(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Заготовка зубчатого колеса | 1989 |
|
SU1639858A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Заготовка для накатки двухвенцовой звездочки | 1989 |
|
SU1779453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2019354C1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| Способ накатывания деталей с наружным зубчатым профилем | 1985 |
|
SU1287973A1 |
| Способ горячей прокатки сложных профилей и устройство для его осуществления | 1988 |
|
SU1639855A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
Изобретение относится к машиностроению, а именно для изготовления дисковых звездочек цепных передач, и может быть использовано для производства звездочек цепных передач. Цель изобретения -снижение трудоемкости изготовления зубьев звездочек цепной передачи при горячей накатке и повышение надежности. Листовая заготовка звездочки цепной передачи состоит из круглого плоского диска 1 с центральным отверстием 2 и центричным кольцевым гофром, расположенным между радиусом, но не ближе, чем на расстоянии, равном трем толщинам заготовки к ее на- р/жному диаметру. Это позволяет увеличить жесткость в радиальном направлении за счет того, что после окончания накатки происходит остывание накатывания зубчатого венца, сжатия неуширенной части заготовки и деформации зоны, гофра со снятием напряжений сжатия. 2 ил.
о ю
3
Изобретение относится к машиностроению, а именно к конструкциям заготовок для изготовления дисковых звездочек цепных передач, и может быть использовано в сельскохозяйственном и общем машиностроении для производства звездочек цепных передач с применением накатывания.
Целью изобретения является снижение трудоемкости изготовления зубьев звездочек цепной передачи при горячей накатке и повышение надежности за счет создания дополнительной жесткости в радиальном направлении.
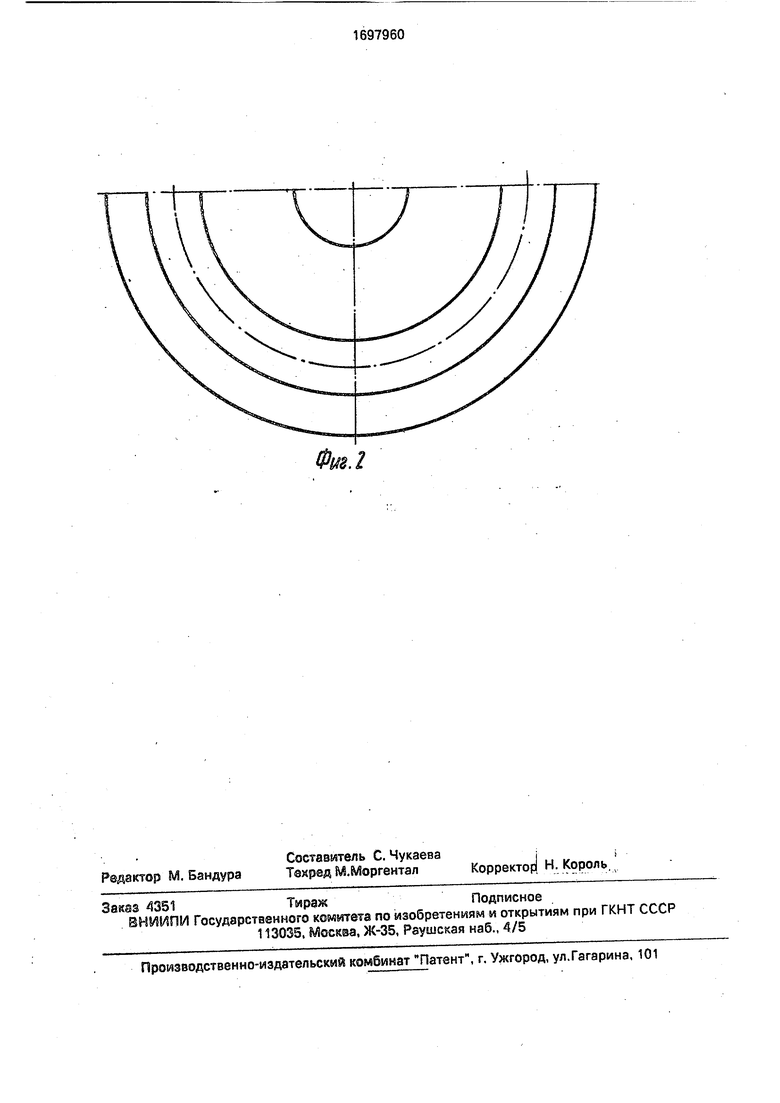
На фиг.1 показано сечение заготовки; на фиг.2 - часть заготовки, вид сверху.
