Изобретение относится к технологии изготовления ракетных зарядов твердого топлива и предназначено для нанесения бронепокрытия на боковую поверхность зарядов.
В качестве базового оборудования при изготовлении ракетных зарядов обычно применяют термопластавтоматы (ТПА), а в качестве формообразующей оснастки применяют литьевые формы. Известен процесс бронирования и форма (оснастка), предназначенная для бронирования топливных шашек по боковой и торцевой поверхности или по одной из них, при этом вдоль продольной оси шашки имеется цилиндрический накал, который не бронируется (US 3642961 A, 15.12.1972).
Указанная форма состоит из двух половин, включает разъемный шпиндель, предназначенный для скрепления шашки в заданном относительно внутренней поверхности формы положении, обеспечивающем требуемые зазоры между наружной поверхностью шашки и формой. Диаметр шпинделя равен диаметру канала шашки.
Известна литьевая форма (RU 2209728, 10.08.2003), принятая авторами за прототип, в которой бронируются канальные пороховые заряды по наружной, торцевой и внутренней поверхностям канала. Эта литьевая форма содержит крышку, подпружиненные иглы, шток, толкатель и матрицу, формующая поверхность которой выполнена цилиндрической формы.
Недостатком данной формы является невозможность бронирования бесканальных шашек и затрудненная распрессовка забронированных цилиндрических шашек из формы, т.к. при бронировании между поверхностью формы и бронепокрытием возникают значительные силы сцепления, препятствующие распрессовке. Это приводит к нарушению целостности забронированной шашки или бронепокрытия при распрессовке.
Для уменьшения усилия распрессовки формующую поверхность формы делают конусной. Величина конусности выбирается в пределах отклонения номинального значения наружного диаметра бронированной шашки. Такой прием несколько уменьшает усилие распрессовки, хотя и в недостаточной для некоторых зарядов мере. Использование поля допуска для образования конусности формы снижает надежность процесса и иногда приводит к появлению брака по верхнему или нижнему значению наружного диаметра бронируемой шашки.
В некоторых случаях, например, для шашек с тонким бронепокрытием или с незначительными отклонениями номинального значения диаметра указанный прием вообще не обеспечивает положительного результата и может привести к деформации шашки и ее загоранию.
Техническая задача, на решение которой направлено данное изобретение, состоит в разработке конструкции литьевой формы, позволяющей устранить вышеописанные недостатки, а именно бронировать бесканальную шашку и уменьшить усилие распрессовки забронированной шашки из формы.
Технический результат достигается тем, что форма литьевая для нанесения бронепокрытия на поверхность ракетных зарядов твердого топлива, согласно изображению, содержит крышку, толкатель, центрирующую втулку для закрепления шашки и матрицу, выполненную с внутренней конусной расточкой, в которую устанавливаются две конусные полувтулки с разжимными пружинами и направляющими втулками. При этом в сомкнутом состоянии две полувтулки имеют расточенную внутреннюю цилиндрическую формообразующую поверхность с диаметром, равным наибольшему размеру забронированной шашки.
Вместе указанные элементы обеспечивают требуемую сборку формы, автоматически выполняя ряд последовательных операций, что позволяет получать заданные геометрические и технологические параметры.
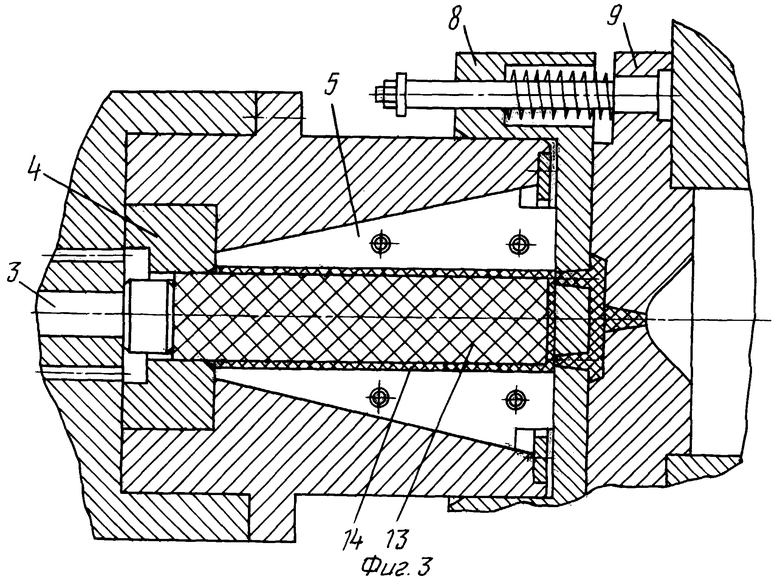
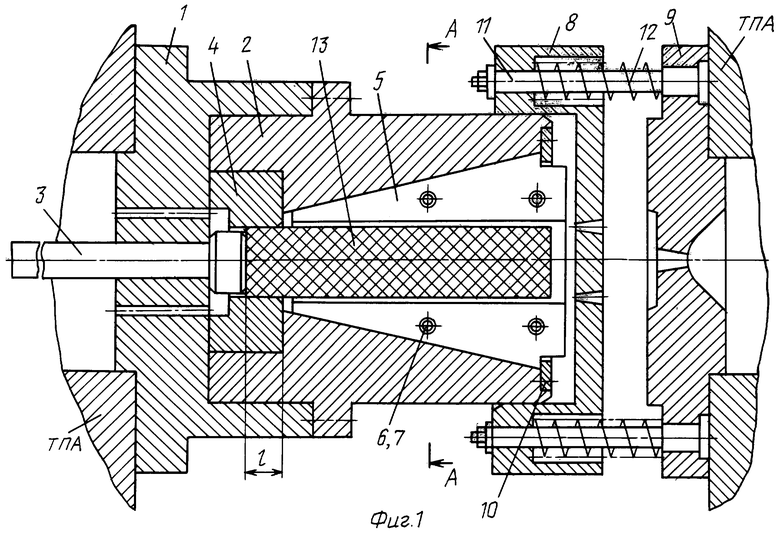
Сущность устройства поясняется чертежами, где на фиг.1 изображен общий вид формы в состоянии, предшествующем окончательному смыканию ее составных частей; на фиг.2 (разрез А-А) - фрагмент положения двух полувтулок в состоянии, предшествующем смыканию их по продольной плоскости разъема и сжатию пружин; на фиг.3 - фрагмент сборки формы в состоянии после заполнения зазора расплавом бронепокрытия.
