Изобретение относится к области обработки металлов давлением, в частности к изготовлению зубчатых колес и может быть использовано для калибровки цилиндрических зубчатых колес.
Известен способ накатки зубчатых колес при нагреве их с помощью ТВЧ, осуществляемый на стане ЦК5ММ-58, при котором заготовку зажимают на шпинделе, нагревают ее поверхность с помощью ТВЧ до заданной температуры, а затем сближают накатные валки и формируют на ней зубчатый венец, который затем калибруют при неподвижных осях накатников
Наиболее близким к предлагаемому способу является способ накатки звездочек цепных передач, при котором заготовка устанавливается по внутреннему отверстию на разжимной цанге центрального шпинделя стана и нагревают до температуры 1100- 1250°С с индуктором ТВЧ Затем заготовку подают в зону установки инструмента для
накатывания, после чего накатники сближаются и образуют на листовой заготовке уши- ренный зубчатый венец, который калибруется после установки сближения накатников.
К недостаткам известного способа относится то, что в процессе накатки точная заготовка достаточно быстро остывает, что меняет сопротивление металла заготовки деформации и ухудшает условие накатки во время калибровки, когда оси накатников не сближаются, остывающий зубчатый венец сжимается и отходит от обкатывающих его накатников, что снижает эффективность калибровки и точность получаемого изделия.
Целью изобретения является повышение точности накатывания за счет дополнительного калибрования профилей.
Для достижения этого в способе, при котором вначале осуществляют накатку предварительно нагретой до определенной
VI Os
VJ
ел
температуры заготовку, а затем ее калиб- ровкуна одном и том же стане, одним и тем же комплектом накатных роликов, согласно изобретению заготовку между накатыванием и калиброванием подвергают нагреву по- средством ТВЧ до указанной ранее температуры.
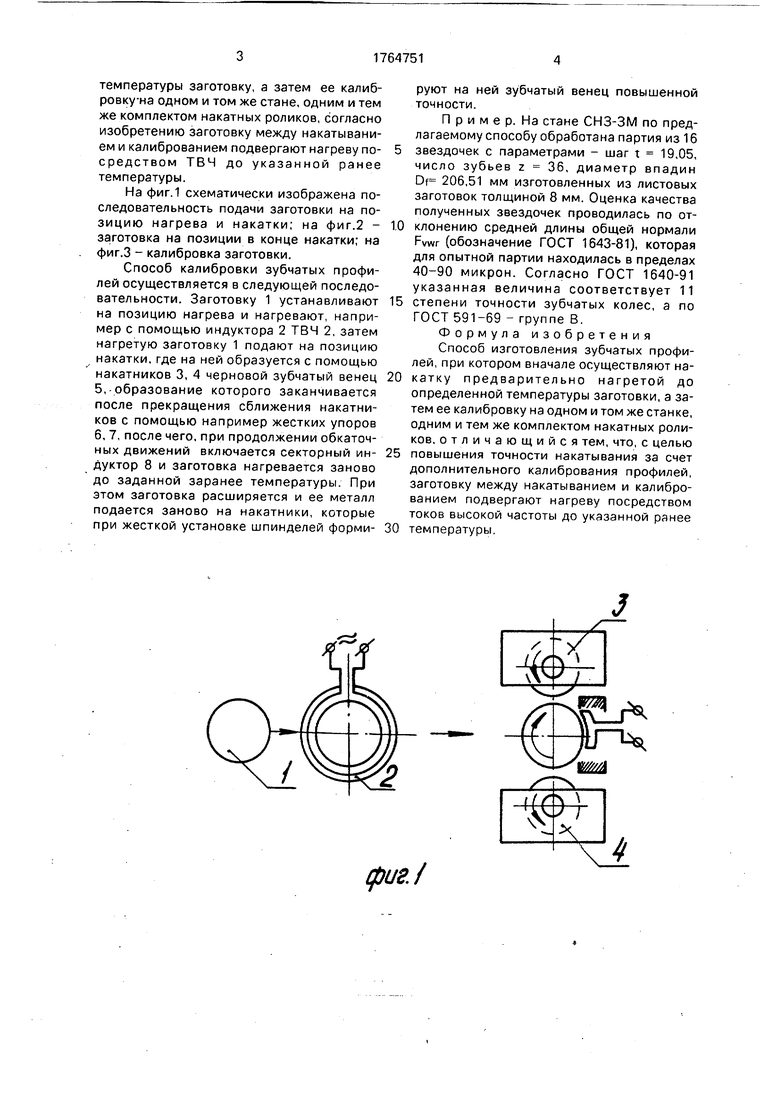
На фиг.1 схематически изображена последовательность подачи заготовки на позицию нагрева и накатки; на фиг.2 - заготовка на позиции в конце накатки; на фиг.З - калибровка заготовки.
Способ калибровки зубчатых профилей осуществляется в следующей последовательности. Заготовку 1 устанавливают на позицию нагрева и нагревают, например с помощью индуктора 2 ТВЧ 2, затем нагретую заготовку 1 подают на позицию накатки, где на ней образуется с помощью накатников 3, 4 черновой зубчатый венец
5,образование которого заканчивается после прекращения сближения накатников с помощью например жестких упоров
6,7, после чего, при продолжении обкаточных движений включается секторный ин- дуктор 8 и заготовка нагревается заново
до заданной заранее температуры. При этом заготовка расширяется и ее металл подается заново на накатники, которые при жесткой установке шпинделей форми-
руют на ней зубчатый венец повышенной точности.