Способ осуществляется следующим образом.
На листе в виде диска с центральным Отверстием выполнен кольцевой выступ в $иде одностороннего гофра с плавными переходами.
При выполненном гофре, после накатывания на нагретом наружном диаметре заготовки зубчатого венца, в процессе Остывания звездочки и создании напряжений в недеформированном теле заготовки, напряжение взаимодействует с зоной .гофра, обладающей повышенной податливостью, и гасится в ней незначительно деформируемый гофр. При этом звездочка не теряет своих рабочих размеров и не вы- пучивается, что позволяет накатывать зубчатые венцы на заготовках с толщиной 5-3 мм. При, этом гофр должен быть расположен вблизи накатываемого венца, но находится вне зоны нагрева наружного края при накатке, так как в этом случае при накатке начинается его деформация и потеря кольцевой формы, что ведет к браку детали. Зона нагрева обычно составляет 2-4 толщины заготовки. При более тонких звездочках ширина зоны нагрева может находиться в средних пределах. Так при нагреве секторным индуктором в процессе накатки она может уменьшаться. Однако ввиду возможных ее колебаний гофр должен находиться от наружного края на расстоянии не менее трех толщин заготовки. Так как при чрезмерном удалении гофра от наружного диаметра его эффективность уменьшается-, гофр выполняется в промежутке между средним диаметром заготовки и наружным диаметром не ближе, чем на расстоянии, равном тройной толщине заготовки от наружного диаметра.
Заготовка для зубчатого венца состоит из круглого плоского диска 1 с центральным
отверстием 2 и центральным кольцевым гофром 3.
При использовании заготовки для горячей накатки звездочек она устанавливается
между сходящимися накатниками, нагревается и приводится в согласованное вращение, при этом по ее наружному диаметру образуются зубья с утолщением Получаемого зубчатого венца. После окончания накатки происходит остывание накатывания зубчатого венца, сжатие неуширенной части заготовки и деформации зонь, гофра со снятием напряжений сжатия.
Пример. Изготовлены опытные партип листовых заготовок из листа толщиной 3 мм стали 45.
Наружные диаметры дисков ьыполнены 153 мм, центральное отверстие 48 мм и цен- тричным кольцевым гофром с наружным диаметром гофра 115 мм, внутренним диаметром гофра примерно 90 мм (точные замеры затруднительны ввиду плавного закругления при входе на гофр), высота гофра составляет 3,5 мм,
На заготовках произведено накатывание партии звездочек цепных передач с шагом 12,7 мм, число зубьев 35 и толщиной обода 4,9 мм.
Проведенные замеры партии готовых
звездочек показали соответствие их параметру группе С ГОСТ 591-69.
Наличие концентричного кольцевого выступа на диске заготовки у накатываемого обода предотвращает выпучивание диска
при остывании звездочки после горячего накатывания. Испытания показали надежность предлагаемой конструкции. Расход металла на испытанных звездочках снизился на 31-42% в сравнении с прототипом.
Формула изобретения Заготовка для зубчатого венца, выполненная в виде листа, имеюа его форму диска с центральным отверстием и кольцевым выступом, отличающаяся тем, что, с целью снижения трудоемкости изготовления зубьев звездочек цепной передачи при горячей накатке и повышения надежности за счет создания дополнительной жесткости
в радиальном направлении, кольцевой выступ выполнен в виде одностороннего гофра с плавными переходами к нему от заготовки и расположен между средним радиусом заготовки и ее наружным радиусом на расстоянии, равном трем толщинам заготовка от ее наружного диаметра, при высоте гофра не меньше толщинь заготовки.
| Заявка ФРГ № 3006201, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
