Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке на автоматизированных вырезных станках с числовым программным управлением.
Известен способ управления процессом размерной электроэрозионной обработки, включающий определение коэффициента использования рабочих импульсов, сравнение его с заданным значением и изменение скорости подачи инструмента в зависимости от результатов сравнения 1.
Наиболее близким к предлагаемому способу является способ управления процессом электроэрозионной обработки с применением устройства программного управления электроэрозионным вырезным станком, заключающийся в использовании обратной связи для регулировки скорости подачи при резании.
При этом сигнал обратной связи с ,лек- троэрозионного промежутка выпрямляется импульсным детектором и пропорционально изменяет частоту генератора, определяющую скорость подачи, для устранения коротких замыканий, возникающих в зазоре, имеется компаратор, сравнивающий сигнал с детектора с пороговым напряжением, выходной сигнал которого включает ре жим отвода проволоки, пороговое напряжение задается вручную 2
Недостаток известного способа заключается в ручной установке оптимально: о режима резания, причем эта настройка нарушается при изменении напряжения re нератора.
Целью предложенною способа является повышение производительности станка при э лектроэрозионной обработке за счет автоматизации управления скоростью подачи
х|
XI
О
сл о сл
««
Поставленная цель достигается тем, что в известном способе управления процессом электроэрозионной обработки на станке с ЧПУ, заключающемся в определении коэффициента использования рабочих импульсов, сравнения его с заданным значением и изменении скорости подачи инструмента в зависимости от результатов сравнения дополнительно измеряют напряжение холостого хода генератора и среднее напряжение на электродах.
Предлагаемый способ отличается от известного тем, что скорость подачи определяется следующим выражением:
Uoc-(1-KH)Uxx Uxx
Fn F
зад
F
зад
Uoc Uxx
Uxx Uxx
- АЛ i -. -.
Кн
Uxx. ч Uxx j
- Рзад ( TJ1 + Кн ) -
Uxx
Р„д((Ки- О),
где Кн 0-1 - коэффициент напряженности; Рзад заданная максимальная подача; Рзад выбирается из условия
2Ртехн Рзэд 100 Ртехн,
где Ртехн - расчетная технологическая скорость подачи.
Ограничение сверху вызвано инструментальной погрешностью расчета за счет дискретности микропродессора. Ограничение снизу определяется тем, что при выборке Кос, не равного 1, скорость подачи будет меньше Ртехн, что приведет к снижению производительности.
, Uoc напряжение с электроэрозионного промежутка;
Uxx - напряжение, пропорциональное напряжению питания тиратронного генератора.
При отсутствии резания Uoc Uxx и Рп
Рзад Кн.
При коротком замыкании Uoc 0 и Fn Рзад (Кн - 1), так как Кн 0-1. то всегда подача будет отрицательна, т е. будет отвод.
При выборе коэффициента напряженности Кн имеем:
при Кн О ,Uoc
Fn-() F
VU
XX
зад.
откуда движение вперед невозможно. При Кн 1
Fn-F
зад
т.е. скорость подачи (но без отвода) пропорциональна нагрузке. Наилучшие режимы резания достигаются при Кн 0,2 0,8.
Реализация данного способа слежения за электроэрозионным промежутком заключается в применении с целью защиты от помех отдельного гальванически развязанного от цифровой части блока обратной связи, в котором оба сигнала Uoc и Uxx сначала
детектируются, а затем преобразуются в частоту следования нормированных импульсов преобразователями напряжение - частота; в подсчете числа импульсов за заданный промежуток времени по двум кана0 лам, а также в логической обработке получаемых величин цифровым методом с помощью процессора в устройстве ЧПУ.