П р и м е р. На стане СНЗ-ЗМ по предлагаемому способу обработана партия из 16 звездочек с параметрами - шаг t 19,05, число зубьев z 36, диаметр впадин Df 206,51 мм изготовленных из листовых заготовок толщиной 8 мм. Оценка качества полученных звездочек проводилась по отклонению средней длины общей нормали Fvwr (обозначение ГОСТ 1643-81), которая для опытной партии находилась в пределах 40-90 микрон. Согласно ГОСТ 1640-91 указанная величина соответствует 11 степени точности зубчатых колес, а по ГОСТ 591-69 - группе В.
Формула изобретения Способ изготовления зубчатых профилей, при котором вначале осуществляют накатку предварительно нагретой до определенной температуры заготовки, а затем ее калибровку на одном и том же станке, одним и тем же комплектом накатных роликов, отличающийся тем, что, с целью повышения точности накатывания за счет дополнительного калибрования профилей, заготовку между накатыванием и калиброванием подвергают нагреву посредством токов высокой частоты до указанной ранее температуры.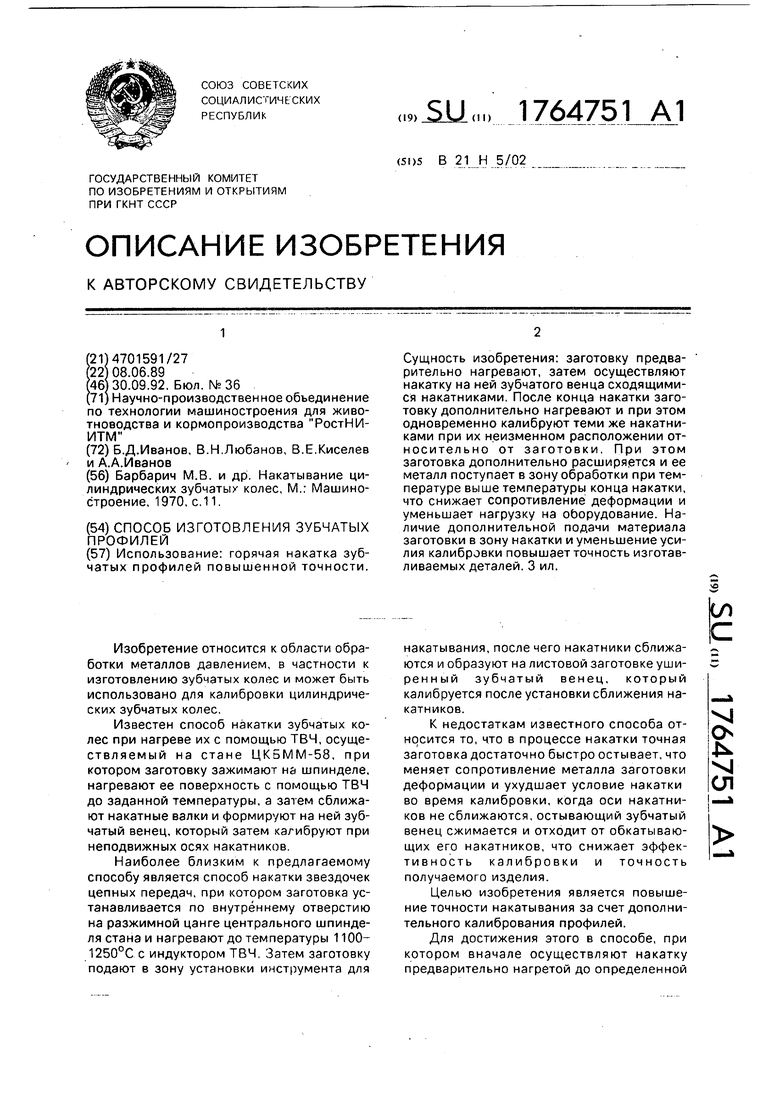
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ чистового формирования зубчатых профилей | 1989 |
|
SU1696073A1 |
| Стан-полуавтомат для горячей накатки зубчатых колес | 1978 |
|
SU786126A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2019354C1 |
| Зубонакатный стан | 1990 |
|
SU1808451A1 |
| Стан для накатки зучбатых профилей | 1987 |
|
SU1579617A1 |
| Способ накатывания деталей с наружным зубчатым профилем | 1985 |
|
SU1287973A1 |
Использование: горячая накатка зубчатых профилей повышенной точности. Сущность изобретения: заготовку предварительно нагревают, затем осуществляют накатку на ней зубчатого венца сходящимися накатниками. После конца накатки заготовку дополнительно нагревают и при этом одновременно калибруют теми же накатниками при их неизменном расположении относительно от заготовки. При этом заготовка дополнительно расширяется и ее металл поступает в зону обработки при температуре выше температуры конца накатки, что снижает сопротивление деформации и уменьшает нагрузку на оборудование. Наличие дополнительной подачи материала заготовки в зону накатки и уменьшение усилия калибровки повышает точность изготавливаемых деталей.3 ил.
cpuzf
фиг. 2
8
| Барбарич М.В | |||
| и др | |||
| Накатывание цилиндрических зубчатых колес, М.: Машиностроение, 1970, с.11 |
