Изобретение относится к производству прокладочных термоклеевых материалов для швейной промышленности и может быть использовано в изготовлении швейных изделий, формоустойчивость которых требует переменной жесткости в различных зонах, например, жакетов, пиджаков, пальто, корсетных изделий.
В качестве аналога может быть рассмотрен способ изготовления многозонального термоклеевого прокладочного материала, в качестве его основы используется основовя- занное трикотажное полотно с тремя зонами жесткости (мягкой, переходной и жесткой), сформированными технологическим процессом ткачества. На это исходное многозональное полотно наносится точечное термоклее вое покрытие по всей ширине полотна, одинаковое по всем зонам. Однако в процессе нг-несения адгезивного покрытия такое полотно трудно поддается обработке, вытягивается в мягкой и более тонкой зоне с образованием складок, морщит; что значительно снижает клеящую способность и качество прокладочного материала. В качестве основы такого многозонального термоклеевого материала может быть использовано только специально сформированное текстильное полотно, что ограничивает технологические возможности производства и обуславливает значительные затраты трудоемкости в подготовке полотна.
Наиболее близким к предлагаемому техническим решением является способ изготовления многозонального прокладочного материала, согласно которому прокладочный материал изготавливают из нетканого полотна, содержащего первичные зоны различной жесткости, сформиро ч4 v| VI vj СО
vj
ванные с применением различных связующих и/или различного содержания связующего. При нанесении связующего формируемые зоны различной жесткости разделены перегородками. Связующее поступает из наклонных труб, причем в зону высокой жесткости - более концентрированная дисперсия менее эластичного клея, чем в зону низкой жэсткости, а в зону переходной жесткости - через обе трубы при гомогенизации в смесителе.
Необходимо отметить значительную трудоемкость описанного способа, включающего приготовление связующего различной концентрации, его вспенивание для ограничения движения клея между зонами, гомогенизацию двух различных связующих и другие технологические трудности, связанные с мокрым пооцессом. Таким образом, очевидно, что формирование зон жесткости прокладочного материала на любой, не требующей специальной подготовки текстильной основе, является важным техническим решением.
Целью изобретения является расширение технологических возможностей при уп- рощении процесса изготовления и повышения качества многозонального прокладочного термоклеевого материала.
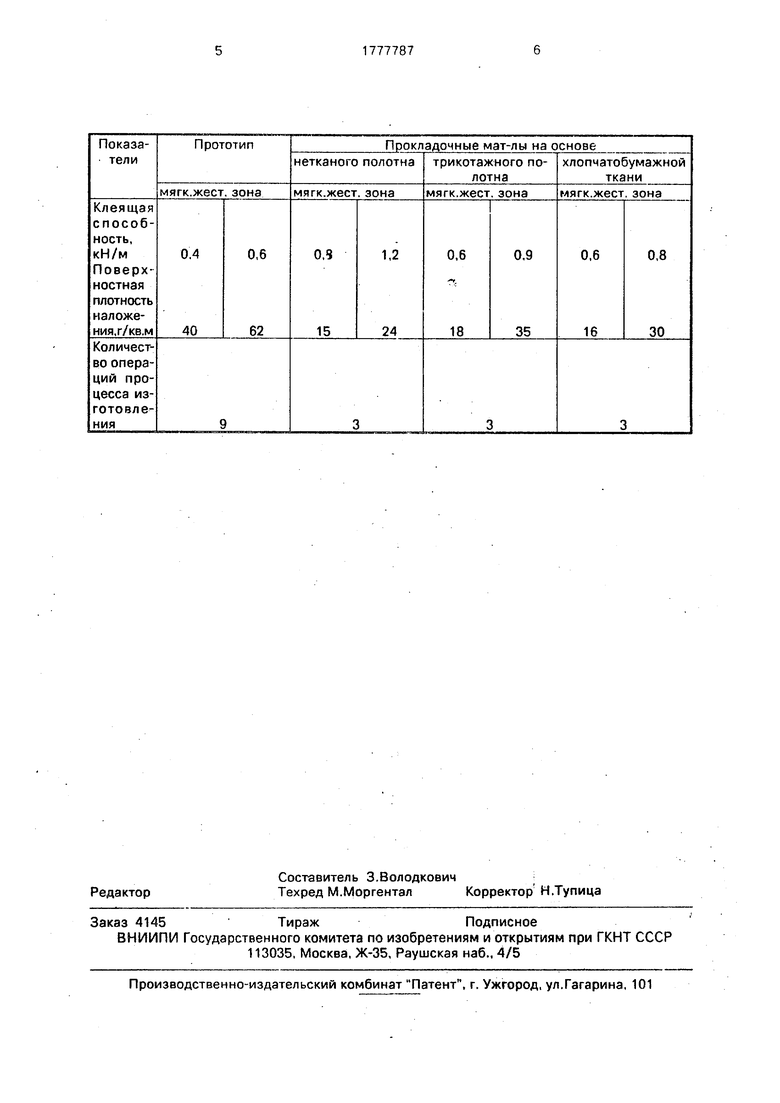
Это достигается тем, что на текстильную основу, взятую без предварительной обработки, наносят адгезивное покрытие с одинаковой плотностью наложения по всей ее ширине для формирования зоны низкой жесткости, а затем формируют зоны высокой и переходной жесткости путем дополнительного нанесения адгезивного покрытия с одинаковой плотностью наложения по ширине зоны высокой жесткости и с равномерно убывающей плотностью наложения между границами зон высокой жесткости. Свойства прокладочного материала, полученного по предлагаемому методу, представлены в таблице.
П р и м е р. На оборудовании, оснащенном узлами нанесения дискретного клеевого покрытия из порошкообразных термопластов методами глубокой печати и напыления, на трикотажное ворсованное полотно наносят методом глубокой печати точечное регулярное покрытие из сополиа- мидного порошка по всей ширине полотна, что формирует мягкую зону, затем осуществляют напыление сополиамидного или сополиэфирного порошка по ширине жесткой зоны, соответствующей модели швейного изделия. Переходная зона формируется за счет естественного отскока частиц полимернего порошка при напылении, осуществляемом с помощью щеточного вала. Полученный прокладочный материал может быть использован для жакетов и пальто. Как видно из приведенного примера, в качестве
основы прокладочного материала может быть использовано любое полотно, не требующее специальной выработки или обработки, Технологические возможности предлагаемого способа расширяются значительно, так как с изменением требований швейной промышленности могутбыть изменены ширина и расположение зон прокладочного материала без дополнительных приспособлений и затрат, В то же время
процесс изготовления максимально упрощен: в один технологический проход наносится адгезивное покрытие по всей ширине полотна на 1-м узле, дополнительно наносится адгезивное покрытие на требуемую
ширину на 2-м узле. Качество получаемого материала, оцениваемое клеящей способностью, превосходит нормы технических требований швейной промышленности и прототипа.
Формула изобретения Способ получения многозонального прокладочного термоклеевого материала для швейных изделий, включающий нанесение адгезивного покрытия на основу из нетканого полотна и фоомирование по меньшей мере трех зон жесткости - вйсо- кой, переходной и низкой по ее ширине, о т- личяющийся тем, что, с целью повышения качества материала при одновременном упрощении процесса изготовления, зоны жесткости формируют в две стадии, при этом на первой стадии наносят адгезивное покрытие одинаковой плотности по
всей ширине основы методом глубокой печати, а на второй стадии формируют зоны высокой и переходной жесткости посредством дополнительного нанесения адгезивного покрытия методом напыления, которое
по ширине зоны высокой жесткости формируют с одинаковой плотностью наложения и с равномерно убывающей плотностью наложения между границами зон высокой и низкой жесткости.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ ПЛЕЧЕВОЙ ОДЕЖДЫ | 1989 |
|
RU2069059C1 |
| Способ получения термоклеевых прокладочных материалов | 1990 |
|
SU1743551A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО ТРИКОТАЖНОГО ПОЛОТНА ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 1999 |
|
RU2152751C1 |
| ТЕРМОКЛЕЕВОЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ | 2005 |
|
RU2312571C2 |
| Способ изготовления нетканого прокладочного материала для швейных изделий | 1990 |
|
SU1777786A1 |
| Способ получения термоклеевого прокладочного материала для швейных изделий | 1988 |
|
SU1618798A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЗОНАЛЬНОГО ПРОКЛАДОЧНОГО МАТЕРИАЛА ДЛЯ ВЕРХНЕЙ ОДЕЖДЫ | 1992 |
|
RU2075958C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО МАТЕРИАЛА | 2002 |
|
RU2228692C1 |
| Способ получения многослойного прокладочного материала для швейных изделий | 1980 |
|
SU981017A1 |
| ТРИКОТАЖНАЯ БОРТОВАЯ ПРОКЛАДКА | 1991 |
|
RU2029008C1 |
Использование: в швейной промышленности. Сущность изобретения: способ получения многозонального прокладочного термоклеевого материала для швейных изделий включает операции: нанесение адгезивного покрытия на основу из нетканого полотна и формирование по меньшей мере трех зон жесткости - высокой, переходной и низкой по ее ширине. Зоны жесткости формируют в две стадии. На первой стадии наносят адгезивное покрытие одинаковой плотности по всей ширине основы методом глубокой печати, а на второй стадии формируют зоны высокой и переходной жесткости посредством дополнительного нанесения адгезивного покрытия методом напыления, которое по ширине зоны высокой жесткости формируют с одинаковой плотностью наложения и с равномерно убывающей плотностью наложения между границами зон высокой и низкой жесткости. 1 табл. (Л С
| Патент Великобритании № 1498037,кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