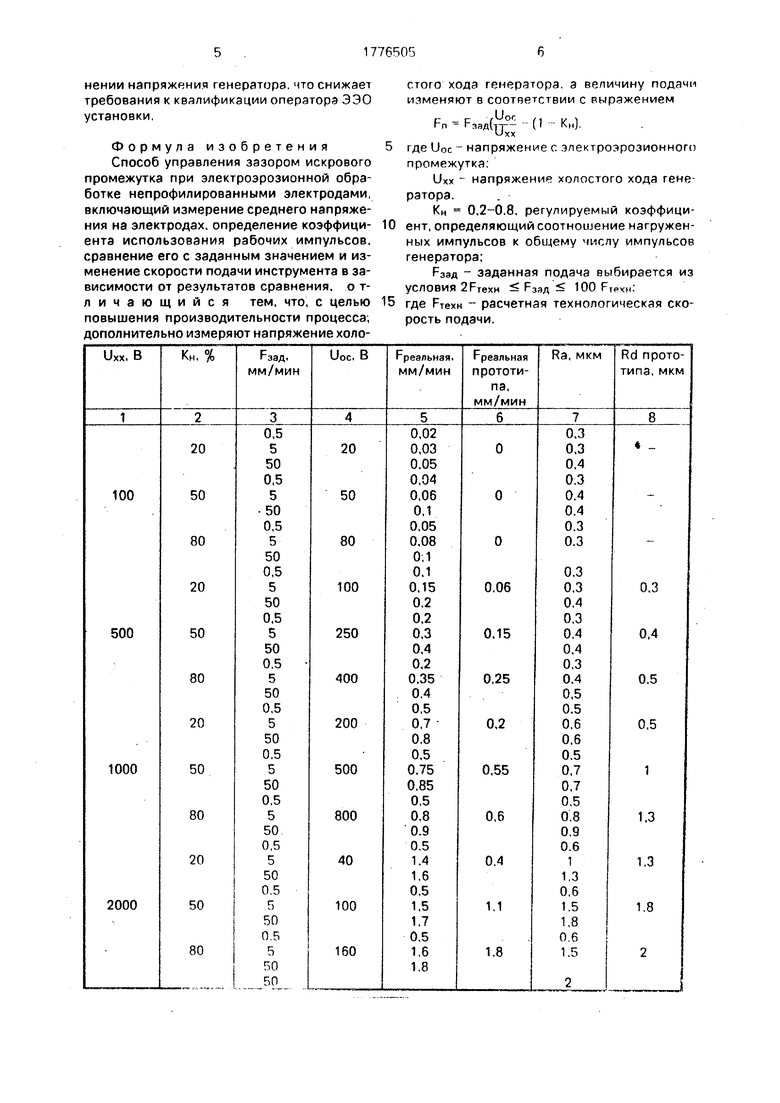
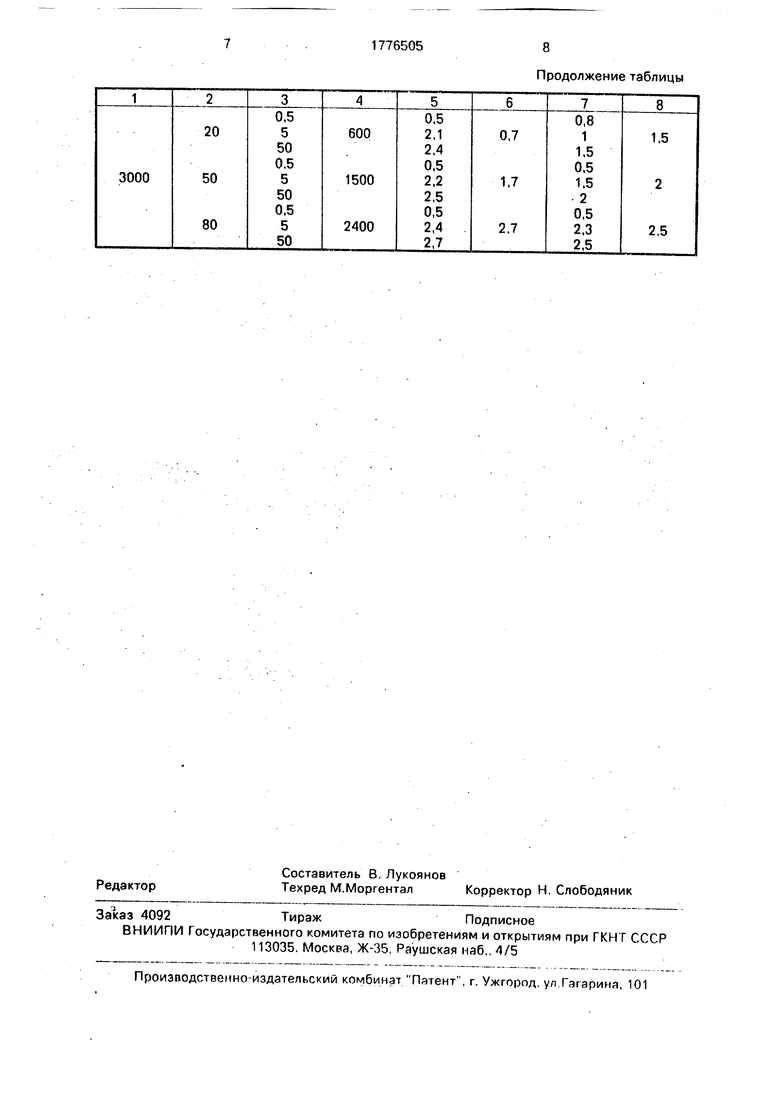
Предлагаемый способ слежения реализован следующим образом. Электроэрози5 онную обработку (ЭЭО) стального образца толщиной 10 мм ведут на вырезной электроэрозионной установке А207.86, содержащей станок и устройство числового программного управления с применением
0 латунной проволоки диаметром 0,2 мм, среда охлаждения - вода, полученные результаты сведены в таблицу.