Форма включает корпус 1, матрицу 2, толкатель 3, центрирующую втулку 4, две полувтулки 5 с установленными в их плоскости разъема направляющими втулками 6 и пружинами 7, крышку 8, литниковую плиту 9, кольцо 10, колонки 11 и пружины 12.
Форма работает следующим образом.
Топливная шашка 13 устанавливается в раздвинутые пружинами 7 полувтулки 5 и фиксируется в центрирующей втулке 4, уперевшись в толкатель 3. Посадочная длина ″l″ шашки 13 в центрирующей втулке 4 составляет 5-10% от общей длины топливной шашки. Дальнейшее смыкание формы обеспечивает соприкосновение крышки 8 с торцем двух полувтулок 5, смещение последних по внутреннему конусу матрицы 2 до упора в центрирующую втулку 4. При этом полувтулки 5, деформируя пружины 7 и перемещаясь по направляющим втулкам 6, смыкаются друг с другом по плоскости разъема и образуют формующую цилиндрическую поверхность.
Уже в закрытую форму с закрепленной в центрирующей втулке 4 шашкой 13 при поджатой литниковой плите 9 к крышке 8 и при сомкнутых по продольному разъему полувтулкам 5, по литниковым отверстиям в зазор нагнетается расплав бронировки 14. После охлаждения расплава забронированная шашка при раскрытии формы с помощью толкателя 3 выталкивается из центрирующей втулки 4 и матрицы 2 вместе с полувтулками 5 до упора последних в ограничительное кольцо 10. При этом полувтулки 5 пружинами 7 раздвигаются по направляющим втулкам 6 в радиальном направлении и освобождают забронированную шашку от сцепления ее по наружной поверхности при дальнейшем ее выталкивании.
Положительный эффект, достигаемый при реализации изобретения, направлен на обеспечение безопасности процесса бронирования и качества зарядов твердого топлива.
Предложенная литьевая форма прошла испытания, результаты которых удовлетворяют требованиям, предъявляемым к ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ЛИТЬЕВАЯ | 2003 |
|
RU2256555C1 |
| ФОРМА ЛИТЬЕВАЯ | 2001 |
|
RU2209728C2 |
| УСТРОЙСТВО ДЛЯ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2208005C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНЫХ ЗАРЯДОВ | 2001 |
|
RU2209135C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2219148C2 |
| СПОСОБ БРОНИРОВАНИЯ ТВЕРДОТОПЛИВНОГО ЗАРЯДА | 2007 |
|
RU2343069C1 |
| ВКЛАДНОЙ ЗАРЯД МЕДЛЕННОГОРЯЩЕГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2215722C2 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА (ВАРИАНТЫ) | 2006 |
|
RU2317199C1 |
| СПОСОБ БРОНИРОВАНИЯ ЗАРЯДА ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2004 |
|
RU2259919C1 |
| ЗАЩИТНО-АДГЕЗИОННЫЙ ПОДСЛОЙ ДЛЯ БРОНИРОВАНИЯ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2001 |
|
RU2217460C2 |

Изобретение относится к технологии изготовления ракетных зарядов твердого топлива и предназначено для нанесения бронепокрытия на боковую поверхность зарядов. Форма литьевая содержит матрицу, крышку и толкатель, при этом она снабжена двумя полувтулками с конической наружной поверхностью, сопрягаемой с конической внутренней поверхностью матрицы, и установленными в полости разъема полувтулок пружинами сжатия и направляющими втулками. Таким образом достигается бронировка бесканальной шашки и уменьшается усилие распрессовки забронированной шашки из формы. 3 ил.
Форма литьевая, содержащая матрицу, крышку и толкатель, отличающаяся тем, что она снабжена двумя полувтулками с конической наружной поверхностью, сопрягаемой с конической внутренней поверхностью матрицы и установленными в полости разъема полувтулок пружинами сжатия и направляющими втулками.
| ФОРМА ЛИТЬЕВАЯ | 2001 |
|
RU2209728C2 |
| ТВЕРДОТОПЛИВНЫЙ ЗАРЯД ДЛЯ РАКЕТНОГО ДВИГАТЕЛЯ | 1999 |
|
RU2164616C1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |

