Изобретение относится к стекольному производству, в частности к оборудованию химико-фармацевтической промышленности, и может быть использовано в машинах для выпуска лекарственных средств в ампулах.
Известно устройство для резки спаренных ампул, содержащее параллельно распо- ложенные вращающиеся синхронно в одном направлении транспортирующие диски с пазами по периферии, последовательно смонтированные приспособления для надреза капилляров заготовок, приспособление для поочередного разделения заготовок на ампулы по линии надреза и приспособление дли укладки одиночных ампул.
В этом устройстве приспособление для поочередного разделения заготовок на ампулы выполнено в виде синхронно поворотных в противоположных направлениях дисков с пазами, расположенных в плоскости, перпендикулярной к плоскости транспортирующих дисков, а каждое приспособление для укладки одиночных ампул содержит роторный транспортер, выполненный в виде наклонно расположенного диска с радиальными пазами, и кассеты, представляющие собой полую емкость с проемом, размещенным непосредственно за наклонным диском.
Наиболее близким к предлагаемому является устройство для резки спаренных ампул, содержащее питатель заготовок, нож,
| VJ
О
сь
Јь СЛ
две опоры для удержания заготовки - неподвижную и подвижную, связанную с механизмом вращения заготовки, ломатель и механизм переноса заготовки. В этом устройстве приспособление для поочередного разделения заготовки на ампулы включает в себя систему кулачков, роликов, упоров, с применением сжатого воздуха, два наклонных лотка для передачи ампул в кассету, и два толкателя для перемещения ампул по лоткам.
Кассета представляет собой полую емкость с проемом, размещенным непосредственно за наклонным лотком.
Недостатками устройств являются сложность конструкции, наличие большого числа движущихся механизмов, что снижает эксплуатационную надежность устройства. Кроме того, эти устройства не осуществляют укладку ампул в перфорированные кассеты, в которых ампулы проходят дальнейшую обработку согласно технологическому процессу: мойку, сушку и наполнение, и, следовательно, требуется наличие дополнительного сложного оборудования для набо- ра ампул в перфорированные кассеты.
Еще одним существенным недостатком известных устройств является необходимость периодической остановки для смены кассет при их заполнении, возможность раздавливания ампул а кассете или недоза- полнения последней, при том что заполняются одновременно две кассеты.
Целью изобретения является упрощение конструкции и повышение надежности работы за счет предупреждения боя ампул при передаче их с одной позиции на другую.
Указанная цель достигается тем, что в известной конструкции устройства для резки спаренных стеклянных ампул, содержа- щего питатель, дисковый нож, транспортирующее средство и приспособление для поочередного разделения надрезанных ампул и укладки их в кассету, выполненные в виде двух расположенных друг против друга направляющих, поверхности которых развернуты во взаимно противоположных направлениях на 1/4 оборота, согласно изобретению поверхности направляющих изогнуты по винтовой линии, транспортиру- ющее средство выполнено в виде ротора с пазами на части периферии, причем количество пазов составляет L/2R, где L - длина кассеты, R - радиус паза ротора, при этом кассета выполнена с продольными верти- кальными перегородками. Вертикальные перегородки кассеты могут быть выполнены Т-образными.