Отсутствие подачи у прототипа при малых значениях напряжения генератора вы5 звано фиксированным значением опорного напряжения. Предлагаемый способ ЭЭО может быть реализован на любом электроэрозионном вырезном станке с тиратрон- ным генератором. Использование способа
0 наиболее эффективно для станков А207.86. А207.93 и позволяет по сравнению с существующим автоматически отслеживать изменения напряжения генератора при работе станка.
5 Физический смысл коэффициента Км - отношение числа нагруженных импульсов генератора к их общему числу.
Максимальная производительность будет достигаться при , так как при
0 большем отношении ухудшаются условия удаления продуктов из зоны резания, что снижает эффективность процесса, а при меньшем не полностью используются импульсы генератора 3.
5 Для более точного выбора режима значение Кн нужно сделать регулируемым, что также позволит корректировать нелинейности детекторов сигналов.
Рзад выбирается в несколько раз выше
0 реальной расчетной скорости резания и зависит от размера обрабатываемых процессором чисел, а также из условий отсутствия срыва приводов при движении вне материала,
5 Рекомендуется выбирать Р3ад 2-10 от F технологического.
Технические преимущества предлагаемого способа в сравнении с базовым обьек- том заключаются в автоматизации процесса установки опорного напряжения при изме
нении напряжения генератора, что снижает требования к квалификации оператора ЭЭО установки,
Формула изобретения Способ управления зазором искрового промежутка при электроэрозионной обработке непрофилированными электродами, включающий измерение среднего напряжения на электродах, определение коэффициента использования рабочих импульсов, сравнение его с заданным значением и изменение скорости подачи инструмента в зависимости от результатов сравнения, о т- личающийся тем. что, с целью повышения производительности процесса, дополнительно измеряют напряжение холостого хода генератора, а величину подачи изменяют в соответствии с выражением
,Uor
{Uxx
Fn - Р-,ад(-п- (1 Км)
где Uoc - напряжение с электроэрозионного промежутка:
Uxx - напряжение холостого хода генератора.
Кн 0,2-0,8, регулируемый коэффици- ент, определяющий соотношение нагруженных импульсов к общему числу импульсов генератора:
РЗЗД заданная подача выбирается из
УСЛОВИЯ 2Ртехн Рзэд 100 FTPXM:
где Ртехк - расчетная технологическая скорость подачи.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКОЙ ДЕТАЛИ НА АВТОМАТИЗИРОВАННОМ ВЫРЕЗНОМ СТАНКЕ С СИСТЕМОЙ ЧПУ | 2015 |
|
RU2598022C2 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2639418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
Использование: управление процессом размерной элеюроэрозионной (ЭЭ) обработки, Сущность изобретения: осуществляют измерение среднего напряжения на электродах, определяют коэффициент использования рабочих импульсов, сравнивают его с заданным значением, дополнительно измеряют напряжение холостого хода генератора. Величину подачи изменяют в соответствии с выражением Fn Рзэд (п -О-Кн.где т- - величина, заUxxUxx висящая только от нагрузки ЭЭ промежутка; Кн 0,2-0,8 - регулируемый коэффициент, определяющий соотношение нагруженных импульсов к общему числу импульсов генератора; Рзад выбирается из условия 2РТехн Рзад 100 Ртехн, где Ртехн - расчетная технологическая скорссть подачи 1 табл
| Гуткин Б.Г | |||
| Автоматизация электроэрозионных станков | |||
| Л., Машиностроение, 1971 г, с.147. |
