Фиг. 2
Изобретение относится к области машиностроения, в частности к станкам для лазерной пробивки отверстий.
Известно устройство подачи импульсов лазерного излучения, выбранное в качестве прототипе, содержащее лазер, электромеханический модулятор, электромеханический затвор, системы управления, рабочую головку, координатный стол (1).
Устройство не обеспечивает подачу точного числа импульсов излучения в пакете, при этом возможны искажения длительности и амплитуды импульсов. Это объясняется тем, что открытие (и закрытие) затвора происходит при разных угловых положениях диска модулятора, а перемещение заслонки затвора может совпадать во времени с импульсами излучения и ограничивать их по длительности и амплитуде.
Цель изобретения состоит в расширении технологических возможностей.
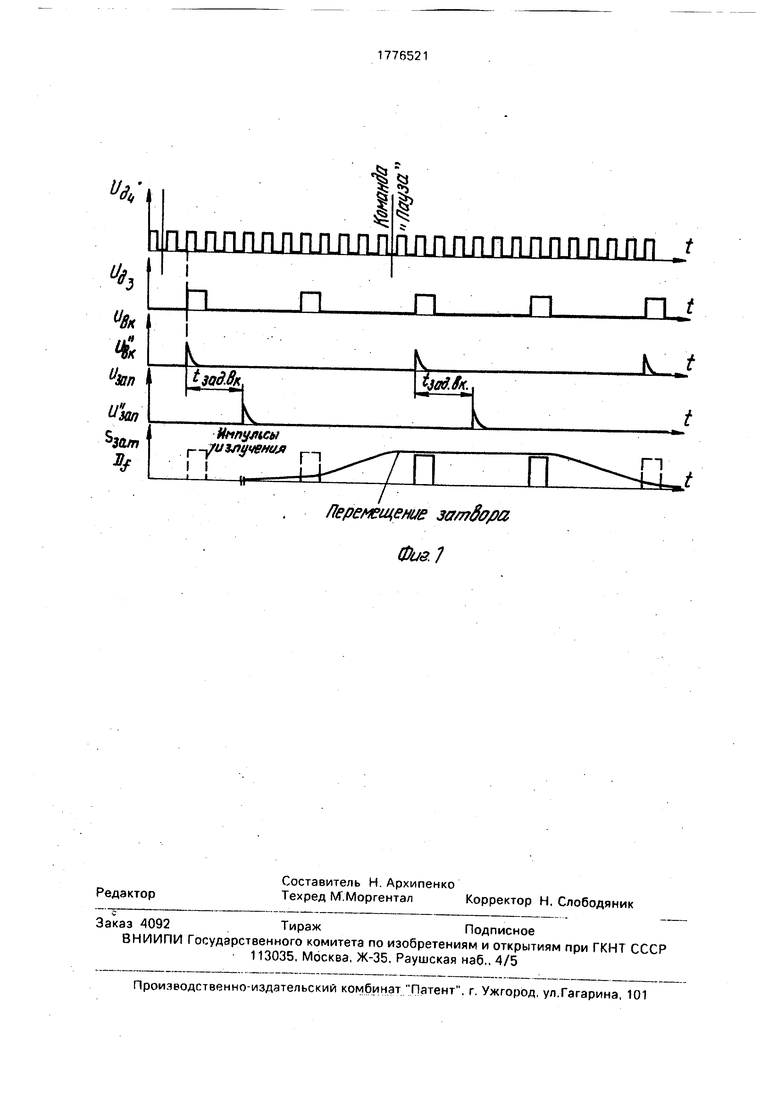
На фиг.1 представлены графики, поясняющие работу устройства; на фиг.2 -структурная схема устройства.
