Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке (ЭЭО) на автоматизированных вырезных станках с ЧПУ.
Известен способ управления процессом электроэрозионной обработки, включающий определение коэффициента использования рабочих импульсов (Кии), сравнение его с заданным значением и изменение скорости подачи инструмента в зависимости от результатов сравнения (1 - Патент РФ №1776505, МКИ В23Н 7/18. Способ управления зазором искрового промежутка при электроэрозионной обработке; 2 - Гуткин Б.Г. Автоматизация электроэрозионных станков / Л.: Машиностроение. 1971. 147 с).
Основным недостатком такого способа является сложность адекватной оценки коэффициента использования рабочих импульсов (Кии). Предлагаемые схемы регистрации импульсов должны содержать дискриминаторы, счетчики импульсов, временные селекторы (Кравец А.Т. Электронный анализатор и интегратор импульсов. Сб. Электроимпульсная обработка металлов» / М.: ЦИНТИмаш. 1960. Вып. 1). Для увеличения информативности Кии необходимо увеличивать измерительные интервалы, что ведет к повышению инерционности (Коренблюм М.В. и др. Адаптивное управление электроэрозионными станками. Обзор / М.: НИИМАШ. 1977. 80 с). Таким образом, регистрация Кии сопряжена с достаточно сложной схемотехникой, что не гарантирует точности получаемого результата.
Наиболее близким к предлагаемому способу является способ электроэрозионной обработки, заключающийся в том, что количество энергии, выделяющейся в межэлектродном промежутке, оценивают по параметрам импульсов разрядного тока за устанавливаемый интервал времени. Энергия, выделяющаяся в межэлектродном промежутке, определяется как суммарная длительность импульсов разрядного тока за текущий интервал времени (патент РФ №1583235, МКИ В23Н 7/18. Способ электроэрозионной обработки).
Недостатком известного технического решения является то, что предлагаемая оценка энергии, выделяющейся в межэлектродном промежутке, сопряжена с ошибками, вызванными тем, что выделяющаяся энергия зависит не только от длительности импульсов, но и от их амплитуды, и тем, что этот параметр не позволяет оценивать энергию, поступающую непосредственно на обрабатываемую заготовку, поскольку ее значительная доля может расходоваться на разрушение продуктов эрозии.
Задачей изобретения является упрощение процедуры оценки параметра электроэрозионной обработки, связанного с коэффициентом использования рабочих импульсов монотонной зависимостью, для последующего поддержания его на заранее выбранном оптимальном уровне за счет регулирования технологических параметров процесса электроэрозионной обработки.
Техническим результатом является повышение производительности процесса электроэрозионной обработки и упрощение реализации системы адаптивного управления процессом.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ, включающем поддержание контролируемого параметра, базирующегося на определении количества энергии, выделяющейся в межэлектродном промежутке, на заранее выбранном оптимальном уровне путем корректировки режимов обработки с помощью системы ЧПУ, в качестве контролируемого параметра используют соотношение эффективного значения высокочастотных вибраций обрабатываемой детали и эффективного значения импульсов разрядного тока, а корректировку режимов обработки осуществляют путем изменения длительности импульсов, максимального значения разрядного тока, частоты повторения импульсов, времени паузы между сериями импульсов и скорости прокачки рабочей жидкости.
