Изобретение относится к машиностроению, в частности к лазерной технологии и оборудованию для производства многослойных печатных плат.
Цель изобретения - повышение точности и производительности обработки.
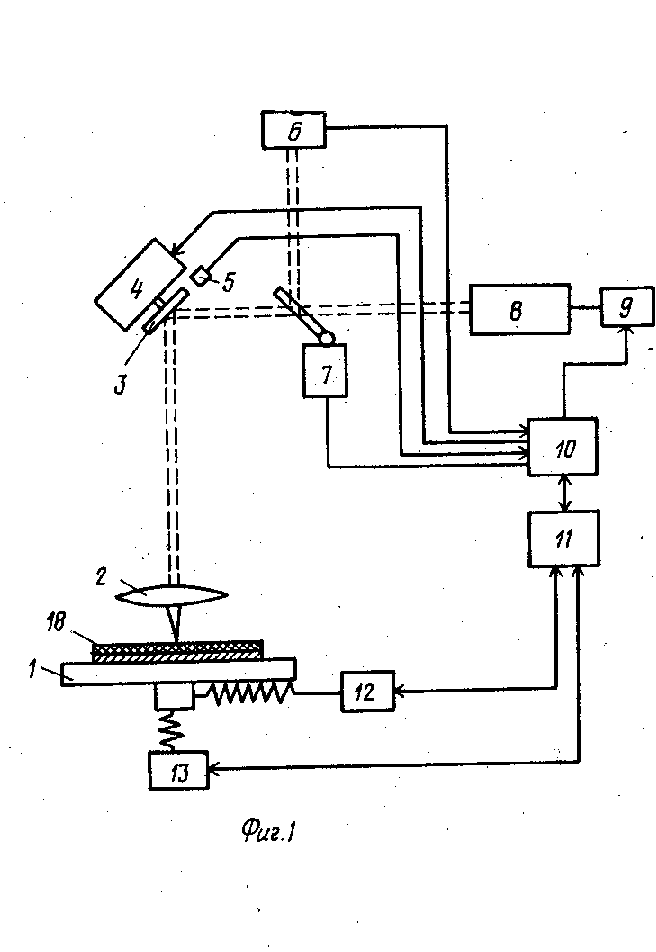
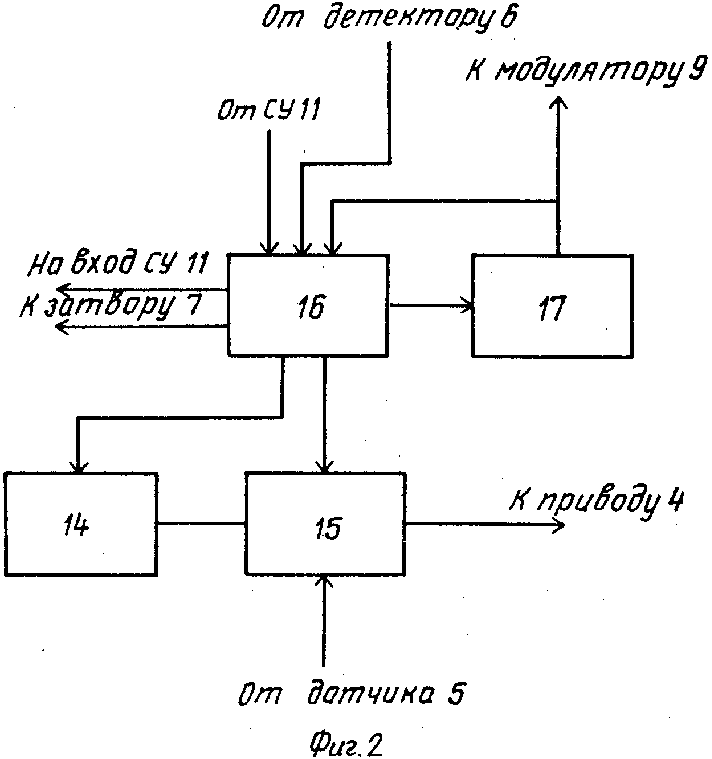
На фиг. 1 представлена структурная схема предлагаемого устройства; на фиг. 2 - структурная схема блока синхронизации.
