Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной (ЭЭ) обработке на автоматизированных вырезных станках с ЧПУ.
Известен способ предотвращения обрывов проволочного электрода-инструмента на ЭЭ станке, заключающийся в том, что на входе в межэлектродный промежуток (МЭП) устанавливают датчик состояния электрода-инструмента, выполненный в виде приемника лучистой энергии, испускаемой электродом-инструментом («Устройство для электроэрозионной обработки проволочным электродом-инструментом», патент РФ №837705, МПК В23Р 1/02; 1/04).
Основным недостатком такого способа является сложность установки приемника лучистой энергии в непосредственной близости от МЭП и сохранение универсальности ЭЭ оборудования.
Другой способ предотвращения обрывов проволочного электрода-инструмента заключается в том, что контролируют чередование полярности импульсов тока или напряжения на участках проволочного электрода-инструмента между токоподводами. Нарушение чередования полярности импульсов в течение заданного промежутка времени должна свидетельствовать о локализации разрядов в небольшой зоне обработки, что грозит обрывом проволочного электрода («Способ управления процессом обработки на электроэрозионном вырезном станке», патент РФ №2034684, МПК В23Н 7/04). Основным недостатком способа является то, что он рассчитан на обработку проволочным электродом-инструментом деталей большой толщины, где локализация разряда по ширине среза выражается более отчетливо. Однако чаще приходится иметь дело с деталями малых размеров с небольшой шириной среза, где применение подобного способа не сможет дать надежных результатов.
Наиболее близким к предлагаемому способу по количеству совместных признаков является способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ, заключающийся в том, что осуществляют процесс обработки, контролируют механические колебания на приспособлении для крепления заготовки, выделяют из сигнала вибраций, сопровождающих процесс обработки, эффективные значения в низкочастотном и высокочастотном диапазонах, включающих соответственно низкую и высокую собственные частоты колебаний упругой системы станка, о состоянии режущего инструмента судят по результатам измерения выделенных составляющих, по их близости к установленным пороговым значениям (патент РФ №752157, МПК G01N 3/58). Основным недостатком способа является то, что он не предназначен для предотвращения обрывов проволочных электродов-инструментов на ЭЭ станках, где в качестве источника поступающей энергии выступает разрядный ток.
Задачей изобретения является обеспечение эффективного выявления ситуаций в процессе ЭЭ обработки, вызванных «засорением» в зоне обработки и/или грозящих обрывом электрода-инструмента, для оперативного введения коррекции в технологические параметры процесса ЭЭ обработки и предотвращения возможного обрыва проволочного электрода-инструмента.
Техническим результатом является повышение надежности процесса электроэрозионной обработки.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ, включающем контролирование механических вибраций на приспособлении для крепления заготовки в процессе обработки заготовки детали проволочным электродом-инструментом, причем из сигнала вибраций выделяют эффективные значения в низкочастотном и высокочастотном диапазонах, включающих соответственно низкую и высокую собственные частоты колебаний упругой системы станка, дополнительно контролируют сигнал тока, подводимого к электроду-инструменту, выделяют из сигнала тока эффективные значения в частотных диапазонах, совпадающих с высокочастотным и низкочастотным диапазонами вибраций упругой системы станка, вычисляют низкочастотный и высокочастотный параметры в виде отношений эффективных значений вибраций упругой системы станка и тока соответственно в низкочастотном и высокочастотном диапазонах, сравнивают отношение низкочастотного параметра к высокочастотному с установленным экспериментально пороговым значением, соответствующим приближению момента обрыва проволочного электрода-инструмента, и при превышении текущим значением отношения упомянутых параметров установленного порогового значения изменяют режимы обработки в сторону уменьшения отношения низкочастотного параметра к высокочастотному, при этом режимы обработки изменяют путем увеличения давления подаваемой рабочей жидкости и/или путем уменьшения подачи электрода-инструмента и/или путем снижения мощности подаваемых импульсов.