Изобретение поясняется изображениями, где:
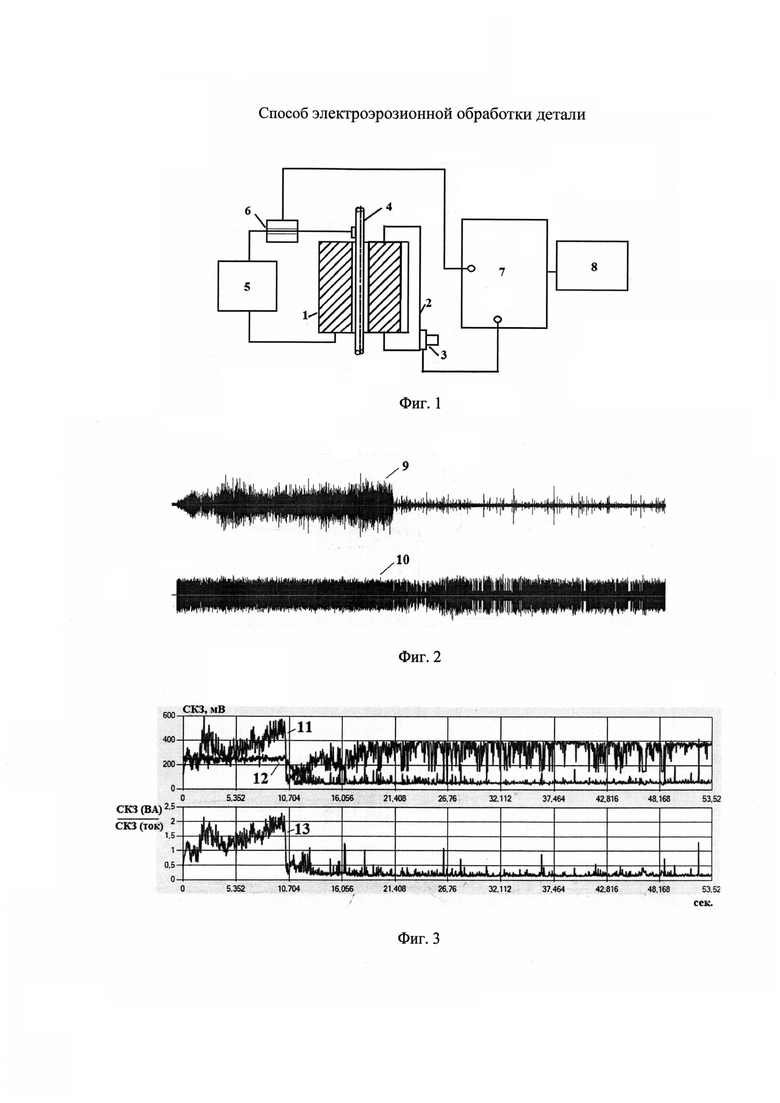
Фиг. 1. - схема электроэрозионного станка с установленными датчиками и блоком обработки сигналов;
Фиг. 2 - пример экспериментальных записей сигналов вибраций и тока после обработки фильтрами высоких частот, полученных при электроэрозионной прошивке отверстия диаметром 2 мм;
Фиг. 3 - пример графиков эффективных значений сигналов вибраций и тока и график изменения соотношения эффективных значений сигналов вибраций и тока.
В соответствии с изобретением на фиг. 1 показана схема проволочного электроэрозионного станка, где заготовка 1 закреплена в зажимном приспособлении 2, на котором установлен акселерометр 3. К проволочному электроду 4 и к заготовке 1 от генератора 5 подводится импульсное напряжение, разрядный ток между заготовкой 1 и проволочным электродом 4 регистрируется датчиком тока 6, а сигнал вибраций на заготовке 1 регистрируется акселерометром 3. Сигналы с датчика тока 6 и акселерометра 3 подаются в вычислительный блок 7, где после обработки фильтрами высоких частот вычисляются их эффективные значения, которые подаются в систему ЧПУ 8, где используются для управления технологическими параметрами процесса электроэрозионной обработки.
На фиг. 2 показан пример записи сигналов вибраций 9 и тока 10 после фильтров высоких частот во время эксперимента с прошивкой отверстия в заготовке в виде пластины из алюминиевого сплава на электроэрозионном станке «Drill 20» фирмы Agie Charmilles.
На фиг. 3 показаны результаты обработки записанных сигналов: график 11 показывает изменение во время обработки эффективного (среднеквадратичного значения СКЗ) значения сигнала вибраций, зафиксированного акселерометром 3 на зажимном приспособлении 2 с установленной заготовкой 1; график 12 аналогичным образом показывает изменение СКЗ тока, зафиксированного датчиком тока 6 (в данном случае применялся датчик Холла). График 13 показывает изменение отношения СКЗ вибраций к СКЗ тока. Интервалы времени, на которых вычислялись СКЗ сигналов, составляли 35 мс.