Непрерывное излучение лазера пересекается вращающимся с высокой скоростью диском (цилиндром) электромеханического модулятора, имеющим отверстия для прохождения луча. Со стороны диска, обращенной к рабочей головке, излучение имеет вид периодически следующих импульсов. Одновременно с модулятора выдаются импульсы начала отсчета Од.3. и положения Уди диска, передние фронты которых имеют жесткую временную привязку к передним фронтам импульсов излучения. В режиме Пауза оптический канал перекрыт заслонкой электромеханического затвора и импульсы излучения не подаются в рабочую головку. По команде Подача в момент начала ближайшего импульса идз вырабатывается импульс включения UBK затвора. По импульсу UBK формируется импульс 113ат пуска затвора, который имеет временную задержку 1зад вк, обеспечивающую срабатывание затвора таким ооразом, чтобы заслонка перемещалась в промежутке времени между импульсами излучения. Этим исключаются искажения длительности и амплитуды импульсов излучения, Заслонка перемещается на величину 5Эат Df - диаметра луча лазера. Если время Тзад.вх уменьшить, то будет проявляться влияние второго (от начала отсчета) импульса излучения, а если т.зэд.вх увеличить, то будет искажаться третий импульс излучения. Временная задержка устанавливается числом импульсов Уди. После открытия затвора импульсы излучения подаются в рабочую головку. Импульс UBx на закрытие затвора формируется по команде Пауза
ближайшим к ней импульсом 1)дф. Затем с задержкой т.3ад.вых вырабатывается импульс U aan, который обеспечивает обратное перемещение заслонки затвора в паузе между
импульсами излучения. Время задержки отсчитывается по импульсам иди. Число импульсов Иди, а также время подачи команды Пауза определяются для каждого типа диска (цилиндра) и скоростей их вращения экс0 периментальным путем на устройстве подачи и заносится в виде кодов в систему управления. Таким образом достигается равенство амплитуды, длительности и количества импульсов в пакетах.
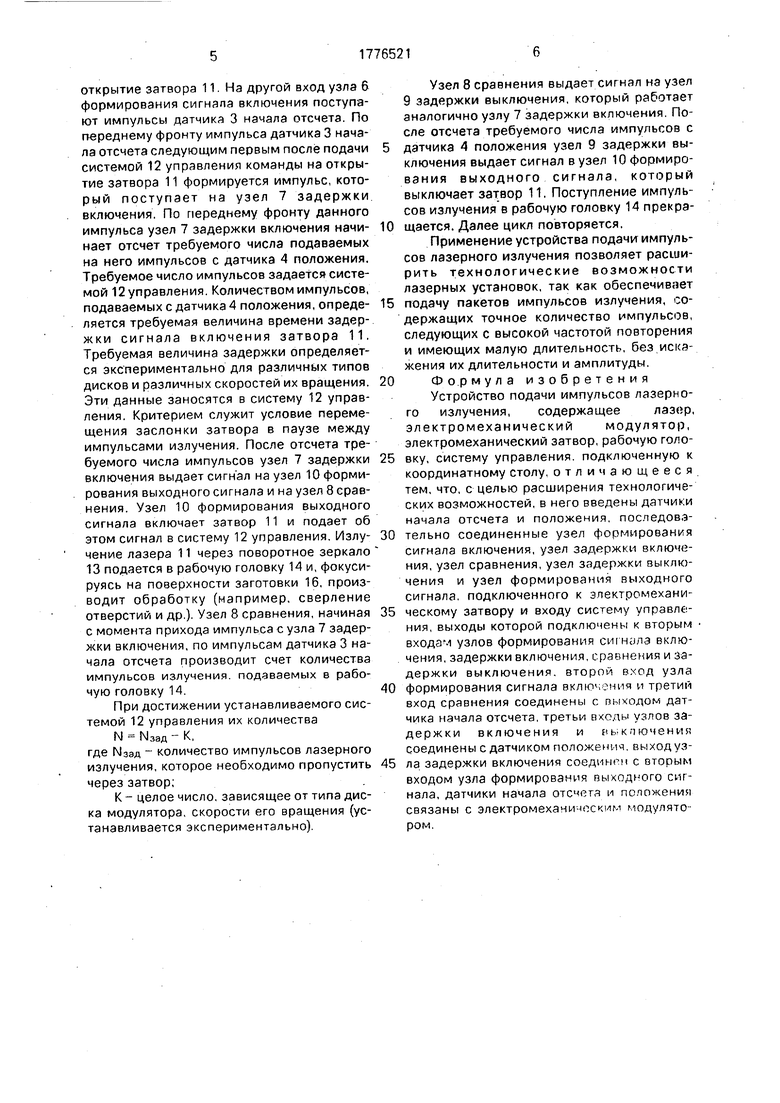
5 Устройство содержит лазер 1, электромеханический модулятор 2, в непосредственной близости от которого расположены датчик 3 начала отсчета и датчик 4 положения, устройство синхронизации 5, состоя0 щее из последовательно соединенных узла б формирования сигнала включения, узла 7 задержки включения, узла 8 сравнения, узла 9 задержки выключения, узла 10 формирования выходного сигнала, выход которого
5 соединен с электромеханическим затвором 11, а вход дополнительно связан с выходом узла 7 задержки включения, систему 12 управления, поворотное зеркало 13, рабочую головку 14, координатный стол 15 с уложен0 ной на нем заготовкой 16, причем выход системы 12 управления связан с входами узлов 6, 7, 8, 9 устройства 5 синхронизации и приводом координатного стола 15, а вход с электромеханическим затвором 11, датчик
5 3 соединен с узлами 6, 8, а датчик 4 соединен с узлами 7 и 9.