Изобретение поясняется изображениями, где:
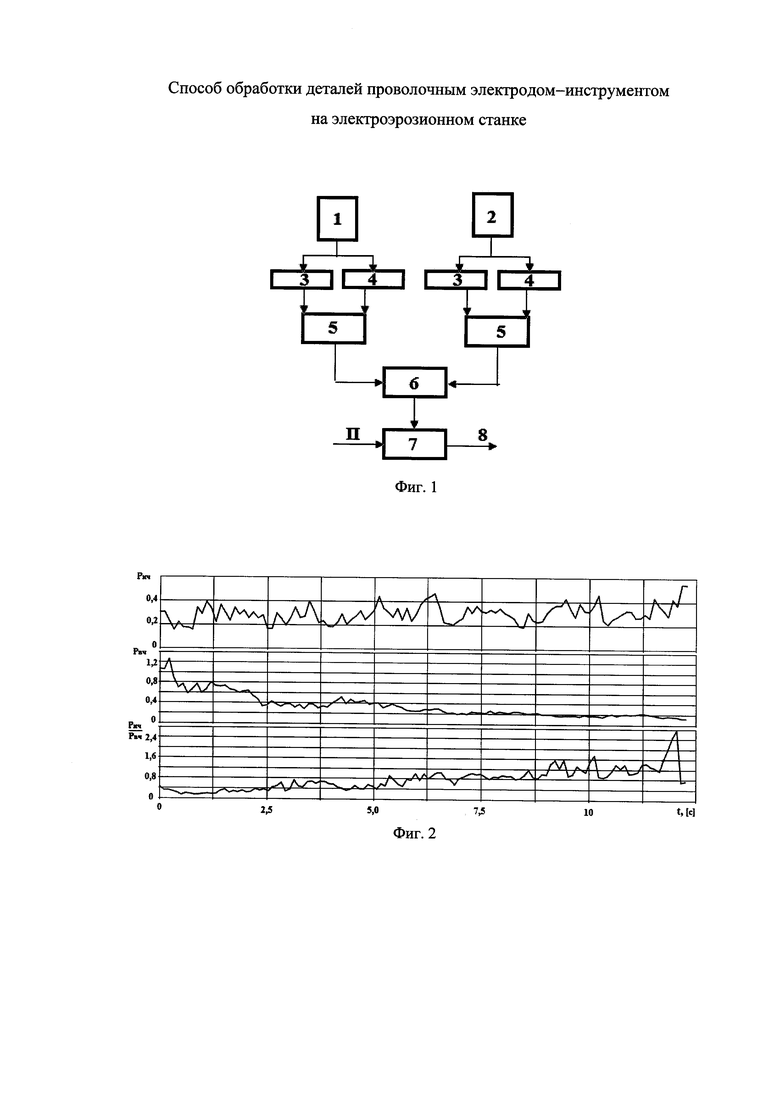
Фиг. 1 - схема реализации способа;
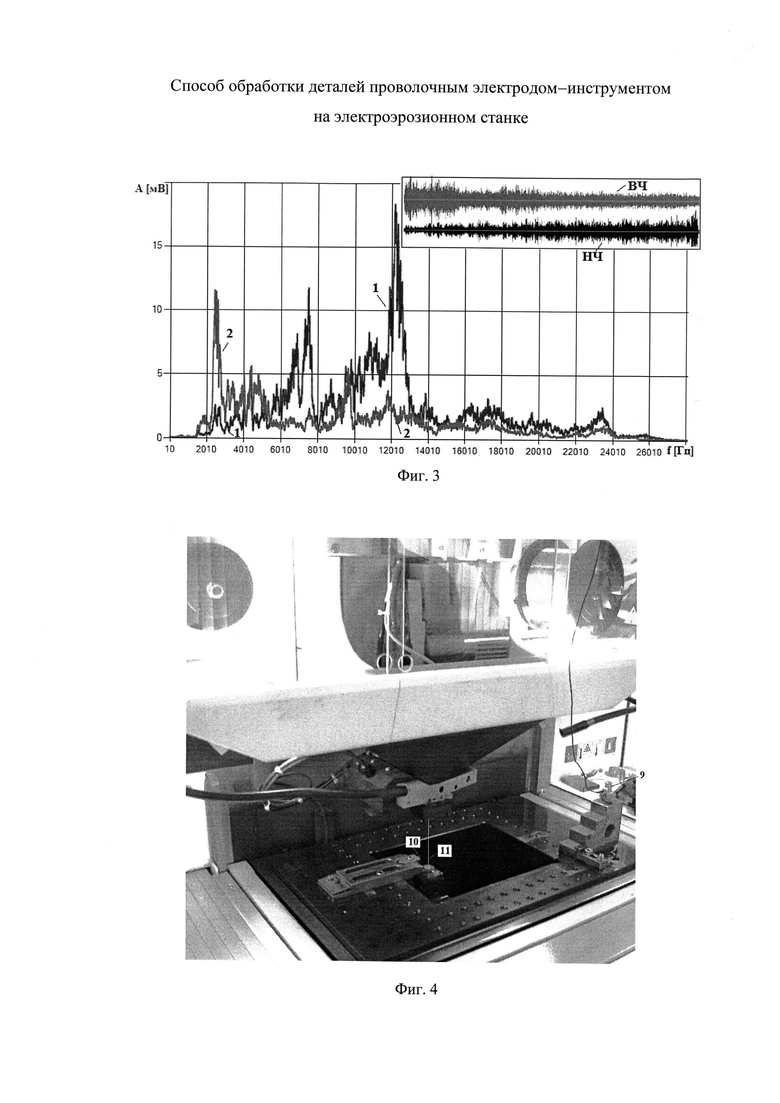
Фиг. 2 - пример изменения низкочастотного (Рнч) и высокочастотного (Рвч) параметров на последних секундах перед обрывом электрода-инструмента;
Фиг. 3 - спектры сигнала вибраций за 12 секунд до обрыва и на последних секундах перед обрывом и записи сигналов вибраций в октавной полосе 2 кГц и в полосе частот 10-20 кГц;
Фиг. 4 - фотография стенда на базе вырезного ЭЭ станка мод. CUT 1000.
