Изобретение относится к области упаковки, в частности к устройствам для упаковки цилиндрических предметов, преимущественно ампул, в картонные коробки, и может быть использовано в химико-фармацевтической, пищевой промьшшенности и других отраслях народного хозяйства.
Целью изобретения является повышение производительности и качества упаковывания.
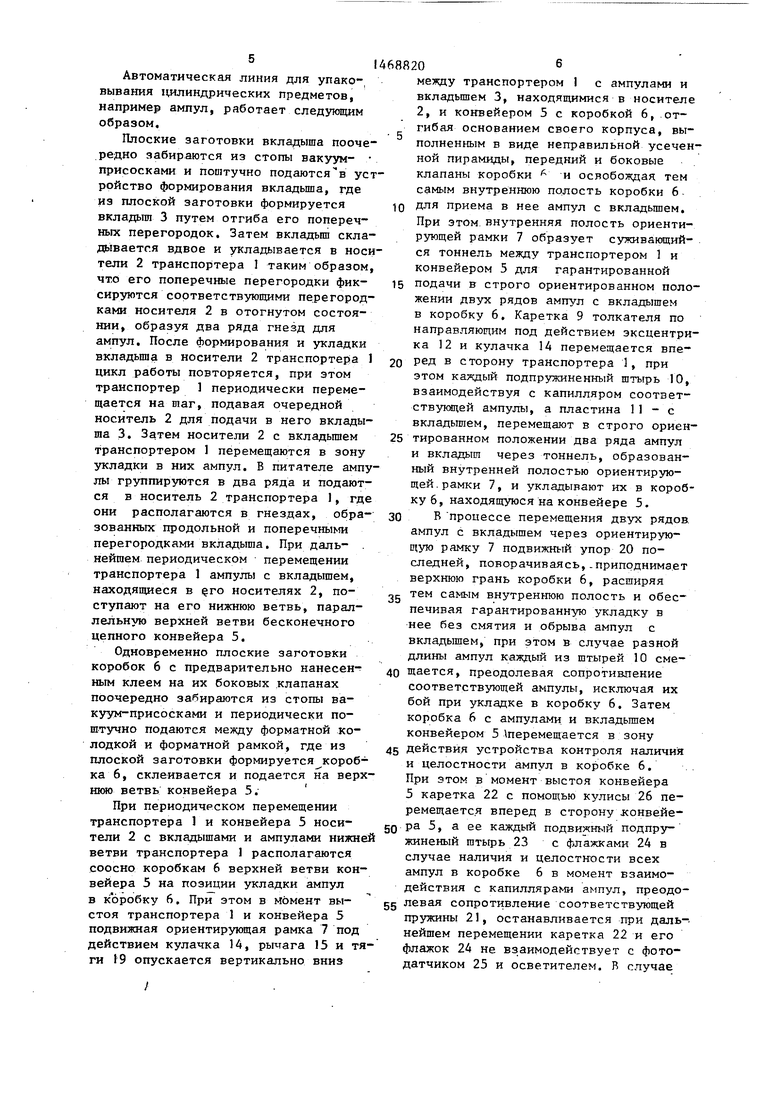
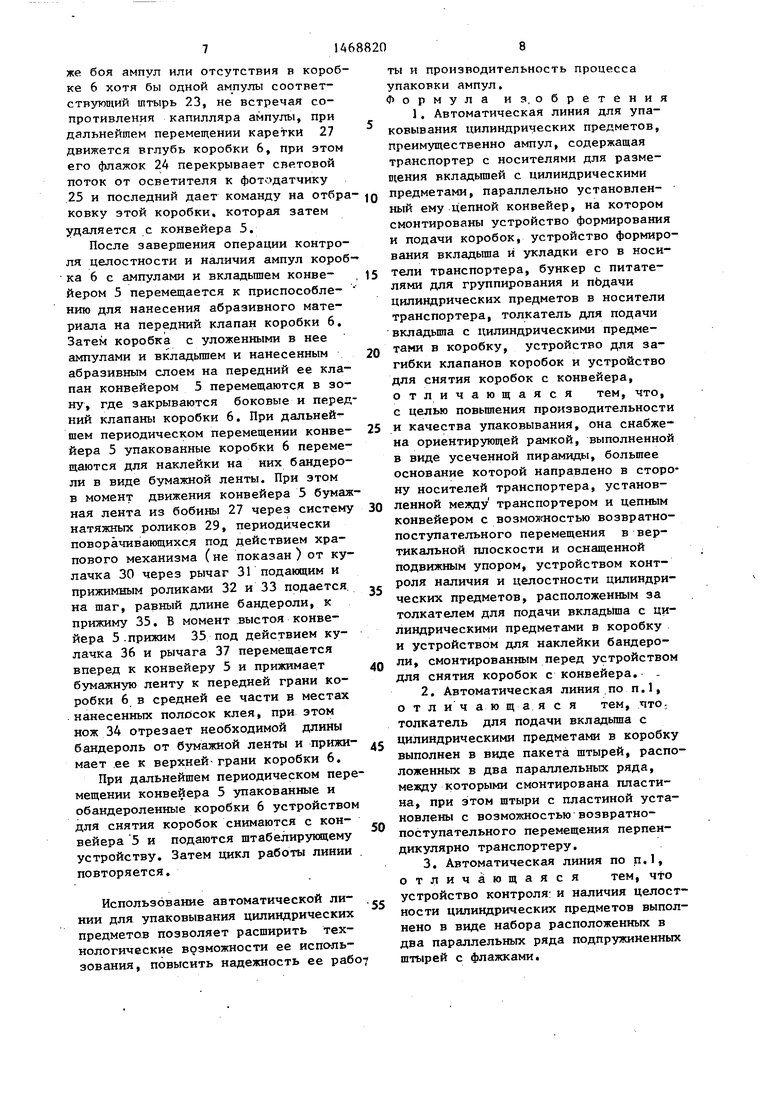
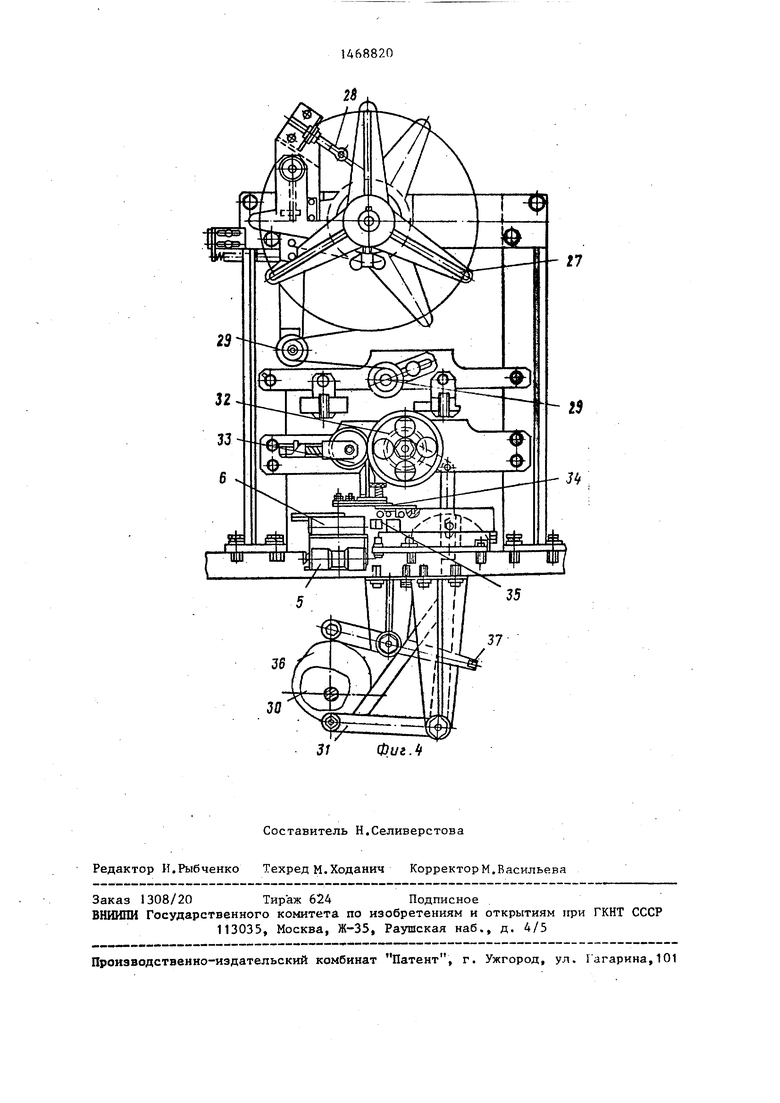
На фиг.1 показана линия в зоне формирования вкладьппа и укладки его в носители транспортера, общий вид; на фиг,2 - ориентирующая рамка; на фиг.З - ЛИНИЯ в зоне контроля наличия и целостности цилиндрических предметов в коробках; на фиг,4 - устройство для наклейки бандероли на коробки.
Автоматическая диния для упаковывания цилиндрических предметов, преимущественно ампул, содержит транспортер 1 с носителями 2 для размещения вкладышей 3 с цилиндрическими предметами 4, параллельно установлен ный ему цепной конвейер 5, на котором смонтированы устройство формирования и подачи коробок 6, устройство формирования вкладыша и укладки его в носители 2 транспортера, бункер с питателями для группирования и подачи цилиндрических предметов в носители 2 транспортера 1, толкатель для подачи