Способ реализуется следующим образом.
Плата, состоящая из слоя диэлектрика и слоя меди, устанавливается на рабочем координатном столе устройства обработки так, что слой диэлектрика находится сверху. Затем устройство включает и стол с платой начинает перемещаться по прямой линии в направлении одной из осей координат стола. При подходке к точке формирования отверстия включается лазерное излучение и луч лазера сканируют таким образом, что его скорость совпадает или является близкой со скоростью платы по направлению и величине. При этом лазерное излучение выдается в форме пакета коротких импульсов. По окончании процесса выполнения отверстия излучение выключается, а при подходе к следующей позиции обработки цикл повторяется.
Устройство состоит из координатного стола 1 для размещения и фиксации обрабатываемой печатной платы, системы 2 фокусировки, поворотного зеркала 3 с приводом 4 сканирования и датчиком 5 частоты и фазы сканирования, импульсов детектора 6 излучения затвора 7 оптического канала, лазера 8, модулятора 9, блока 10 синхронизации, системы 11 управления, приводов 12 и 13 стола 1. Блок 10 может содержать опорный генератор 14, устройство 15 частотной и фазовой автоматической подстроки, вычислительное устройство 16 и генератор 17 сигналов модуляции.
Вход блока 10 связан электрически с системой 11 управления, датчиком 5 зеркала 3 и детектором 6, а выход - с приводом 4, затвором 7, модулятором 9 и входом системы 11. Устройство 16 блока 10 электрически связано с генератором 14, устройством 15 и генератором 17.
Устройство работает следующим образом.
В исходном состоянии стол 1 с платой 18 находится в позиции, в которой ось лазерного излучения, проходящего через систему 2, проходит вне рабочего поля платы 18. Затвор 7 закрыт. После включения подготовительного режима система 11 включает блок 10 синхронизации, который задает режим работы модулятора 9, и лазер 8 начинает вырабатывать импульсы излучения. Импульсы детектируются детектором 6 и поступают на вход блока 10. Блок 10 включает привод 4 зеркала 3 и на его вход начинают поступать электрические импульсы с датчика 5. Блок 10 осуществляет частотную и фазовую привязку сканирования зеркала 3 с учетом сдвига фазы импульсов лазерного излучения относительно импульсов модуляции. После включения подготовительного режима система 11 включает блок 10, который задает режим работы модулятора 9, и лазер 8 начинает вырабатывать импульсы излучения. Импульсы детектируются детектором 6 и поступают на вход блока 10, который включает привод 4 зеркала 3 и на его вход начинают поступать импульсы с датчика 5. Блок 10 осуществляет частотную и фазовую привязку сканирования зеркала 3 с частотой и фазой импульсов модуляции с учетом сдвига фазы импульсов излучения относительно импульсов модуляции. После включения режима обработки система 11 управления через приводы 12 и 13 приводит в движение стол 1 с платой 18 таким образом, что ось излучения, падающего на плату, проходит через линию, соединяющую позиции выполнения отверстий по одной из координат перемещений стола 1.
Система 11 управления, используя информацию блока 10, регулирует скорость движения стола 1 таким образом, что процессы излучения импульсов и сканирования луча в направлении движения стола 1 совпадают во времени с нахождением оси луча над первым и последующими узлами координатной сетки обрабатываемой платы 18. Для прошивки отверстий в заданных узлах координатной сетки система 11 выдает в блок 10 координаты узлов координатной сетки платы 18, в которых следует изготовить отверстия и данные с датчиков положения и скорости стола 1. Блок 10 на основании этих данных вырабатывает сигналы управления затворов 7, которые подаются на привод затвора 7 с некоторым опережением во времени момента начала генерации импульсов излучения. Во время прошивки отверстия затвор 7 открыт, плата 18 со столом 1 перемещается, зеркало 3 поворачивается так, что луч перемещается в направлении движения платы 18, а фокальное пятно попадает в узел координатной сетки и остается в нем весь период, за который выполняется отверстие.
