Изобретение относится к вакуумно-плазменной технологии нанесения покрытий и может быть применено для формирования анодов в производстве вакуумных люминесцентных индикаторов (ВЛИ).
Целью изобретения является повышение качества выпускаемых индикаторов за счет увеличения яркости и стабильности их свечения и снижение расхода материала путем исключения из технологического процесса операции по нанесению подслоя из ванадия.
Цель достигается тем, что по предлагаемому способу алюминиевое покрытие напыляется с помощью вакуумно-дугового разряда, а его толщина формируется в пределах 0,5-1,5 мкм.
Существенным отличием предлагаемого способа от известного является то, что в известном способе для достижения требований, предъявляемых к покрытиям, используют комбинированное покрытие, состоящее из слоя ванадия и слоя алюминия. Технологическая операция по нанесению подслоя из ванадия преследует цель обеспечения адгезии формируемого покрытия из алюминия. Покрытие в этом случае наносится с помощью электронно-лучевого испарителя.
В предлагаемом способе операция по нанесению подслоя из ванадия исключена, а необходимые требования удовлетворяются за счет использования алюминиевого покрытия, наносимого с помощью вакуумно-дугового разряда, толщиной в пределах 0,5-1,5 мкм, что позволяет, кроме того, достичь новых свойств ВЛИ за счет увеличения яркости и стабильности их свечения.
Указанные отличия для рассматриваемых технологических процессов принципиальны, а заявляемая совокупность способа изготовления позволила достичь качественно новых свойств ВЛИ.
Тонкопленочная технология, основанная на применении потоков металлической плазмы, вызывает все более широкий практический интерес. Генерация плазменного потока может осуществляться, например, с помощью вакуумно-дугового разряда, развивающегося в продуктах эрозии интегрально-холодного катода. Производительность в этом случае определяется скоростью роста наносимого покрытия Vp, связана с параметрами плазменного потока следующим образом:
Vр= ji где ji плотность тока ионов;
где ji плотность тока ионов;
κ и S коэффициенты аккомодации ионов и распыления ими поверхности;
ζ е заряд одного иона;
no концентрация атомов в наносимом покрытии.
Преимущества данного способа связаны с использованием рабочего вещества в сильно ионизированном состоянии и возможностью управления как его составом, так и энергией.
Применение плазменных потоков со скоростями порядка 104-105 м/с и относительно большой плотностью обусловливает особенности их взаимодействия с обрабатываемой поверхностью. Поскольку образование покрытия осуществляется непосредственно из плазменного потока, подложка подвергается ионной обработке, обеспечивающей высокоэффективную очистку поверхности образца. Данное условие при последующем осаждении обеспечивает высокую адгезию формируемого покрытия.
Предлагаемый способ вакуумно-дугового нанесения покрытий на стеклянные подложки реализуется по следующему принципу: формирование продуктов эрозии с охлаждаемого катода, транспортировка плазменного потока в вакуумной камере, осаждение и формирование покрытия на подложках.
В процессе экспериментальных исследований стеклянные образцы устанавливали в зоне, в пределах которой поток плазмы был практически однороден по своему поперечному сечению.
Конструкция эродируемого электрода-катода по своему смыслу не требует применения каких-либо тиглей.
При проведении экспериментов не применялось нанесение подслоя ни из ванадия, ни из какого-либо другого материала.
Стеклянные пластины помещались в поток плазмы алюминия и находились в процессе обработки под плавающим потенциалом. Плазменный поток характеризовался следующими параметрами: скоростью распространения потока ≈ 1,5 .104 м/cл, средней энергией ионов 32 эВ, концентрацией (2-6) х 1016 м3, температурой электронной компоненты 3,5 эВ. Процесс напыления осуществлялся по достижении давления в рабочем объеме (2,7-4) .10-3 Па. Предварительного прогрева образцов с помощью ламп накаливания не производилось.