Устройство работает следующим образом. Лазер 1 вырабатывает непрерывное излучение, которое, проходя через
0 вращающийся с постоянной скоростью диск электромеханического модулятора 2, преобразуется в последовательность периодически следующих, импульсов излучения. С датчика 3 начала отсчета поступают в уст- 5 ройство 5 синхронизации импульсы, передние фронты которых имеют жесткую временную привязку к передним фронтам импульсов излучения. С датчика 4 положения в устройство 5 синхронизации поступа0 ют импульсы, период повторения которых в несколько раз меньше периода следования импульсов с датчика 3 начала отсчета. В режиме Пауза электромеханический затвор 11 закрыт и излучение лазера 1 в рабо5 чую головку 14 не поступает. Управляемый системой управления 12 координатный стол 15 с заготовкой 16 выходит в требуемую позицию обработки. В режиме Подача система 12 управления подает на узел 6 формирования сигнала включения команду на
открытие затвора 11. На другой вход узла 6 формирования сигнала включения поступают импульсы датчика 3 начала отсчета. По переднему фронту импульса датчика 3 начала отсчета следующим первым после подачи системой 12 управления команды на открытие затвора 11 формируется импульс, который поступает на узел 7 задержки включения. По переднему фронту данного импульса узел 7 задержки включения нами- нает отсчет требуемого числа подаваемых на него импульсов с датчика 4 положения. Требуемое число импульсов задается системой 12 управления. Количеством импульсов, подаваемых с датчика 4 положения, опреде- ляется требуемая величина времени задержки сигнала включения затвора 11. Требуемая величина задержки определяется экспериментально для различных типов дисков и различных скоростей их вращения. Эти данные заносятся в систему 12 управления. Критерием служит условие перемещения заслонки затвора в паузе между импульсами излучения. После отсчета требуемого числа импульсов узел 7 задержки включения выдает сигнал на узел 10 формирования выходного сигнала и на узел 8 сравнения. Узел 10 формирования выходного сигнала включает затвор 11 и подает об этом сигнал в систему 12 управления. Излу- чение лазера 11 через поворотное зеркало 13 подается в рабочую головку 14 и, фокусируясь на поверхности заготовки 16, производит обработку (например, сверление отверстий и др.). Узел 8 сравнения, начиная с момента прихода импульса с узла 7 задержки включения, по импульсам датчика 3 начала отсчета производит счет количества импульсов излучения подаваемых в рабочую головку 14.
При достижении устанавливаемого системой 12 управления их количества
N Мзад - К,
где Мзад - количество импульсов лазерного излучения, которое необходимо пропустить через затвор;
К - целое число, зависящее от типа диска модулятора, скорости его вращения (устанавливается экспериментально)
Узел 8 сравнения выдает сигнал на узел 9 задержки выключения, который работает аналогично узлу 7 задержки включения. После отсчета требуемого числа импульсов с датчика 4 положения узел 9 задержки выключения выдает сигнал в узел 10 формирования выходного сигнала, который выключает затвор 11. Поступление импульсов излучения в рабочую головку 14 прекращается. Далее цикл повторяется.
Применение устройства подачи импульсов лазерного излучения позволяет расширить технологические возможности лазерных установок, так как обеспечивает подачу пакетов импульсов излучения, содержащих точное количество импульсов, следующих с высокой частотой повторения и имеющих малую длительность, без искажения их длительности и амплитуды.