На Фиг. 1 изображена схема реализации способа. Блоки 1 и 2 отображают акселерометр и датчик тока (например, датчик Холла) соответственно. Блоки 3 отображают полосовые фильтры низких частот для сигналов с акселерометра и датчика тока, блоки 4 показывают фильтры высоких частот для сигналов этих же датчиков. В вычислительных блоках 5 осуществляется вычисление параметров Рнч и Рвч для сигналов с фильтров 3 и 4. Параметры Рнч и Рвч подсчитываются как отношения эффективных значений вибраций и тока, получаемых на выходах фильтров низких и высоких частот соответственно. В вычислительном блоке 6 подсчитывается отношение параметров Рнч/Рвч, по которому идет дальнейшая оценка угрозы обрыва электрода-инструмента. В блоке сравнения 7 значение отношения параметров сравнивается с пороговым значением «П» (устанавливается экспериментально). При превышении текущим значением отношения параметров порогового значения «П» на выходе появляется сигнал 8, дающий команду системе управления станком о необходимости регулирования технологических режимов для предотвращения возможного обрыва проволоки электрода-инструмента. В качестве арсенала инструментов регулирования технологических режимов ЭЭ обработки могут использоваться: снижение мощности подаваемых импульсов, уменьшение подачи электрода-инструмента, увеличение давления подаваемой рабочей жидкости и т.п.
На Фиг. 2 показан пример реализации заявленного способа (вычислительной процедуры, показанной на Фиг. 1), для случая резания твердого сплава Т15К6 латунной проволокой диаметром 0,2 мм. На верхнем графике показано изменение Рнч на протяжении последних 12 секунд перед обрывом проволоки электрода инструмента. В качестве фильтра низких частот применялся полосовой фильтр с полосой пропускания 1400-2800 Гц. На среднем графике показано изменение Рвч на том же отрезке времени. В качестве фильтра высоких частот применялся полосовой фильтр с полосой пропускания 10-20 кГц. На нижнем графике показано изменение отношения параметров Рнч/Рвч на последних 12 секундах перед обрывом проволоки электрода-инструмента. Здесь видно, что это отношение растет не всегда монотонно, но перед самым обрывом темпы роста ускоряются. Нарушения монотонности роста отношения параметров Рнч/Рвч связано с тем, что состояние МЭП постоянно меняется. Накопление продуктов эрозии увеличивает это отношение, но существующая прокачка рабочей жидкости может успеть вывести эти продукты из зазора между электродами, тогда наблюдается падение отношения. Однако устойчивая тенденция к росту отношения требует действий, направленных на исправление ситуации. В данном примере превышение значения отношения параметров 1 и 6 наблюдается за несколько секунд до обрыва. Если бы были предприняты адекватные меры, то обрыва можно было избежать.