вкладыша 3 с цилиндрическими предметами в коробку 6, устройство контроля наличия и целостности цилиндрических предметов, устройство для загибки клапанов коробок, устройство для наклейки бандероли и устройство для снятия коробок с конвейера,
Между транспортером 1 и цепным конвейером 5 установлена ориентирующая рамка 7, выполненная в виде усеченной пирамиды, большее основание которой направлено в-сторону, носителей 2 транспортера 1,
Устройство формирования и подачи коробок 6 на конвейер 5 включает багажник плоских заготовок коробок, форматную колонку, смонтированную с возможностью возвратно-поступательного перемещения, и форматнзда рамку Устройство формирования вкладьш1а 3 и .укладки его в носители 2 транспортера 1 содержит багажник плоских заготовок вкладышей, неподвижную матрицу и подвижные пуансон для формирования вкладьшга и толкатель для подачи его в носители 2.
Толкатель для подачи вкладьша с цилиндрическими предметами в коробк 6 выполнен в виде пакета подвижных подпружиненных посредством пружин 8 относительно каретки 9 штырей 10 расположенных в два ряда, между-ко
0
5
25
20
д
торыми смонтирована пластина 11, периодически взаимодействующая с вкладышем 3, при этом штыри 10 с пластиной 11 установлены на каретке с возможностью возвратно-поступательного перемещения по направляющим под действием эксцентрика 12 и кулисы 13 и периодического взаимодействия последовательно с носителями 2 транспортера 1, подвижной ориентирующей рамкой 7 и коробкой 6. . Ориентирующая рамка 7, смонтированная между транспортером 1 и конвейером 5, перемещается в вертикальной плоскости под действием кулачка 14 и рычага 15, Рамка 7 включает корпус 16 с основанием в.виде неправильной усеченной пирамиды, Т-образную крышку 17с планкой 18 для присоединения рамки к тяге 19 и подвижный упор 20, шар- нирно прикрепленный к крышк1г 17 для гарантированной подачи ампул во внутреннюю полость коробки 6,
Устройство контроля наличия и целостности предметов 4 в коробке 6 выполнено-в виде набора расположенных в два параллельнь1х ряда подпружиненных посредством пружин 21 отно- 30 сительно каретки 22 штырей 23 с флажками 24, периодически взаимодействующими с фотодатчиками 25, лри этом штыри 23 с флажками 24 установлены на каретке 22 с возможностью возвратно-поступательного перемещения по направлявлдим под действием эксцентрика (не показан) и кулисы 26,
Устройство для загибки клапанов коробок 6 содержит приспособление для нанесения абразивного материала на передний клапан коробки и систему копиров с вращающимся кулачком.
