Изобретение относится к машиностроению и может быть использовано при сборке изделий типа защитных кожухов, шлангов, гибких валов, тросов и т.п.
Известен способ наконечника с эластичным стержнем, заключающийся в укладке конца эластичного стержня, например гибкого вала, в канале разъемной пресс-формы, радиальном осаживании неподвижного конца эластичного стержня путем обжатия при поступательном перемещении пуансона относительно матрицы, лужении осаженного конца припоем, всаживании сформированного конца эластичного стержня в посадочные отверстия наконечника и обжатии наконечника.
Известно устройство, реализующее операции этого способа сборки наконечника с эластичным стержнем, представляющим совокупность приспособлений, не объединенных конструктивно в единое целое: пресс-форму, выполненную в виде матрицы и пуансона, которая обеспечивает радиальное осаживание конца эластичного стержня, при этом матрица и пуансон в сомкнутом виде образуют призматический формирующий ручей (канал), симметричный относительно плоскости разъема, а также набор оправок, гильз и паяльник, предназначенные для лужения составных элементов эластичного стержня - проволок гибкого вала с целью исключения "разлохмачивания" проволок при всаживании конца вала в отверстие наконечника.
Известный способ сборки наконечника с эластичным стержнем - гибким валом с устройством для его реализации обладает следующими недостатками:
1) низкой производительностью сборки, обусловленной наличием трудоемкой операции - лужения;
2) низким качеством сборки, обусловленной обжигом нагартованных проволок по концам участков и искривлением этих участков в совокупности с их кислотной коррозией.
Наиболее близким по технической сущности к достигаемому положительному эффекту предлагаемого изобретения является способ сборки наконечника с эластичным стержнем, выбранный в качестве прототипа и заключающийся в натягивании оплетки из металлической проволоки на оболочку Боудена, обжатии торцов опретки в трубки, лужение оплетки, обрезки концов оплетки и снятии заусениц, всаживании в посадочное отверстие наконечника, отпрессовки наконечника.
Операции такого способа реализованы устройством, содержащим набор приспособлений, таких, как оправку, гильзы, шаблоны, ручной пресс, паяльник, которые не объединены конструктивно в единое целое.
Недостатками такого способа сборки наконечника с эластичным пустотелым стержнем и устройства, его реализующего, являются следующие:
1) низкая производительность сборки, обусловленная наличием трудоемкой операции лужения оплетки, также наличием иных (второстепенных операций, выполняемых после лужения, но необходимых для облегчения всаживания в посадочное отверстие эластичного стержня.
2) низкое качество сборки, обусловленное отжигом нагартованных проволок по концам оплетки в совокупности с кислотой коррозией проволок.
Целью изобретения является повышение производительности и качества сборки путем сокращения или исключения вспомогательных операций и приспособлений.
Поставленная цель достигается тем, что в способе сборки наконечника с пустотелым эластичным стержнем, включающем установку стержня в разъемный штамп, радиальное осаживание стержня, установку в посадочное отверстие наконечника, опрессовку наконечника, в отличие от прототипа, перед помещением стержня в штамп внутри стержня устанавливают втулку, а радиальное осаживание осуществляют путем поступательного перемещения стержня с втулкой в штампе.
Операции этого способа могут быть реализованы различными модификациями устройств, например, устройством для сборки, содержащим штамп в виде продольно-разъемной фильеры, состоящей из установленных в контакте двух полувтулок и фиксаторами, в отличие от прототипа, полувтулки выполнены со скосами на поверхности разъема, соединены между собой шарнирно, причем ось поворота полувтулок перпендикулярна оси фильеры в точке пересечения скосов и снабжены упругими элементами, расположенными на внешней поверхности полувтулок, а в торце фильеры выполнена проточка для фиксации наконечника.
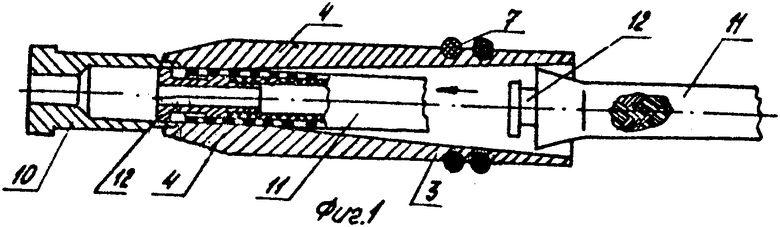
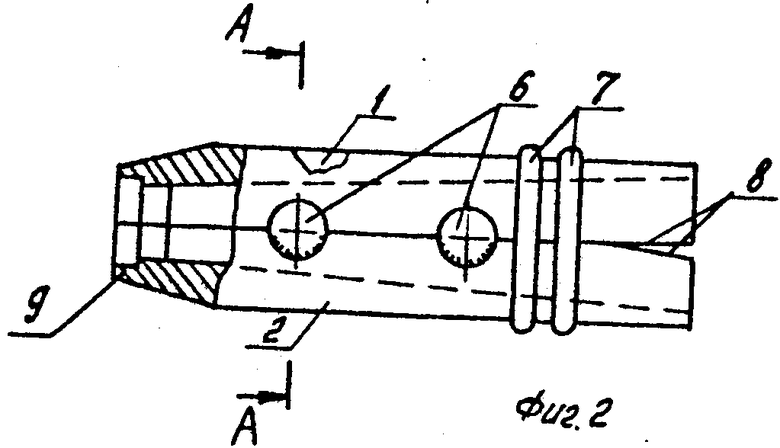
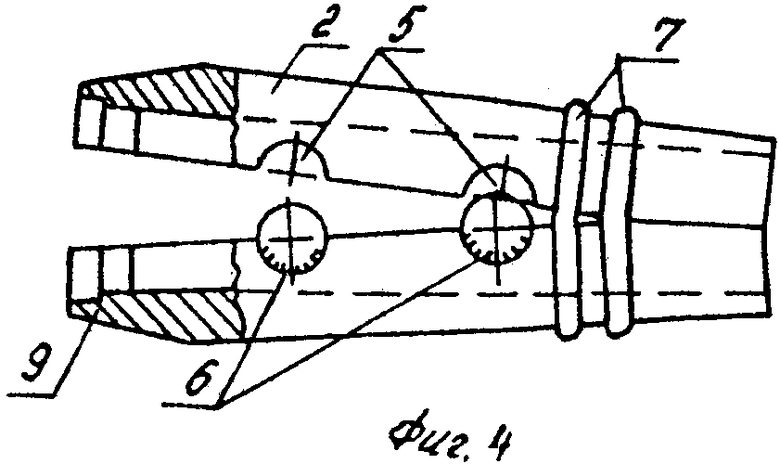
На фиг. 1-4 изображено устройство, реализующее операции предлагаемого способа сборки, один из вариантов.
