Изобретение относится к электрофизик охимическим методам обработки, в частности к электроэрозионному изготовлению рабочих элементов вырубных штампов.
Цель изобретения - повышение точности сопряжения рабочих элементов вырубных штампов, профиль которых имеет выступы и впадины.
Цель изобретения достигается тем, что контурную скорость вырезания проволочным электродом в электродной пластине электродов-инструментов выбирают из соотношения
Лп-i
V,
- не -Ег о)
где VKK1 - KOHTvpHasi скорость вырезки n-го участка профиля электрода-инструмента ;
VKp - расчетная контурная скорость вырезки ,
L n - длина верглшы пыстчтга (или дна нпадпиы) проеЪппя электрода-инструмента, чтя которого опречепяется контурная скорость пырезки
Ln, - длина учасгкч поверхности
элек гродл-1 нстр ч между
11-М ПЫГ Г ПРМ (Ч.ЧЧИОЙ) И
прсчшегтн1 п ч ч ч- чмгтуПОМ ( 1 У МО ) ,
ОД
0&
СО
00 1 СО
го
Ьи,, - длина участка поверхности электрода-инструмента между n-м выступом (впадиной) и ПОСЛСДУЮ1ЦИМ за ним выступом (впадиной)j
К - коэффициент пропорциональности .
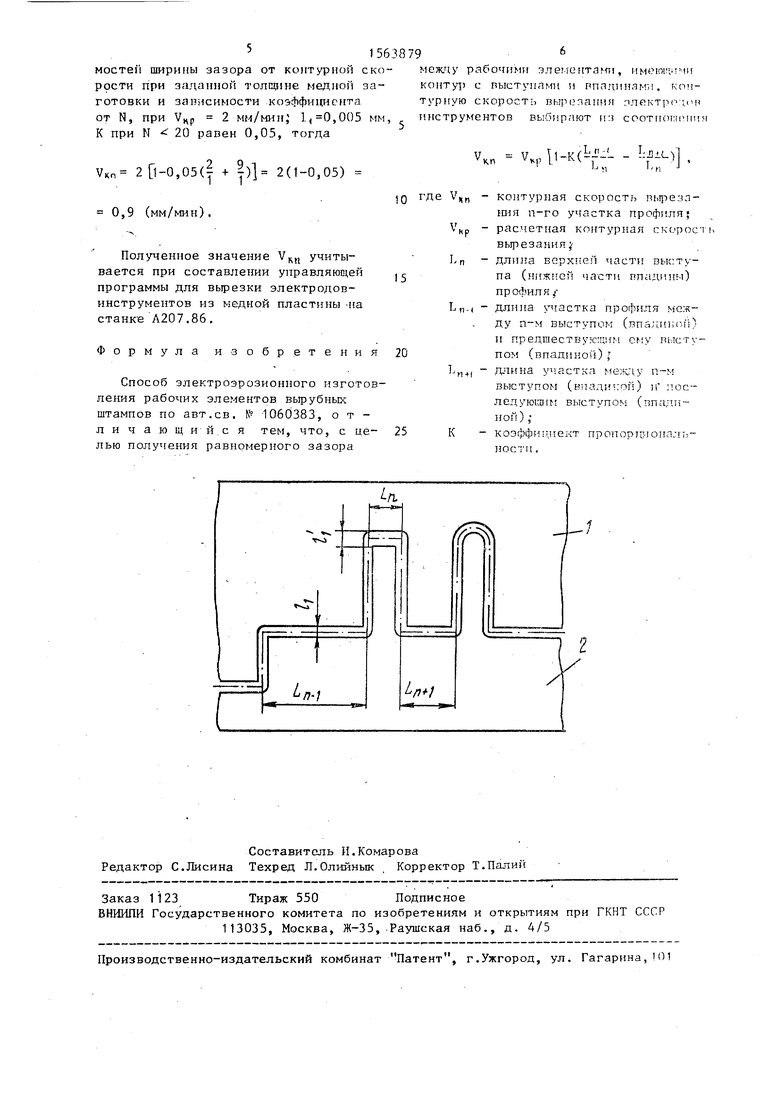
На чертеже схематически изображен участок электродной пластины с выре- занным контуром.
На чертеже приняты следующие обозначения: часть электрода-инструмента для обработки пуансона 1, часть электрода-инструмента для обработки матрицы 2.
Сущность зависимости величины контурной скорости от соотношения Ъл, Ьин и Ln + заключается в следующем: имеет место зависимость
d
пс
1 я+1 г, - 21 , - Z с
(2)
где dnp - диаметр проволочного электрода;251( - зазор при вырезке электродом-проволокой j
Irj. - зазор при обработке пуансона 5« It, -- зазор при обработке матри- зо
ды;
Z0 - заданный зазор в сопряжении между пуансоном и матрицей.