35
40
Устройство для наклейки бандероли на коробку 6 включает бобину 27 с тормозом 28, систему натяжных роли- -. ков 29, периодически поворачивающихся под действием храпового механизма не показан) от кулачка 30 через рычаг. 31, подающий и прижимной ролики 32 и 33, а также нож 34 с прижимом 35, смонтированные с возможностью возвратно-поступательного перемещения под действием кулачка 36 и рычага 37, Устройство для сня- tия коробок 6 с конвейера 5 и подачи их к штабелирующему устройству выполнено в виде подвижного толка-- теля.
Автоматическая линия для упаковывания цилиндрических предметов, например ампул, работает следующим образом.
Плоские заготовки вкладыша поочередно забираются из стопы вакуум- присосками и поп1тучно подаются в усройство формирования вкладыша, где из плоской заготовки формируется вкладьш 3 путем отгиба его поперечных перегородок. Затем вкладыш скла- дьшаетг.я вдвое и укладывается в носители 2 транспортера I таким образом что его поперечные перегородки фиксируются соответствующими перегородками носителя 2 в отогнутом состоянии, образуя два ряда гнезд для ампул. После формирования и укладки вкладьш1а в носители 2 транспортера 1 цикл работы повторяется, при этом транспортер 1 периодически перемещается на Biar, подавая очередной носитель 2 для подачи в него вкладыша 3, Затем носители 2 с вкладьш1ем транспортером 1 перемещаются в зону укладки в них ампул, В питателе ампулы группируются в два ряда и подаются в носитель 2 транспортера 1, где они располагаются в гнездах, образованных продольной и поперечными перегородками вкладыша. При дальнейшем периодическом перемещении транспортера 1 ампулы с вкладышем, находящиеся в го носителях 2, поступают на его нижнюю ветвь, параллельную верхней ветви бесконечного цепного конвейера 5,
Одновременно плоские заготовки коробок 6 с предварительно нанесен- ным клеем на их боковых клапанах поочередно забираются из стопы вакуум-присосками и периодически поштучно подаются между форматной колодкой и форматной рамкой, где из плоской заготовки формируется коробка 6, склеивается и подается на верхнюю ветвь конвейера 5,
При периодическом перемещении транспортера 1 и конвейера 5 носители 2 с вкладышами и ампулами нижней ветви транспортера 1 располагаются соосно коробкам 6 верхней ветви конвейера 5 на позиции укладки ампул в коробку 6, При этом в момент вы- стоя транспортера 1 и конвейера 5 подвижная ориентирующая рамка 7 под действием кулачка 14, рычага 15 и тяги 19 опускается вертикально вниз
/.
5
10
15
20
25
4688206
между транспортером 1 с ампулами и вкладьш1ем 3, находящимися в носителе 2, и конвейером 5 с коробкой 6, .отгибая основанием своего корпуса, выполненным в виде неправильной усеченной пирамиды, передний и боковые клапаны коробки f и освобождая тем самым внутреннюю полость коробки 6. для приема в нее ампул с вкладьппем. При этом внутренняя полость ориентирующей рамки 7 образует суживающийся тоннель между транспортером 1 и конвейером 5 для гарантированной подачи в строго ориентированном положении двух рядов ампул с вкладышем в коробку 6, Каретка 9 толкателя по направляющим под действием эксцентрика 12 и кулачка 14 перемещается вперед в сторону транспортера 1, при этом каждый подпружиненный штырь 10, взаимодействуя с капилляром соответствующей ампулы, а пластина 11 - с вкладьппем, перемещают в строго ориентированном положении два ряда ампул и вкладыш через тоннель, образованный внутренней полостью ориентирующей, рамки 7, и укладывают их в короб- куб, находящуюся на конвейере 5.