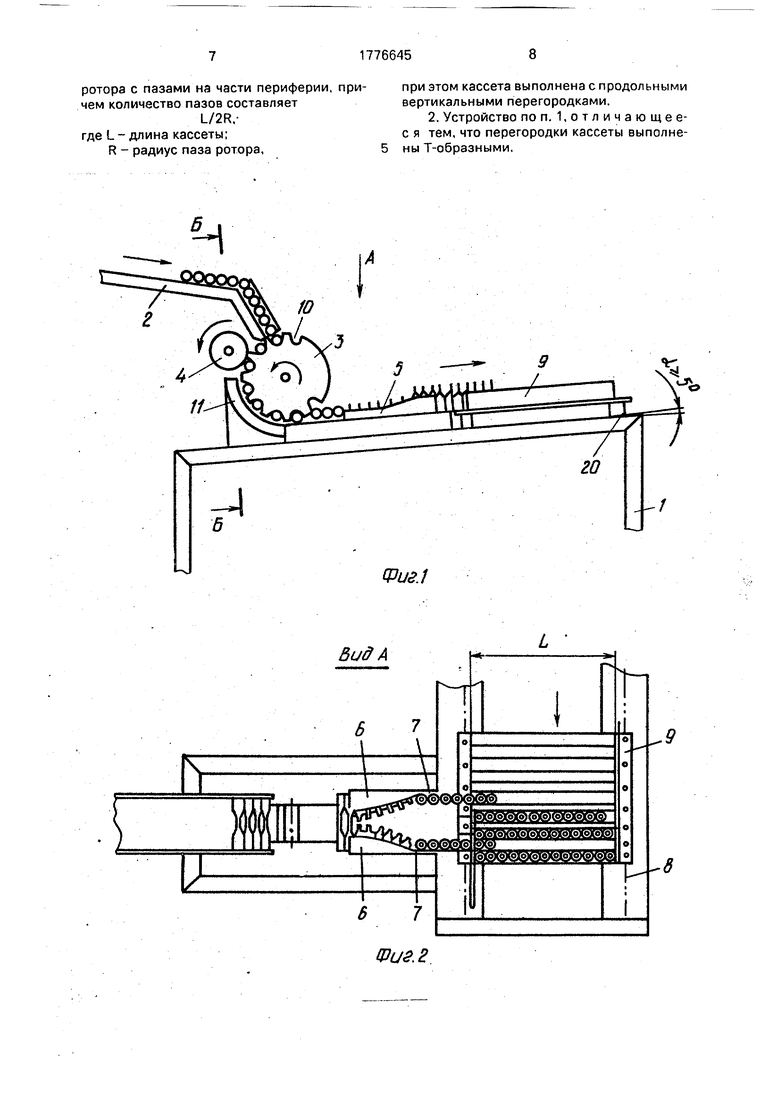
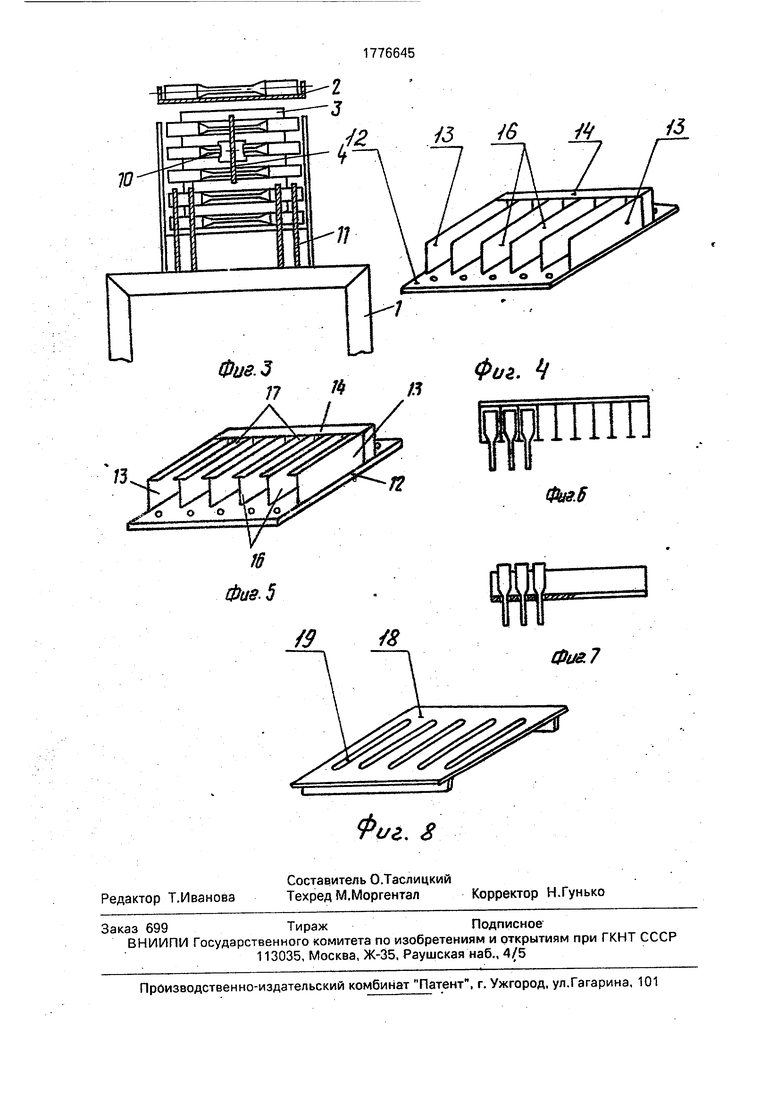
Сущность изобретения поясняется чертежами, где на фиг. 1 показана схема устройства для резки стеклянных заготовок; на фиг. 2 - то же в плане (вид по А на фиг, 1); на фиг, 3 - разрез по Б-Б на фиг, 1; на фиг. 4 - кассета для укладки одиночных ампул с продольными пазами; на фиг. 5 - кассета с Т-образными перегородками; на фиг. 6 - кассета по фиг. 5 в перевернутом положении; на фиг, 7- съемная крышка кассеты с продольными пазами (фиг. 4) в рабочем положении; на фиг. 8 - съемная крышка кассеты.
