Изобретение относится к машиностроению, в частности к накатке зубчатых профилей, и может быть использовано при изготовлении зубчатого венца звездочек цепных передач.
Известен способ горячей накатки, реализованный в стане для накатывания зубчатых профилей [1], при котором нагретую в индукторе заготовку подают на позицию накатки, накатывают на ней зубья, пускают в индуктор, где в случае необходимости подогревают и затем закаливают водяным душем из спрейера.
Недостатком известного способа является отсутствие подогрева заготовки непосредственно в процессе деформирования, что ухудшает условия пластичности металла, а следовательно, и качество изделия.
Наиболее близким к изобретению является способ прокатки зубчатых профилей, при котором производят пластическое деформирование нагретой заготовки путем радиального внедрения зубьев накатников в наружную поверхность заготовки с промежуточной остановкой подачи накатников после начала внедрения, с последующим формированием полного профиля зубьев на скорости рабочей подачи и калиброванием зубьев [2].
Недостатком известного способа является невозможность его использования при накатке зубьев звездочек, где устойчивое деление на требуемое число зубьев осуществляется не на 0,05-0,1 оборота заготовки и момента внедрения зубьев инструмента в заготовку, как у зубчатых колес, а за 1-2 оборота заготовки, когда произошло касание заготовкой реборд инструмента.
Целью изобретения является расширение технологических возможностей, повышение качества изготовления звездочек цепных передач за счет улучшения условий формообразования.
Это достигается тем, что в известном способе накатки, при котором производят пластическое деформирование нагретой заготовки путем радиального внедрения зубьев накатников в наружную поверхность заготовки с промежуточной остановкой подачи накатников после начала внедрения, последующим формированием полного профиля зубьев на скорости рабочей подачи и калиброванием зубьев, согласно изобретения подогрев зубьев в процессе деформирования и промежуточную остановку подачи накатников осуществляют с момента касания заготовкой реборд накатников, при этом продолжительность промежуточной остановки подачи накатников определяется временем подогрева зубьев заготовки до температуры ковки.
Специфической особенностью формообразования зуба звездочки является наличие двух зон: зоны набора толщины венца и зоны роста зуба. Формирование зон происходит неодновременно. Венец начинает набираться сразу после внедрения зубьев накатников в заготовку, при этом уширение венца осуществляется до момента касания заготовкой реборд накатников (в направлении оси ординат). Затем уширение приостанавливается и венец окончательно формируется в направлении оси абсцисс на всю величину зоны набора венца. Рост же зуба в отличии от венца происходит только после касания заготовкой реборд накатников в направлении оси абсцисс.
Таким образом, с моментом касания заготовкой реборд накатников связаны два процесса: рост зуба с формированием его вершины и окончательный набор венца. На эти два процесса большое влияние оказывает пластичность металла нагреваемой зоны. После нагрева заготовки ТВЧ перед началом накатки до температуры 1050...1100оС начинается интенсивная теплоотдача с ее поверхности, причем скорость охлаждения составляет 60...100оС/с. С началом деформирования к теплоотдаче в окружающую среду и вглубь заготовки прибавляется теплопередача в накатники и смазку. Эта теплопередача достигает максимума с момента касания металлом заготовки реборд накатников, так как в этом месте наибольшая площадь контакта заготовки с накатником. Происходит значительная потеря тепла в этой зоне.
В то же время, с другой стороны, геометрия зацепления звездочек такова, что с уменьшением их шага резко уменьшается объем металла в области вершины зуба. Так, если в торцовом сечении звездочки с шагом 15,876 мм ширина зуба у основания равна 8,84 мм, а на вершине 4,6 мм, то у звездочки с шагом 12,7 мм эти размеры соответственно 4,9 мм и 2,60 мм. Это приводит к тому, что у мелкошаговых звездочек помимо общего падeния теплосодержания, ухудшающего пластичность металла, имеют место трудности с заполнением гравюры накатников, формирующей вершину зуба звездочки, и в зоне набора венца.
