Изобретение касается изготовления деталей машин, в частности зубчатых деталей, имеющих несколько параллельно работающих зубчатых венцов, и монет быть использовано при производстве двухвенцовых звездочек цег ных передач.
Наиболее близким техническим решением к изобретению является заготовка (блок) из листового металла состоящая из двух дисков (чаиек) с наружными фланцами, плотно вложенными один в другой. Фланцы дисков при вложении один г другой соприкасаются.
К недостаткам этой конструкции относится наличие двух дисков, вложенных один- в другой, что лишает заготовку жесткости при приложении к ней радиальных усилий и приводит к дрфсрмации. изменяющей взаимное положение периферийных частей заготовки.
Целью изобретения явтяется повышение качества изделий путем увепичент точности взаимного положений периферийных частей дисков.
Это достигается тем что у заготовки, выполненной лз двух листовых дисков, центральные части которых скреплены между собой, а периферийные части выполнены профильными, периферийная часть каждого диска выполнена с профилем в виде волнового гофра, выпуклая поверхность которого обращена с наружной стороне заготовки при этом скрепление центральных частей дисков выполнено в виде кругового сварно го шва или в виде точечного сварного шва
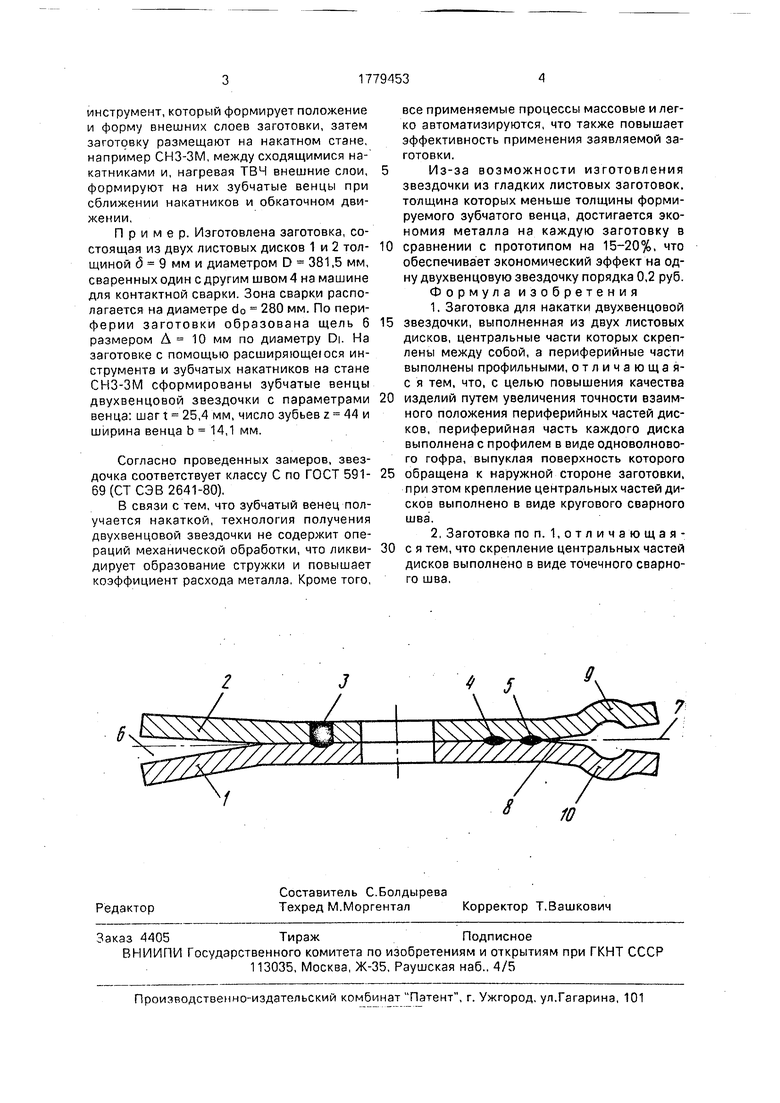
На чертеже; изображена предлагаемая заготовка.