Способ управления процессом ЭЭО осуществляется следующим образом (фиг. 1). С момента возникновения разрядных импульсов тока акселерометр 3 и датчик тока 6 выдают на входы вычислительного блока 7 напряжения, пропорциональные текущим значениям вибраций и тока. В вычислительном блоке 7 после обработки фильтрами высоких частот (в проводимых экспериментах в качестве частоты среза в фильтре высоких частот для сигнала вибраций была взята частота 2 кГц, а для сигнала тока 100 Гц) для сигналов вычисляются эффективные значения на установленных интервалах времени. Результаты вычислений подаются в систему ЧПУ 8, где принимаются решения об изменении технологических параметров ЭЭО. При изменении технологических режимов ЭЭО могут меняться такие параметры, как длительность импульсов, максимальное значение разрядного тока, частота повторения импульсов, время паузы между сериями импульсов, скорость прокачки рабочей жидкости. Анализ публикаций показывает, что в качестве критерия оптимальности процесса ЭЭО часто используется коэффициент использования рабочих импульсов Кии, который должен отображать соотношение числа полезных импульсов, осуществляющих съем материала, к общему количеству импульсов, генерируемых источником питания. Поскольку существуют импульсы, энергия которых только частично тратится на съем металла, более точным критерием оптимальности могло бы быть отношение энергии, потраченной на съем материала, к общему количеству затраченной энергии. Эффективное значение разрядного тока пропорционально затрачиваемой энергии при постоянстве амплитуды импульсов напряжения, что позволяет оценивать затрачиваемую энергию при ЭЭО по эффективному значению разрядного тока. Энергию вибраций заготовки можно считать пропорциональной полезной энергии. Эта энергия пропорциональна квадрату амплитуды колебаний. Поскольку с акселерометра получается сигнал, пропорциональный виброускорению, то для оценки энергии колебаний требуется пересчет, который вполне осуществим, но для практических целей можно использовать эффективное значение сигнала с акселерометра, ограничиваясь только применением фильтра высоких частот. Отношение эффективных значений вибраций и тока монотонно растет с ростом доли энергии, потраченной на съем материала, т.е. и с ростом коэффициента использования импульсов Кии. Фильтр высоких частот применяется для исключения из рассмотрения низкочастотных помех, всегда присутствующих при работе приводов и насосов на станке. Каждому значению Кии соответствует одно значение отношения эффективных значений вибраций и тока в пределах статистической погрешности.
На фиг. 2 показан пример записи вибраций (график 9) и тока (график 10) при прошивке отверстия, где видно, что после прошивки отверстия амплитуда сигнала вибраций 9 падает. Это связано с тем, что разрядные импульсы становятся холостыми, они происходят в газовой среде или в рабочей жидкости. Импульсы тока (график 10) при этом продолжают сохранять высокое значение. Это связано с тем, что в станке заложена система адаптации режимов, которая неправильно распознает ситуацию на станке, и вместо прекращения подачи энергии на электроды продолжает ее подачу, делая обработку не эффективной. На фиг. 3 описанный процесс изображен в виде изменений эффективных значения сигналов вибраций (график 11) и тока (график 12). На графике 12 хорошо видно, что после падения эффективного значения сигнала вибраций (график 11) система управления нерационально наращивает эффективные значения тока. График 13 показывает изменение отношения эффективных значений, где видно, что это отношение близко графику 11. Это говорит о том, что в обоснованных случаях управлять технологическими параметрами можно по сигналу эффективного значения вибраций, фиксируемых на заготовке, используя сигнал тока для контроля отдельных ситуаций. Например, большой сигнал тока при отсутствии вибраций может говорить о возникновении короткого замыкания, для ликвидации которого может потребоваться отвод электрода или увеличение давления рабочей жидкости. Отсутствие импульсов тока и сигнала вибраций может говорить о недостатке напряжения или о слишком большом зазоре между электродами. Наличие импульсов тока при малых значениях вибраций может говорить о потере энергии импульсов на продуктах эрозии, что требует их немедленной эвакуации за счет увеличения давления рабочей жидкости.