На Фиг. 3 представлены спектры сигналов с акселерометра для участков записи сигналов вибраций за 12 секунд до обрыва (обозначены цифрами 1) и на последних секундах перед обрывом (обозначены цифрами 2). По сравнению со спектром 1 в спектре 2 повышается амплитуда на низких частотах (в районе 2 кГц), а на высоких частотах (в диапазоне 10-20 кГц) амплитуда в спектре 2 наоборот падает. В диапазонах частот, выбранных в качестве полос пропускания фильтров, расположены собственные частоты упругой системы приспособления, на котором закреплена заготовка и установлен акселерометр. Использование диапазонов, включающих собственные частоты упругой системы станка, позволяет повысить коэффициент передачи измерительного канала и снизить влияние помех. На поле Фиг. 3 показаны записи сигналов вибраций в высокочастотном диапазоне (запись ВЧ) и низкочастотном диапазоне (запись НЧ) на последних 12 секундах перед обрывом проволочного электрода-инструмента. Видно, что размах колебаний в высокочастотной полосе убывает с приближением обрыва, а в низкочастотной полосе растет. Если бы технологические режимы оставались постоянными при ЭЭ обработке, то такой картины было бы достаточно для принятия решения о приближении возможности обрыва, но на современных станках происходит оптимизация режимов обработки. В частности, меняется мощность подаваемых разрядов. Для предотвращения ложного срабатывания приходится использовать значения амплитуды вибраций, отнесенные к эффективному значению сигнала тока.
На Фиг. 4 показана фотография стенда на базе ЭЭ станка, где показаны акселерометр 9, закрепленный на приспособлении с помощью магнита, заготовка 10 и проволочный электрод-инструмент 11. Экспериментальные данные на Фиг. 2 и Фиг. 3 получены на этом стенде.
Способ обработки деталей проволочным электродом-инструментом на электроэрозионном станке осуществляется следующим образом.
Сигналы с акселерометра 1 и датчика тока 2 фильтруются полосовыми фильтрами низких 3 и высоких 4 частот, строятся отношения эффективных значений вибраций и тока в низкочастотном и высокочастотном диапазонах (блоки 5), т.е. формируются два параметра Рнч и Рвч, по отношению Рнч/Рвч, (вычисляемом в блоке 6) оценивают приближение момента обрыва проволочного электрода-инструмента. Допустимое значение отношения Рнч/Рвч определяется регулируемым значением порогового значения в блоке сравнения 7. Превышение порогового значение дает сигнал 8 системе управления станком на изменение технологических параметров. Реализация способа на вырезных ЭЭ станках позволит исключить обрывы проволоки электрода-инструмента и связанные с ними потери времени на восстановление целостности электрода и заведение проволоки электрода к месту обрыва на заготовке.
С учетом изложенного можно сделать вывод о том, что поставленная задача - обеспечение эффективного выявления ситуаций в процессе ЭЭ обработки, вызванных «засорением» в зоне обработки и/или грозящих обрывом электрода-инструмента, для оперативного введения коррекции в технологические параметры процесса ЭЭ обработки и предотвращения возможного обрыва проволочного электрода-инструмента - решена, а заявленный технический результат - повышение надежности процесса электроэрозионной обработки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к электрофизическим и электрохимическим методам обработки, в частности, к электроэрозионной (ЭЭ) обработке на автоматизированных вырезных станках с ЧПУ;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКОЙ ДЕТАЛИ НА АВТОМАТИЗИРОВАННОМ ВЫРЕЗНОМ СТАНКЕ С СИСТЕМОЙ ЧПУ | 2015 |
|
RU2598022C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА НА ВЫРЕЗНЫХ ЭЛЕКТРОЭРОЗИОННЫХ СТАНКАХ | 2014 |
|