Устройство для резки стеклянных заготовок содержит станину 1 и смонтированные на ней расположенные в технологической последовательности питатель 2, приспособление для надреза капилляров, включающее роторный транспортер 3 и алмазный дисковый нож 4, и приспособление для поочередного разделения заготовок и укладки одиночных ампул в кассеты, выполненное в виде двух расположенных друг против друга лотков 5, стенки 6 и днища 7 которых изогнуты во взаимно противоположных направлениях по винтовой поверхности на 1/4 оборота.
На станине 1 непосредственно за лотками 5, перпендикулярно к ним, смонтирован транспортер 8, на котором установлена кассета 9.
На части периферийной поверхности роторного транспортера 3 выполнены пазы 10, ширина и глубина каждого из которых соответствует диаметру утолщенной части (пульки)ампулы. На станине 1 под роторным транспортером 3 установлены дугообразные направляющие 11, расстояние от которых до дна паза 10 соответствует диаметру пульки ампулы.
Кассета 9 содержит днище 12, неподвижно связанные с ней наружные боковые стенки 13, заднюю стенку 14 и съемную переднюю стенку 1В. Между станками 13, параллельно им, на днище 12 жестко закреплены вертикальные продольные перегородки 16, расстояние между которыми соответствует диаметру пульки ампулы. В верхней части перегородок 16 (фиг. 5) закреплены горизонтальные пластины 17, расстояние между которыми соответствует диаметру капилляра ампулы. Вместо горизонтальных пластин 17. кассета 9 (фиг. 4) может включать съемную крышку 18с пазами 19, ширина которых соответствует диаметру капилляра ампулы.
Количество пазов 10 на периферийной поверхности роторного транспортера 3 выбирается из соотношения
L
2 R где К - количество пазов;
L - длина отсека кассеты;
К
R - радиус паза ротора, зависящий от диаметра пульки ампулы.
Кассета 9 посредством штырьков 20 установлена на транспортере 8 таким образом, что ее длина 12 устанавливается наклонно к горизонтальной плоскости.
Устройство работает следующим образом.
Заготовки в виде спаренных своими капиллярами ампул, расположенные непре- рывным потоком на питателе 2, самотеком перемещаются к роторному транспортеру 3. При этом находящаяся у края питателя 2 очередная заготовка попадает в первый свободный паз 10 транспортера 3, вращаю- щегося против часовой стрелки (фиг . 1), и, перемещаясь вместе с транспортером 3, соприкасается капилляром с режущей кромкой алмазного дискового ножа 4, вращающегося в том же направлении, что и транспортер 3. В результате этого на капилляре образуется кольцевой надрез. Надрезанная заготовка перемещается по дугообразным направляющим 11 и, упираясь в предыдущие заготовки, перемещает их в лотки 5, где происходит разделение сдвоенной заготовки на две отдельные ампулы, каждая из которых, перемещаясь по днищу 1 и ориентируясь по стенкам 6 лотка 5, постепенно переходит из горизонтально- го положения в вертикальное. Из лотков 5 ампулы, также взаимодействуя друг с другом, перемещаются в отсеки кассеты 9, образованные перегородками 16 и боковыми стенками 13, до упора в заднюю стенку 14 (фиг. 4, 5).
В это время против лотков 5 располагается беспазовый участок роторного транспортера 3, подача заготовок в лотки прекращается, и кассета 9 транспортером 8 перемещается на расстоянии двух отсеков кассеты в направлении, перпендикулярном движению ампул. Цикл .повторяется. При этом один из лотков 5 заполняет четные ряды кассет, а другой - нечетные.
Кассеты 9 установлены на транспортере 8 вплотную друг к другу, обеспечивая непрерывность и безостановочную работу устройства. Расположение кассеты 9 под наклоном обеспечивает устойчивость ампул при их перемещении и препятствует падению их в направлении перемещения.
Далее кассета запирается съемной стенкой 15.