Формула изобретения
Устройство подачи импульсов лазерного излучения, содержащее лазер, электромеханический модулятор, электромеханический затвор, рабочую головку, систему управления, подключенную к координатному столу, отличающееся тем, что, с целью расширения технологических возможностей, в него введены датчики начала отсчета и положения, последовательно соединенные узел формирования сигнала включения, узел задержки включения, узел сравнения, узел задержки выключения и узел формирования выходного сигнала, подключенного к электромеханическому затвору и входу систему управления, выходы которой подключены к вторым входам узлов формирования сигнала включения, задержки включения, сравнения и задержки выключения, второй вход узла формирования сигнала включения и третий вход сравнения соединены с пычодом датчика начала отсчета, третьи входы узлов задержки включения и исключения соединены сдатчиком положения, выход узла задержки включения соединен с вторым входом узла формирования выходного сигнала, датчики начала отсчета и положения связаны с электромеханическим модулято ром.
Перемещение за/л#00а Физ.7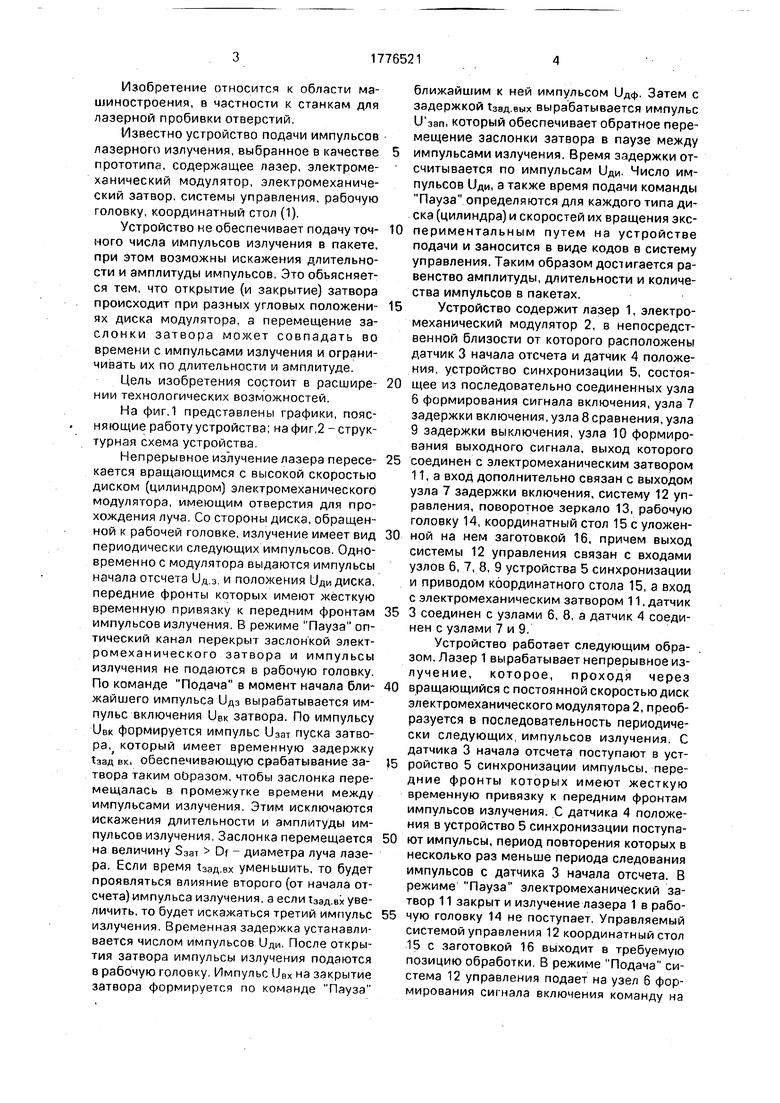
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В СЛОЯХ ПЕЧАТНЫХ ПЛАТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1610704A1 |
| ЭКСПЕРИМЕНТАЛЬНАЯ УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ВОЗДЕЙСТВИЯ НЕПРЕРЫВНОГО И ИМПУЛЬСНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА РЕЖИМЫ ФУНКЦИОНИРОВАНИЯ ФОТОПРИЕМНИКОВ ИК ДИАПАЗОНА | 2005 |
|
RU2293307C1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОШИВКИ ОТВЕРСТИЙ В ДВИЖУЩЕЙСЯ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035279C1 |
