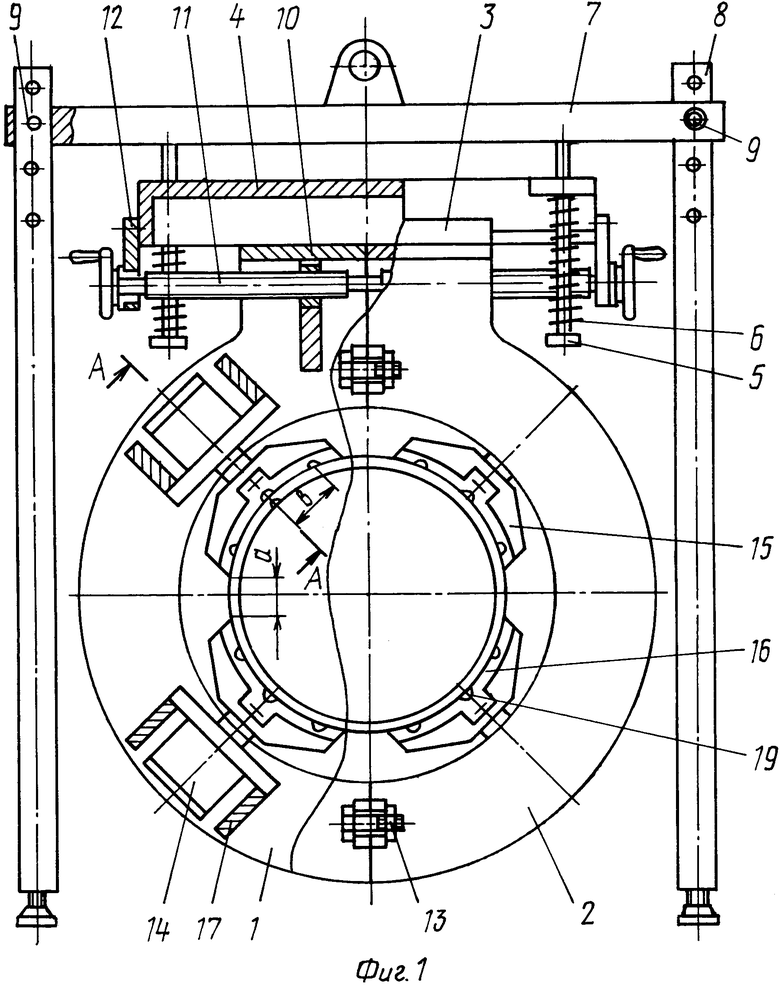
Устройство для сборки под сварку трубопроводов, включающее патрон с имеющими привод перемещения обжимными кулачками со съемными накладками, на поверхностях которых выполнены пазы, отличающееся тем, что накладка размещена на рабочей поверхности каждого кулачка с возможностью поворота вокруг оси патрона, а расстояние между соседними пазами одной накладки не превышает двойного расстояния между соседними кулачками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для сборки и сварки труб | 1988 |
|
SU1613286A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для сборки под сварку кольцевых стыков цилиндрических изделий | 1981 |
|
SU967762A1 |