Однако величина зазоров 1% и 13 ,. зависит от соотношения 1Л, 1ц- и LH,( т.е. от нерегулярности контура поверхности сопрягаемых деталей штампа. Зазоры 12 и 1, тем больше, чем больше длина участков L,,, и Ьим по сравнению с L п. Для компенсации увеличения зазоров 1г и 1-5 необходимо соответственно увеличить зазор 1( на величину зазора 1,, . Кроме режима обработки, условий удаления продуктов зии и др. влияет контурная скорость вырезки. Величина контурной скорости Vкп зависит от суммы отношений длин участков предшествующего и последующего обрабатываемому50
печивает соответственное увеличение 14 , где 1, 11 (3) получено опытным путем.
Пример . Нужно изготовить сопрягаемые элементы штампа для вырубки молибденовых деталей размером 20x50 мм из молибденовых полос толщиной 0,3 мм. Зазор между пуансоном и матрицей равен 0,02 мм. Па контуре детали имеются четыре выступа. Толщину медной пластины для вырезки электродов-инструментов выбирают 5 мм. Для вырезки электродов-инструментов используют проволочн о-вырезной станок типа А207.86, для обработки пуансона и матрицы используют прошивочный станок 4Л721Ф1) с генератором ШП1-40-440. Из технологической Инструкции к генератору (ШГИ-40-440) выбирают следующий режим обработки прямоугольными импульсами: f 200 кГц, 1ра&- 2,0 А; - 150 В; Vtp pq6 24 В,- скважность 1,05; производительность 6 мм3/мин. При этом 1 Ј и lt равны 0,045 мм.
По технологическим инструкциям к проволочно-вырезному станку (А207.86) выбирают следующий режим обработки медной пластины: f 18 кГц, 1Т 0,08 А; 1 1 мкс; С 1000 пФ. При этом 14 0,005 мм.
Согласно известному способу при заданном Zo 0,02 мм диаметр проволочного электрода, необходимого для обеспечения такого зазора, равен
«р
le+U-21-Z0 0,045+0,045-20,005 - 0,02 0,06 мм.
Выбирают электрод-проволоку из с плава МВ-50 0,06 мм. Производительность обработки 10 мм2/мин. Учитывая, что контур детали имеет четыре выступа, для которых Ьи 1 мм,- 1,„( 2 мм; LHJ.J 9 мм, согласно предлагаемому способу контурная скорость VKrt для вырезки участков поверхности электрода-инструмента, представляющих собой вершины выступов, равна
кп - V,,p
l-K(L - .). Ьць„
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1980 |
|
SU933348A1 |
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Решетчатый катод прямого накала для электронных ламп и способ его изготовления | 1980 |
|
SU1042105A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Способ электроэрозионного изготовления формообразующих элементов вырубных штампов | 1982 |
|
SU1085730A1 |
Изобретение относится к электроэрозионному изготовлению рабочих элементов вырубных штампов и может быть использовано в инструментальном производстве. Целью изобретения является повышение точности сопряжения рабочих элементов вырубных штампов, профиль которых имеет выступы и впадины. Изобретение позволяет повысить точность изготовления штампов за счет выбора различной контурной скорости вырезания проволочным электродом на электроэрозионном вырезном станке в зависимости от длины участка вырезки. Скорость выбирают из соотношения VKN=Uкр[1-K(LN-1:LN-LN+1:LN)] где LN, LN-1 и LN+1 - длины выступающего участка, а также предшествующего ему и последующего участков. Выбор скорости обеспечивает равномерный зазор в сопряжении рабочих элементов штампа. 1 ил.
liS-L + Ь-Г-ii. N L v,L ц
(3)
Чем больше N5 тем больше зазоры 1 и I-., и соответственно меньше контурная скорость V«M при обработке участка Lп в медной пластине, что обес55
Расчетная скорость обработки равна частному от деления производительности проволочной вырезки на толщину
медной пластины, т . е. VK
10 мм2/мин
цп5 мм
2 мм/мин. Исходя из таблиц зависиMocTeii ширины зазора от контурной скорости при заданной толщине медной заготовки и зависимости коэффициента от N, при VKP 2 мм/мин; 1,0,005 мм, К при N 20 равен 0,05, тогда
VKn 2jl-0,05(| + у) 2(1-0,05) 0,9 (мм/мин).
Полученное значение VKn учитывается при составлении управляющей программы для вырезки электродов- инструментов из медной пластины на станке Л207.86.
Формула изобретения
Способ электроэрозионного изготовления рабочих элементов вырубных штампов по авт.св. № 1060383, отличающийся тем, что, с це- лью получения равномерного зазора
Ln-1
между рабочими элементами, UMPPIVMH контур с выступами и впадннямн. контурную скорость вырсчапчя тгктро t ч инструментов выбирают ич соотномгтн
кп
- (tfJ- - iL)l ,
,, rI, f, J
v кр bn
где Vxn - контурная скорость пыречя- ния п-го участка профиля;
-расчетная контурная скорость вырезания
-длина всрхнр части БЫС-TV- па (нижней части впадинм) продчиля/
Lf,-i - длина уидстка профитя ме«- ду n-м выступом (нпа.ип.гп и предшеств - сп;мм CMV пом (впадиной) ,
Lrl+( - длина участка ме «ел ч
выступом (впади пи) и последующим выступом (тзпадч- ной) ,
К - коэффициент nponopirjcn,.- ноете.
Ln
L-пЧ
/
«-j
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