В процессе перемещения двух рядов. ампул с вкладышем через ориентирую- П5ую рамку 7 подвижный упор 20 последней, поворачиваясь,-приподнимает верхнюю грань коробки 6, расширяя тем самым внутреннюю полость и обеспечивая гарантированную укладку в нее без смятия и обрыва ампул с вкладьшем, при этом в случае разной длины ампул каждый из штырей 10 сме- 40 щается, преодолевая сопротивление соответствующей ампулы, исключая их бой при укладке в коробку 6, Затем коробка 6 с ампулами и вкладьш1ем конвейером 5 перемещается в зону 45 действия устройства контроля наличия и целостности ампул в коробке 6, При этом в момент выстоя конвейера 5 каретка 22 с помощью кулисы 26 пе- ремещаетс.я вперед в сторону конвейе- 50 ра 5, а ее каждый подвижный подпру- жиненый штырь 23 с флажками 24 в случае наличия и целостности всех ампул в коробке 6 в момент взаимодействия с капиллярами ампул, преодо- 55 левая сопротивление соответствующей пружины 21, останавливается при даль-, нейшем перемещении каретка 22 и его флажок 24 не взаимодействует с фотодатчиком 25 и осветителем, В случае
30
35
же боя ампул или отсутствия в коробке 6 хотя бы одной ампулы соответствующий штырь 23, не встречая сопротивления капилляра ампулы, при дальнейшем перемещении каретки 27 движется вглубь коробки 6, при этом его флажок 24 перекрывает световой поток от осветителя к фотодатчику 25 и последний дает команду на отбра ковку этой коробки, которая затем удаляется с конвейера 5.
После завершения операции контроля целостности и наличия ампул коробка 6 с ампулами и вкладышем конве- йером 5 перемещается к приспособлению для нанесения абразивного материала на передний клапан коробки 6. Затем коробка с уложенными в нее ампулами и вкладьшем и нанесенным абразивным слоем на передний ее клапан конвейером 5 перемещаются в зону, где закрываются боковые и передний клапаны коробки 6. При дальней тем периодическом перемещении конве- йера 5 упакованные коробки 6 перемещаются для наклейки на них бандероли в виде бумажной ленты. При этом в момент движения конвейера 5 бумажная лента из бобины 27 через систему натяжных роликов 29, периодически поворачивающихся под действием храпового механизма (не показан ) от кулачка 30 через рычаг 3Г подающим и прижимным роликами 32 и 33 подается на шаг, равный длине бандероли, к прижиму 35. В момент выстоя конвейера 5 .прижим 35 под действием кулачка 36 и рычага 37 перемещается вперед к конвейеру 5 и прижимае.т бумажную ленту к передней грани коробки 6 в средней ее части в местах . нанесенных полосок клея, при этом нож 34 отрезает необходимой длины бандероль от бумажной ленты и прижи- мает ее к верхней-грани коробки 6.
При дальнейшем периодическом пермещении конвейера 5 упакованные и обандероленные коробки 6 устройство для снятия коробок снимаются с кон- вейера 5 и подаются штабелирующему устройству. Затем цикл работы линии повторяется.
Использование автоматической линии для упаковывания цилиндрических предметов позволяет расширить технологические возможности ее использования, повысить надежность ее рабо
0 5 0 5
р
5
ты и производительность процесса
упаковки ампул.