Для поддержания пластичности металла заготовки необходим его подогрев. Учитывая описанную специфику формообразования зуба и венца звездочки, целесообразно подогрев осуществлять на завершающей стадии накатки после касания заготовкой реборд накатников.Для устойчивого формирования вершин зубьев/преимущественно мелкошаговых звездочек/и снижения возможных погрешностей первоначального деления заготовки на требуемое число касания заготовкой реборд накатников во время подогрева осуществлять промежуточную калибровку при неизменном межцентровом расстоянии между заготовкой и накатником. В этот период происходит нагрев зубьев до температуры 850...950оС, что делает металл достаточно пластичным для заполнения гравюры накатника и формирования симметричного профиля зубьев. Кроме того, появляется возможность улучшать кинематическую точность формируемых на стадии деления зубьев за счет постоянства межцентрового расстояния в условиях достаточной пластичности металла заготовки.
Описываемый способ изготовления зубчатых профилей типа звездочек цепных передач, обеспечивая подогрев зубьев в процессе деформирования и промежуточную остановку подачи накатников в момент касания заготовкой реборд накатников, улучшает заполнение гравюры накатника и форму профиля вершины зуба, кинематическую точность зубьев, что способствует повышению качества изготовления звездочек цепных передач.
В предлагаемом способе изготовления звездочек накатка осуществляется на станах с вынесенной позицией нагрева, когда нагрев заготовок осуществляется в кольцевом индукторе, а подогрев в зоне накатки осуществляется с момента касания заготовкой реборд накатников.
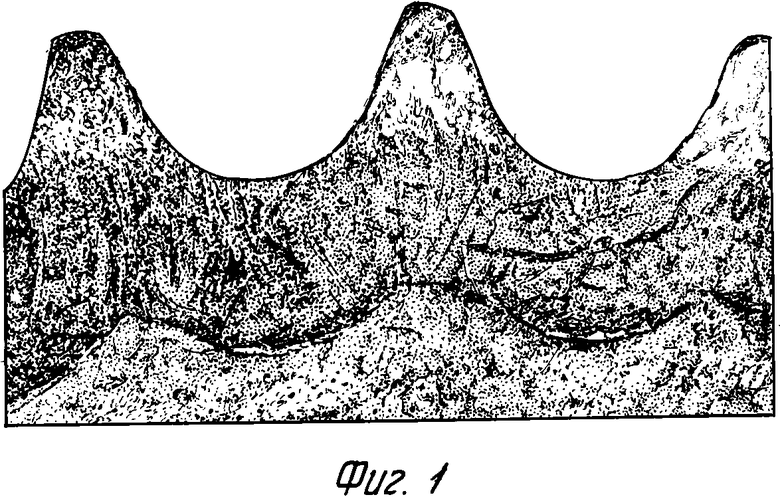
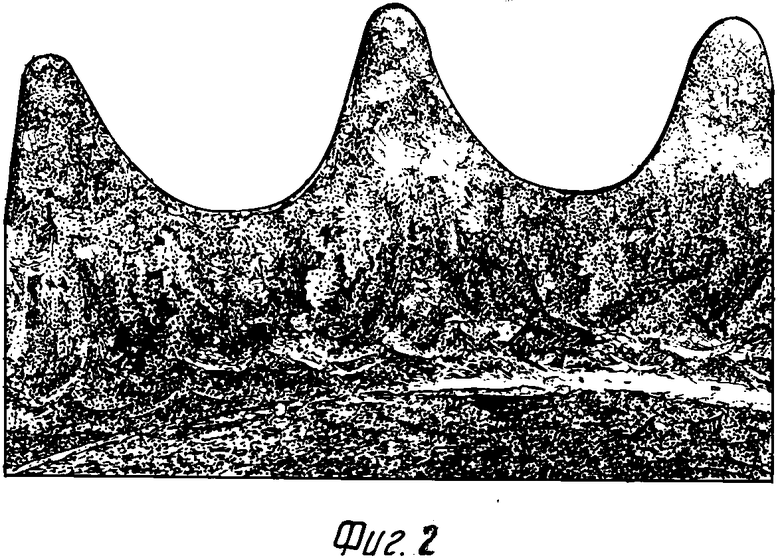
На фиг.1 показано накатывание зубьев звездочки шагом t = 12,7 мм, с числом зубьев z = 36, без подогрева и промежуточной остановки подачи накатников; на фиг.2 - накатывание зубьев звездочки шагом t = 12.7 мм с числом зубьев z = 436 с подогревом и промежуточной остановкой подачи накатников.