Устройство содержит штамп 1 в виде продольно-разъемной фильеры 2 с сужающимся каналом 3, состоящей из двух полувтулок 4 с пазами 5, соединенных фиксаторами 6 и упругими элементами 7. На боковых стенках полувтулок 4 поверхности разъема выполнены скосы 8. В торце штампа 1 выполнена проточка 9 для фиксации и зажима наконечника 10. В сужающийся канал 3 установлен эластичный стержень 11 с центральной жесткой втулкой 12.
Предлагаемый способ сборки осуществляется следующим образом.
Устанавливают наконечник 10 в торцевую проточку 9 штампа и вводят центральную жесткую втулку 12 внутрь эластичного стержня 11. Затем эластичный стержень 11 с жесткой втулкой 12 вставляют в отверстие сужающегося канала 3 разъемной фильеры и производят радиальное осаживание конца стержня 11 при его поступательном перемещении в канале 3. После этого, не нарушая поступательного движения, производят всаживание конца стержня 11 с втулкой 12 в отверстие наконечника 10. После установки наконечника 10 в стержень 11 раскрывают полувтулки 4 и обратным движением извлекают собранное изделие из штампа 1. Затем осуществляют опрессовку наконечника 10 на эластичном стержне 11 с втулкой 12 на прессе.
Предлагаемый способ сборки наконечника с эластичным стержнем позволяет повысить производительность труда за счет исключения трудоемкой операции - лужение проволок припоем, повышать качество сборки за счет исключения отжига нагартованных проволок и кислотной коррозии, а также повысить производительность труда за счет исключения всех вспомогательных операций, связанных с переносом эластичного стержня и наконечника из одного приспособления в другое. (56) Полуавтоматы парашютные комбинированные типа ППК-У, ППК-1М: Техническое описание и инструкция по эксплуатации. М.: Атомиздат, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления ползуна пресса | 1991 |
|
SU1779616A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ (ВАРИАНТЫ) | 1996 |
|
RU2152061C1 |
| РЫЧАГ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ СИЛОВОГО АГРЕГАТА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2281209C2 |
| Устройство для группового натяжения арматуры | 1988 |
|
SU1682502A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Штамп для рубки канатов | 1976 |
|
SU577070A1 |
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2248275C1 |
| Шарнирное соединение для концов транспортерной ленты | 1988 |
|
SU1750438A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ШЛАНГА ДЛЯ ПОДВОДНЫХ КОММУНИКАЦИЙ | 2008 |
|
RU2375631C1 |
| Соединительное звено | 1985 |
|
SU1295086A1 |

Использование: в машиностроении при сборке изделий типа защитных кожухов, шлангов, гибких валов и т.д. Сущность изобретения: способ осуществляется путем установки наконечника 10 в торцевую проточку штампа, введения центральной втулки 12 внутрь эластичного стержня 11, установки стержня 11 со втулкой 12 в разъемные фильеры штампа, радиального осаживания конца стержня 11 при его поступательном перемещении, всаживания конца стрежня 11 с втулкой 12 в наконечник 10 при следующем перемещении и опрессовки наконечника 10, установленного на стержне 11 на прессе. Устройство содержит штамп в виде продольно-разъемной фильеры с сужающимся каналом 3, состоящей из двух полувтулок 4 с пазами соединенных фиксаторами 6 и упругими элементами 7. На боковых стенках полувтулок 4 по линии разъема выполнены скосы. В торце штампа выполнена проточка для фиксации и зажима наконечника 10. В сужающемся канале з установлен пустотелый эластичный стержень 11 с центральной втулкой. Способ сборки наконечника с пустотелым эластичным стержнем и устройство его осуществления позволяют повысить производительность труда за счет исключения трудоемких и вспомогательных операций, связанных с лужением проволок припоем и переносом эластичного стержня и наконечника из одного приспособления в другое, а также повысить качество сборки за счет исключения отжига нагартованных проволок и кислотной коррозии. 4 ил.