| МАЛОГАБАРИТНЫЙ АКУСТИЧЕСКИЙ МИКРОСКОП | 1995 |
|
RU2112969C1 |
| Способ получения генерации лазерных импульсов и устройство для его осуществления | 2013 |
|
RU2646939C2 |
| ЛАЗЕРНАЯ СИСТЕМА УПРАВЛЕНИЯ ДОРОЖНО-СТРОИТЕЛЬНОЙ МАШИНОЙ | 1994 |
|
RU2090707C1 |
| СПОСОБ НАВЕДЕНИЯ ЛАЗЕРНЫХ ПУЧКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2744040C1 |
| Устройство оптической записи и воспроизведения информации | 1988 |
|
SU1571665A1 |
| Устройство для оптической записи и воспроизведения информации на дисковый носитель | 1986 |
|
SU1571664A1 |
Устройство относится к машиностроению, в частности к станкам для лазерной пробивки отверстий. Устройство позволяет получить синхронизацию моментов включения (выключения) электромеханического затвора с моментами прохождения вращающимся щелевым диском электромеханического модулятора установленных позииий отсчета, которые имеют временную привязку к передним фронтам импульсом излучения. Этим обеспечивается перемещение заслонки затвора во время перекрытия оптического канала непрозрачной частью диска модулятора. Устройство содержит датчик 3 начала отсчета, датчик 4 положения, устройство 5 синхронизации, состоящее из узла 6 формирования сигнала включения, узла 7 задержки включения, узла 8 сравнения, узла 9 задержки выключения, узла 10 формирования выходного сигнала. 2 ил. Л С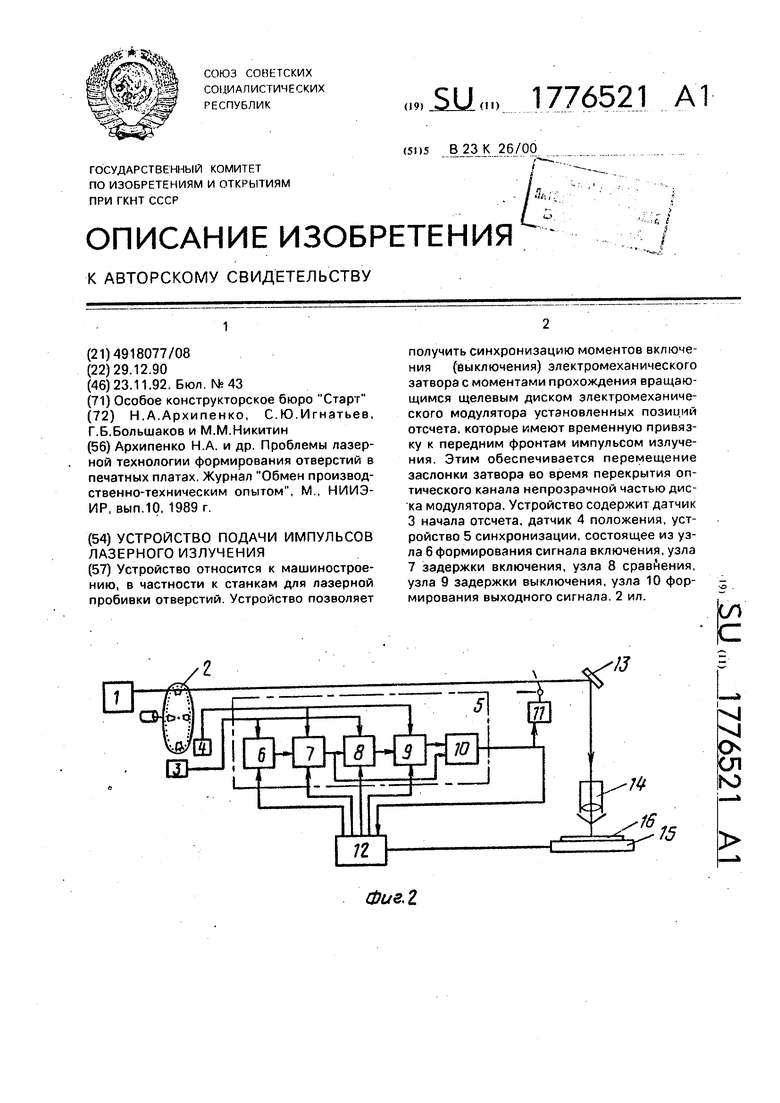
| Архипенко Н.А | |||
| и др | |||
| Проблемы лазерной технологии формирования отверстий в печатных платах | |||
| Журнал Обмен производственно-техническим опытом, М., НИИЭ- ИР, вып.10, 1989г. |