Предлагаемый способ накатки звездочек осуществлен на стане СНЗ-2М конструкции ГПО "РостНИИТМ" с вынесенной позицией нагревa заготовок. Диаметр заготовок 151 мм, число зубьев накатника z = 96, скорость первой рабочей подачи v1 = 4 мм/с, скорость второй рабочей подачи v2 = 0,7...1,2 мм/с. Из общего числа заготовок составлялось две партии по 15 заготовок в каждой. Первая партия обрабатывалась по следующей технологии. Заготовка нагревалась в кольцевом индукторе на вынесенной позиции в течение 20...22 с до температуры 1100...1150оС, затем шибером стана подавалась на позицию накатки, где накатывалась в представленных выше режимах. После обработки звездочка подвергалась замерам и визуальному контролю.
Как видно из фиг. 2 отсутствие подогрева в процессе деформирования и промежуточной остановки подачи накатников с момента касания заготовкой реборд накатников приводит к плохому формированию головки зуба (полностью не заполняется калибр инструмента), а погрешность шага составляет 0,2-0,3 мм.
Другая партия заготовок накатывалась следующим образом. Заготовка нагревалась на вынесенной позиции до температуры 1100...1150оС в течение 20... 22 с, а затем шибером подавалась на позицию накатки. Сходящиеся накатники начинали формировать зубчатый профиль на скорости v1 = 4 мм/с, через 6...7 с после начала внедрения накатника происходит касание заготовкой реборд накатника. Реле времени дает команду на остановку радиальной подачи накатников и включение секторного индуктора ТВЧ. При этом пирометр, установленный в зоне прокатки, измеряет температуру нагрева заготовки по излучению.
В это время валки обкатывают заготовку при постоянном межцентровом расстоянии. Спустя 10...11 с, когда температура на зубьях достигнет величины 850. . . 900оС, пирометр вырабатывает команду на отключение нагрева ТВЧ и включение второй рабочей подачи валков со скоростью v2 = 0,9 мм/с. Происходит формирование головки зуба и окончательный набор венца. После завершения сближения накатников происходит окончательная калибровка зубьев звездочек.
Как видно из фиг. 3 заполнение вершины зубьев нормальное. При этом погрешность шага зубьев звездочек уменьшилось и находится в пределах 0,12.. .0,15 мм.
Таким образом, подогрев зубьев перед заключительной стадией деформирования и промежуточная остановка подачи накатников благоприятно сказываются на процесс формообразования, улучшает заполнение калибра и кинематическую точность изделия.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ, при котором проводят пластическое деформирование нагретой заготовки путем радиального внедрения зубьев накатников в наружную поверхность заготовки с промежуточной остановкой подачи накатников после начала внедрения, с последующим формированием полного профиля зубьев на скорости рабочей подачи и калиброванием зубьев, отличающийся тем, что промежуточную остановку подачи накатников и подогрев зубьев осуществляют в процессе деформирования в момент касания заготовкой реборд накатников, при этом продолжительность промежуточной остановки подачи накатников определяется временем подогрева зубьев заготовки до температуры ковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2019354C1 |
| Способ чистового формирования зубчатых профилей | 1989 |
|
SU1696073A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| Способ накатывания деталей с наружным зубчатым профилем | 1985 |
|
SU1287973A1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| Заготовка для зубчатого венца | 1989 |
|
SU1697960A1 |
| Заготовка зубчатого колеса | 1989 |
|
SU1639858A1 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| Заготовка для накатки двухвенцовой звездочки | 1989 |
|
SU1779453A1 |
Использование: обработка металлов давлением, в частности изготовление зубчатого венца звездочек цепных передач. Сущность изобретения: подогрев зубьев в процессе деформирования и промежуточную остановку подачи накатников осуществляют в момент касания заготовкой реборд накатников, при этом продолжительность промежуточной остановки подачи определяют временем подогрева зубьев заготовки до температуры ковки. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ, при котором проводят пластическое деформирование нагретой заготовки путем радиального внедрения зубьев накатников в наружную поверхность заготовки с промежуточной остановкой подачи накатников после начала внедрения, с последующим формированием полного профиля зубьев на скорости рабочей подачи и калиброванием зубьев, отличающийся тем, что промежуточную остановку подачи накатников и подогрев зубьев осуществляют в процессе деформирования в момент касания заготовкой реборд накатников, при этом продолжительность промежуточной остановки подачи накатников определяется временем подогрева зубьев заготовки до температуры ковки.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1172167, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