RU2572678C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2639418C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Способ управления зазором искрового промежутка при электроэрозионной обработке | 1991 |
|
SU1776505A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
Изобретение относится к электроэрозионной обработке на автоматизированном вырезном станке с системой ЧПУ. В способе контролируют механические вибрации на приспособлении для крепления заготовки при ее обработке проволочным электродом-инструментом, причем из сигнала вибрации выделяют эффективные значения в низкочастотном и высокочастотном диапазонах, а также контролируют сигнал тока, подводимого к электроду-инструменту, выделяют из сигнала тока эффективные значения в частотных диапазонах, совпадающих с высокочастотным и низкочастотным диапазонами вибраций упругой системы станка. Вычисляют низкочастотный и высокочастотный параметры в виде отношений эффективных значений вибраций упругой системы станка и тока соответственно в низкочастотном и высокочастотном диапазонах, сравнивают отношение низкочастотного параметра к высокочастотному с установленным экспериментально пороговым значением и при превышении текущим значением отношения упомянутых параметров установленного порогового значения изменяют режимы обработки в сторону уменьшения отношения низкочастотного параметра к высокочастотному. Технический результат - повышение надежности процесса электроэрозионной обработки. 3 з.п. ф-лы, 4 ил.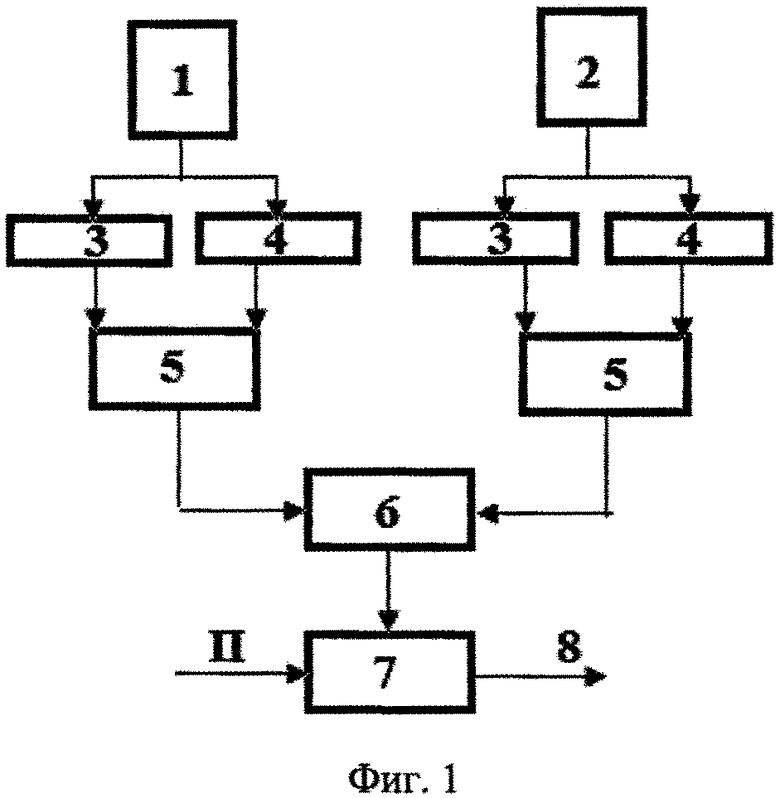
1. Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой ЧПУ, включающий контролирование механических вибраций на приспособлении для крепления заготовки в процессе обработки заготовки детали проволочным электродом-инструментом, причем из сигнала вибраций выделяют эффективные значения в низкочастотном и высокочастотном диапазонах, включающих соответственно низкую и высокую собственные частоты колебаний упругой системы станка, отличающийся тем, что дополнительно контролируют сигнал тока, подводимого к электроду-инструменту, выделяют из сигнала тока эффективные значения в частотных диапазонах, совпадающих с высокочастотным и низкочастотным диапазонами вибраций упругой системы станка, вычисляют низкочастотный и высокочастотный параметры в виде отношений эффективных значений вибраций упругой системы станка и тока соответственно в низкочастотном и высокочастотном диапазонах, сравнивают отношение низкочастотного параметра к высокочастотному с установленным экспериментально пороговым значением, соответствующим приближению момента обрыва проволочного электрода-инструмента, и при превышении текущим значением отношения упомянутых параметров установленного порогового значения изменяют режимы обработки в сторону уменьшения отношения низкочастотного параметра к высокочастотному.
2. Способ обработки деталей проволочным электродом-инструментом на электроэрозионном станке по п. 1, отличающийся тем, что режимы обработки изменяют путем увеличения давления подаваемой рабочей жидкости.
3. Способ обработки деталей проволочным электродом-инструментом на электроэрозионном станке по п. 1, отличающийся тем, что режимы обработки изменяют путем уменьшения подачи электрода-инструмента.
4. Способ обработки деталей проволочным электродом-инструментом на электроэрозионном станке по п. 1, отличающийся тем, что режимы обработки изменяют путем снижения мощности подаваемых импульсов.
| Способ оценки критического износа режущего инструмента | 1978 |
|
SU752157A1 |
| Способ электроэрозионной обработки | 1987 |
|
SU1583235A1 |
| Устройство для электроэрозионной обработкипРОВОлОчНыМ элЕКТРОдОМ-иНСТРуМЕНТОМ | 1979 |
|
SU837705A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| JPS 6044230 A, 09.03.1985. | |||