По окончании выполнения отверстия на одной строке печатной платы система 11 управления выводит стол 1 за пределы совпадения оси излучения с рабочим полем платы 18 и осуществляется переход на один или несколько шагов координатной сетки по другой координате. Блок 10 производит смещение фазы между импульсами модуляции и сканирования на 180о. Система 11 переводит движение стола 1 в обратное направление и синхронизирует скорость и положение стола 1 с частотой и фазой импульсов модуляции. Далее цикл повторяется.
Блок синхронизации работает следующим образом.
С выхода системы 11 поступает сигнал на запуск устройства 16, которое запускает генератор 17 и соответственно модулятор 9, лазер 8 и привод 4 зеркала 3. Используя сигналы датчика 5, детектора 6, генератора 17, а также опорного генератора 14, устройство 15 осуществляет сначала частотную, а затем фазовую привязку сканирования зеркала 3 с импульсами излучения и модуляции. В рабочем режиме устройство 16, получая информацию от системы 11 управления о положении и скорости стола 1, а также о координатах выполняемых отверстий, рассчитывает моменты времени и производит включение и выключение затвора 7. На вход системы 11 с устройства 16 поступает информация о частоте и фазе импульсов модуляции.
Использование предлагаемых способов и устройства позволяет повышать точность и производительность обработки более чем на 30% . (56) Патент США N 4638145, кл. В 23 К 26/02, 1987.
Заявка Японии N 60-82285, кл. В 23 К 26/00, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ПРОШИВКИ ОТВЕРСТИЙ В ДВИЖУЩЕЙСЯ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2035279C1 |
| Способ лазерного сверления отверстий и устройство для его осуществления | 1990 |
|
SU1750900A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ ИМПУЛЬСНЫМ ИЗЛУЧЕНИЕМ В ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1633646A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1628365A1 |
| УЧЕБНАЯ УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ ЭКСПЕРИМЕНТОВ ПО КВАНТОВОЙ ОПТИКЕ ДЛЯ ЦЕЛЕЙ ИЗУЧЕНИЯ ПРОТОКОЛОВ КВАНТОВОЙ КРИПТОГРАФИИ | 2019 |
|
RU2722133C1 |
| Устройство подачи импульсов лазерного излучения | 1990 |
|
SU1776521A1 |
| СПОСОБ МНОГОИМПУЛЬСНОГО ЛАЗЕРНОГО ФОРМИРОВАНИЯ ОТВЕРСТИЙ ПРЕИМУЩЕСТВЕННО В ПЕЧАТНЫХ ПЛАТАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1591338A1 |
| СПОСОБ РЕГИСТРАЦИИ ОТРАЖЕННОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ОТРАЖЕННОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2408909C2 |
| ЭКСПЕРИМЕНТАЛЬНАЯ УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ВОЗДЕЙСТВИЯ НЕПРЕРЫВНОГО И ИМПУЛЬСНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА РЕЖИМЫ ФУНКЦИОНИРОВАНИЯ ФОТОПРИЕМНИКОВ ИК ДИАПАЗОНА | 2005 |
|
RU2293307C1 |
Изобретение относится к машиностроению, в частности к лазерной технологии и оборудованию для изготовления многослойных печатных плат. Цель изобретения - повышение точности и производительности обработки. Выполнение отверстий на печатной плате производится во время ее движения при сканировании импульсного излучения лазера по поверхности платы. Фокальное пятно на плате в процессе прошивки отверстия остается неподвижным или перемещается со скоростью, меньшей скорости платы. Устройство для прошивки отверстий содержит лазер, импульсный модулятор, систему фокусировки, поворотное зеркало, детектор импульсов излучения, систему управления, координатный стол для крепления обрабатывемой платы. Оно снабжено блоком синхронизации, приводом сканирования поворотного зеркала и датчиком частоты и фазы его сканирования. Блок синхронизации осуществляет синхронизацию частоты и фазы сканирования зеркала относительно частоты и фазы импульсов излучения. Система управления синхронизирует скорость перемещения стола относительно частоты и фазы импульсов излучения так, что они подают в узлы координат сетки печатной платы. Оптический затвор обеспечивает подачу излучения только в те узлы координатной сетки, где требуется прошивка отверстия. 2 с. п. ф-лы, 1 з. п. ф-лы, 2 ил.