Заготовка состоит из двух листовых дисков 1 и 2, скрепленных друг с другом с помощью сварки, либо в отдельных местах сварными заклепками 3, либо сваренными по кругу одним или несколькими швами 4 5 оасположенными между центром детали и периферийной щелью 6 образованной за счет предварительного прогиба круглых деталей 1 и 2 Величина щели 6 уменьшается от периферии 7 до зоны 8 сварки а между сечениями 7 и 8 могут располагаться на правленные наружу гофры 9 и 10
При формировании из заявляемой зато товки двухвенцовой ЗВРЛДГЧКИ первоначально в щель 6 вводится pauimr ющ.ш
сл
с
Ч
1-4
о
Јь СЛ
со
инструмент, который формирует положение и форму внешних слоев заготовки, затем заготовку размещают на накатном стане, например СНЗ-ЗМ, между сходящимися накатниками и, нагревая ТВЧ внешние слои, формируют на них зубчатые венцы при сближении накатников и обкаточном движении.
Пример. Изготовлена заготовка, состоящая из двух листовых дисков 1 и 2 тол- щиной (5 9 мм и диаметром D 381,5 мм, сваренных один с другим швом 4 на машине для контактной сварки. Зона сварки располагается на диаметре do 280 мм. По периферии заготовки образована щель 6 размером А 10 мм по диаметру DI. На заготовке с помощью расширяющеюся инструмента и зубчатых накатников на стане СИЗ-ЗМ сформированы зубчатые венцы двухвенцовой звездочки с параметрами венца: шаг t 25,4 мм, число зубьев z 44 и ширина венца b 14,1 мм.
Согласно проведенных замеров, звездочка соответствует классу С по ГОСТ 591- 69 (СТ СЭВ 2641-80).
В связи с тем, что зубчатый венец получается накаткой, технология получения двухвенцовой звездочки не содержит операций механической обработки, что ликви- дирует образование стружки и повышает коэффициент расхода металла, Кроме того,
все применяемые процессы массовые и легко автоматизируются, что также повышает эффективность применения заявляемой заготовки.
Из-за возможности изготовления звездочки из гладких листовых заготовок, толщина которых меньше толщины формируемого зубчатого венца, достигается экономия металла на каждую заготовку в сравнении с прототипом на 15-20%, что обеспечивает экономический эффект на одну двухвенцовую звездочку порядка 0,2 руб.
Формула изобретения
1.Заготовка для накатки двухвенцовой звездочки, выполненная из двух листовых дисков, центральные части которых скреплены между собой, а периферийные части выполнены профильными, отличающая- с я тем, что, с целью повышения качества изделий путем увеличения точности взаимного положения периферийных частей дисков, периферийная часть каждого диска выполнена с профилем в виде одноволново- го гофра, выпуклая поверхность которого обращена к наружной стороне заготовки, при этом крепление центральных частей дисков выполнено в виде кругового сварного шва.
2,Заготовка поп. 1,отличающая- с я тем, что скрепление центральных частей дисков выполнено в виде точечного сварного шва,
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для зубчатого венца | 1989 |
|
SU1697960A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2019354C1 |
| Заготовка зубчатого колеса | 1989 |
|
SU1639858A1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ накатки зубчатых профилей | 1991 |
|
SU1810197A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА БОЛЬШОЙ МОЩНОСТИ КАНАЛЬНОГО | 2003 |
|
RU2262754C2 |
| Способ накатки цилиндрического зубчатого профиля | 1985 |
|
SU1489909A1 |
| Накатник для зубчатых колес | 1990 |
|
SU1801697A1 |
Использование: для изготовления из дисков изделий типа двухвенцовой звездочки Сущность изобретения: заготовка содержит два скрепленных по окружности диска. Диски выполнены из листа Периферийная часть образована с кольцевой щелью На каждом диске выполнен круговой гофр обращенный выпуклостью наружу. Гофр расположен между периферией дисков и местом их скрепления. Диски скреплены между собой сварным швом 1 з п ф-лы 1 ил.
| Патент США № 4162567 кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