Для дальнейшей обработки ампул в автоматической линии типа АП-25 используется кассета с Т-образными стенками (фиг. 5). После закрытия съемной стенкой 15 такая кассета готова к работе. Она может быть
перевернута в любое положение и ампулы при этом будут удерживаться в ней (фиг. 6).
При работе по традиционной технологии, с применением термической мойки и сушки ампул, где донышки ампул должны быть открыты, а располагаются ампулы капиллярами вниз, применяется кассета с плоскими перегородками 19 (фиг. 4).
После заполнения ее ампулами и закрытия съемной стенкой 15 кассета накрывается съемной крышкой 18 и переворачивается. Дальнейшая обработка ампул производится в крышке 18 так же, как в существующей перфорированной кассете.
Выполнение приспособления для поочередного разделения заготовок в виде неподвижных лотков 5, изогнутых по винтовой поверхности на 1 /4 оборота, позволяет значительно упростить конструкцию устройства, повысить его эксплуатационную надежность, а также исключить возможность поломки и выпадания заготовок ампул при переходе их с одной позиции на другую. Кроме того, выполнение кассеты 9 с вертикальными перегородками 16, разделяющи ми полость кассеты на продольные отсеки, позволяет исключить необходимость в дополнительном, сложном по конструкции, автомате для набора ампул в перфорированные кассеты, благодаря чему также упрощается конструкция устройства.
Благодаря тому, что на роторном транспортере имеется беспазовый участок, з количество пазов на нем выбрано из отношения длины отсека кассеты к радиусу паза ротора, зависящему от диаметра пульки ампулы, обеспечивается возможность автоматизации работы устройства, и непрерывность процесса.
Таким образом, использование заяйля- емого изобретения позволит существенно упростить конструкцию устройства и повысить его эксплуатационную надежность.
Формула изобретения
1. Устройство для резки спаренных стеклянных ампул, содержащее питатель, дисковый нож, транспортирующее средство и-приспособление для поочередного разделения надрезанных ампул и укладки их в кассету, выполненные в виде двух расположенных друг против друга направляющих, поверхности которых развернуты во взаимно противоположных направлениях на 1/4 оборота, отличающееся тем, что, с целью упрощения конструкции и повышения надежности работы за счет предупреждения боя ампул при передаче их с одной позиции на другую, поверхности направляющих изогнуты по винтовой линии, транспортирующее средство выполнено в виде
ротора с пазами на части периферии, чем количество пазов составляет
L/2R, где L - длина кассеты;
R - радиус паза ротора,
при этом кассета выполнена с продольными вертикальными перегородками.
2. Устройство поп. 1,отличающее- с я тем, что перегородки кассеты выполнены Т-образными,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки стеклянных заготовок | 1980 |
|
SU945100A1 |
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| Машина для укладки ампул в кассету и их обрезки | 1940 |
|
SU60858A1 |
| Устройство для укладки ампул в кассету | 1987 |
|
SU1437299A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАПАЙКИ АМПУЛ С НЕСТОЙКИМИ | 1965 |
|
SU176369A1 |
| Устройство для укладки ампул в кассеты | 1978 |
|
SU765123A1 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| МНОГОРУЧЬЁВАЯ ТЕСТбФОРМУЮЩАЯ УСТАНОВКА ДЛЯ СДОБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242801A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ КАЛЬМАРА | 2000 |
|
RU2156576C1 |
| ЛИНИЯ АМПУЛИРОВАНИЯ ИНЪЕКЦИОННЫХ РАСТВОРОВ | 1966 |
|
SU198941A1 |
Сущность изобретения: устройство для резки спаренных стеклянных ампул содержит последовательно установленные питатель, дисковый нож, транспортирующее средство и приспособление для разделения и укладки одиночных ампул в кассету. Транспортирующее средство представляет собой ротор с пазами на части периферии. Количество пазов в роторе составляет L/2R, где L - длина кассеты, R - радиус паза ротора. Приспособление для поочередного разделения надрезанных ампул и укладки их в кассету выполнено в виде двух направляющих. Направляющие расположены друг против друга. Поверхности направляющих изогнуты во взаимно противоположных направлениях на 1 /4 оборота по винтовой линии. Кассета для укладки одиночных ампул выполнена с продольными вертикальными перегородками. Возможно выполнение перегородок кассеты Т-образными. 1 з.п.ф-лы, Зил. Ья И
5ид А
Фиг.1
Фиг. 2
10
/3
Фи. /
П
Физ.д
J
Фиг
| Устройство для резки стеклянных заготовок | 1980 |
|
SU945100A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