Формула из, обретения
1. Автоматическая линия для упаковывания цилиндрических предметов, преимущественно ампул, содержащая транспортер с носителями для размещения вкладьш1ей с цилиндрическими предметами, параллельно установленный ему цепной конвейер, на котором смонтированы устройство формирования и подачи коробок, устройство формирования вкладьша и укладки его в носители транспортера, бункер с питателями для группирования и пЬдачи цилиндрических предметов в носители транспортера, толкатель для подачи вкладьтаа с цилиндрическими предметами в коробку, устройство для загибки клапанов коробок и устройство для снятия коробок с конвейера, отличающаяся тем, что, с целью повышения производительности и качества упаковывания, она снабжена ориентирующей рамкой, выполненной в виде усеченной пирамиды, большее основание которой направлено в сторону носителей транспортера, установленной между транспортером и цепным конвейером с возможностью возвратно- поступательного перемещения в вертикальной плоскости и оснащенной подвижным упором, устройством контроля наличия и целостности цилиндрических предметов, расположенным за толкателем для подачи вкладьша с цилиндрическими предметами в коробку н устройством для наклейки бандероли, смонтированным перед устройством для снятия коробок с конвейера.
2.Автоматическая линия по п.1, отличающаяся тем, что, толкатель для подачи вкладьш1а с цилиндрическими предметами в коробку выполнен в виде пакета штырей, расположенных в два параллельных ряда, между которыми смонтирована пластина, при этом штыри с пластиной установлены с возможностью возвратно- поступательного перемещения перпендикулярно транспортеру.
3.Автоматическая линия по п.1, отличающаяся тем, что устройство контроля: и наличия целостности цилиндрических предметов выполнено в виде набора расположенных в два параллельных ряда подпружиненных штырей с флажками.
/J

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| Линия для упаковывания ампул | 1985 |
|
SU1512862A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| Автоматическая линия для упаковывания штучных изделий в картонные пачки | 1990 |
|
SU1782870A1 |
| Устройство для укладки цилиндрических изделий в коробки с гофровкладышами | 1985 |
|
SU1315362A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Устройство для подачи и отбраковки упаковываемых предметов | 1987 |
|
SU1495211A2 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для подачи и отбраковки упаковываемых предметов | 1982 |
|
SU1106747A1 |
| БИБЛИОТЕКААвторы | 1973 |
|
SU369068A1 |
Изобретение относится к расфа- совочно-упаковочному оборудованию, в частности к линиям для упаковки цилиндрических предметов, например ампул, в. картонные коробки, и может быть использовано в химико-фармацевтической, пищевой промышленности и других отраслях народного хозяйства, Цель изобретения - повышение производительности и качества упаковывания. Автоматическая линия для упаковывания цилиндрических предметов содержит транспортер с носителями для размещения вкладышей с цилиндрическими предметами, параллельно установленный ему цепной конвейер, возле которого смонтировань устроит ство формирования и подачи коробок, устройство формирования вкладыша и - укладки его в носители транспортера, бункер с питателями для группирования и подачи цилиндрических предметов в носители транспортера, толкатель для подачи вкладьша с цилиндрическими предметами в коробку, устройство для загибания клапанов коробок и устройство для снятия коробок с конвейера. Линия снабжена также ориентирующей рамкой, выполненной в виде усеченной пирамиды, большее основание которой направле-. но в сторону носителей транспортера, установленной между транспортером и цепным конвейером с возможностью возвратно-поступательного перемещения в вертикальной плоскости и оснащенной подвижным упором. Линия снабжена также устройством контроля наличия и целостности цилиндрических предметов, расположенным за толкателем для подачи вкладыша с цилиндрическими пр едмета;ми в коробку, и устройством для наклейки бандероли, смонтированным перед устройством для снятия коробок с конвейера. 2 з.п. ф-лы, 4 ил. i (Л 4 05 00 00 ю
Фиа.1
Л
fS
tl
30
Составитель Н.Селиверстова
Редактор И.Рыбченко Техред М.Ходанич Корректор М.Васильева
Заказ 1308/20 Тираж 624 Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
Фиг л
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 0 |
|
SU247097A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| БИБЛИОТЕКААвторы | 0 |
|
SU369068A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