С учетом изложенного можно сделать вывод о том, что поставленная задача - упрощение процедуры оценки параметра электроэрозионной обработки, связанного с коэффициентом использования рабочих импульсов монотонной зависимостью, для последующего поддержания его на заранее выбранном оптимальном уровне за счет регулирования технологических параметров процесса электроэрозионной обработки - решена, а заявленный технический результат - повышение производительности процесса электроэрозионной обработки и упрощение реализации системы адаптивного управления процессом - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в машиностроении, в частности - для автоматического регулирования технологических режимов на электроэрозионных станках с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ | 2015 |
|
RU2629575C2 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЕТАЛИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 2014 |
|
RU2596934C2 |
| Способ управления зазором искрового промежутка при электроэрозионной обработке | 1991 |
|
SU1776505A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2639418C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке на автоматизированных вырезных станках с ЧПУ. В способе при осуществлении электроэрозионной обработки детали поддерживают контролируемый параметр, базирующийся на определении количества энергии, выделяющейся в межэлектродном промежутке, на заранее выбранном оптимальном уровне путем корректировки режимов обработки с помощью системы ЧПУ. В качестве упомянутого контролируемого параметра используют соотношение эффективного значения высокочастотных вибраций обрабатываемой детали и эффективного значения импульсов разрядного тока, а корректировку режимов обработки осуществляют путем изменения длительности импульсов, максимального значения разрядного тока, частоты повторения импульсов, времени паузы между сериями импульсов и скорости прокачки рабочей жидкости. Техническим результатом является упрощение реализации системы адаптивного управления процессом при повышении производительности электроэрозионной обработки. 3 ил.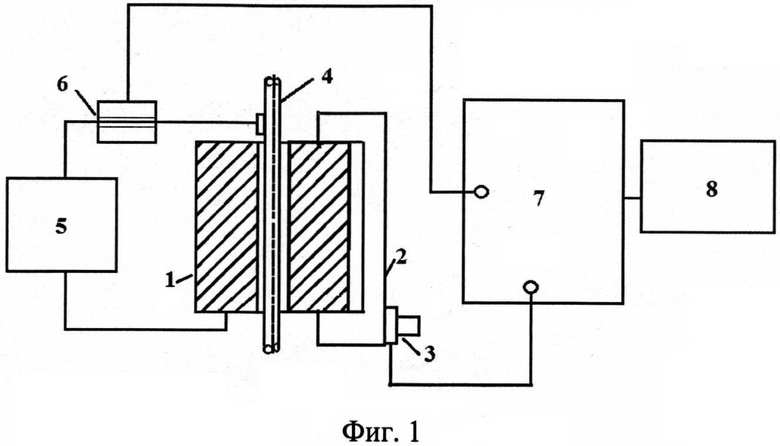
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ, включающий поддержание контролируемого параметра, базирующегося на определении количества энергии, выделяющейся в межэлектродном промежутке, на заранее выбранном оптимальном уровне путем корректировки режимов обработки с помощью системы ЧПУ, отличающийся тем, что в качестве упомянутого контролируемого параметра используют соотношение эффективного значения высокочастотных вибраций обрабатываемой детали и эффективного значения импульсов разрядного тока, а корректировку режимов обработки осуществляют путем изменения длительности импульсов, максимального значения разрядного тока, частоты повторения импульсов, времени паузы между сериями импульсов и скорости прокачки рабочей жидкости.
| Способ электроэрозионной обработки | 1987 |
|
SU1583235A1 |
| Способ управления зазором искрового промежутка при электроэрозионной обработке | 1991 |
|
SU1776505A1 |
| Способ управления подачей инструмента на электроэрозионном станке с емкостным генератором импульсов и устройство для его осуществления | 1980 |
|
SU1351523A3 |
| Способ управления процессом электрохимической обработки | 1989 |
|
SU1646730A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