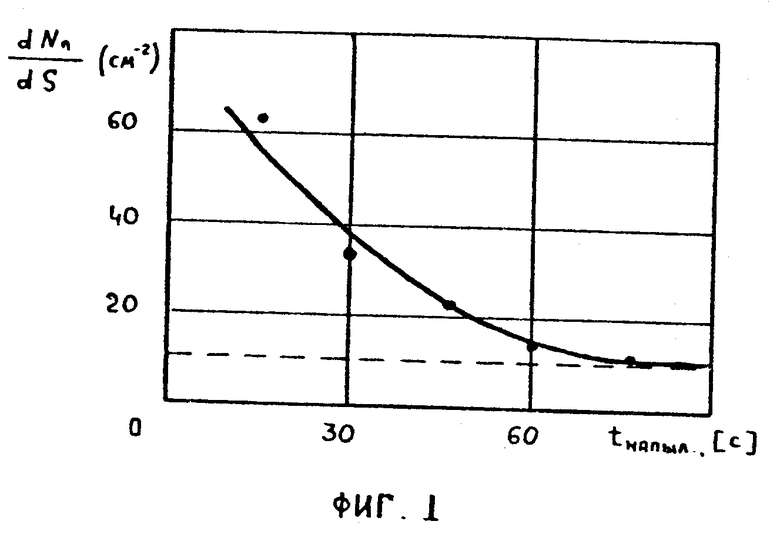
В процессе работы было выявлено, что металлизированные алюминием образцы, как и при электронно-лучевом напылении, имеют дефекты типа "прокол". Средний диаметр "проколов" и их количество на единичной поверхности dNn/dS определялись временем нанесения покрытия tмал. На фиг.1 представлена зависимость поверхностной плотности дефектов типа "прокол" от времени нанесения покрытия. Пунктирной линией представлен уровень поверхностной плотности "проколов" для пластин, изготовленных электронно-лучевым способом. Как видно из графика, плотность "проколов" достигала существующего уровня при обработке пластины в течение 1 мин, что соответствовало толщине получаемого покрытия 1 мкм.
Адгезионные свойства полученных покрытий проверялись при термоциклировании, имитирующем температурный режим следующих за металлизацией технологических операций. Термоциклирование заключалось в том, что стеклянные пластины с нанесенной пленкой, подвергшейся фотолитографии и травлению, в течение 1.1,5 ч нагревались до 480оС и остывали в течение 2 ч. Нагрев и остывание повторялись трижды. Если покрытие из алюминия было нанесено электронно-лучевым методом без адгезионного подслоя (например, из ванадия), то значительная часть образцов выходила из строя из-за отслаивания покрытия от стекла. При использовании вакуумно-дугового метода нанесения алюминия (без применения подслоя) в аналогичных условиях испытания случаев отслаивания покрытия или возникновения каких-либо дефектов не наблюдалось.
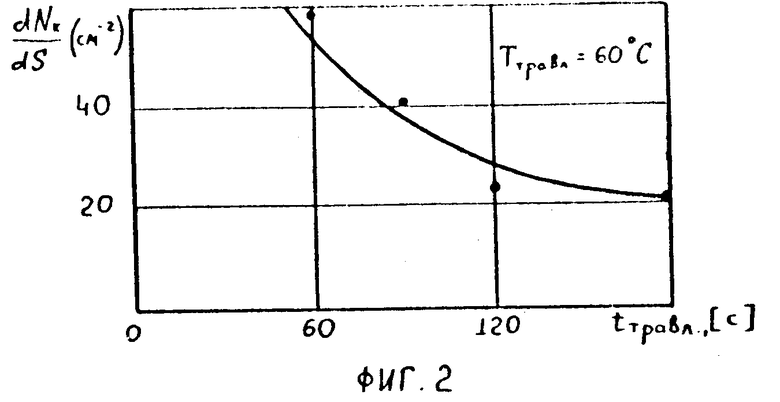
В процессе травления были выявлены дефекты, связанные с наличием в плазменном потоке микрокапель и их осаждением на поверхности обрабатываемого стекла. Исследование протравленных участков поверхности с помощью измерительного микроскопа показали наличие нестравленных капель алюминия, средний диаметр которых зависел от режимов травления и находился в пределах 5.15 мкм. Количество таких дефектов на единичной поверхности dNк/dS от времени процесса травления tтравл и температуры травителя Ттравo представлено на фиг.2 и 3.
Из последующих операций следует выделить ультразвуковую приварку выводов, которую покрытия также выдерживали.
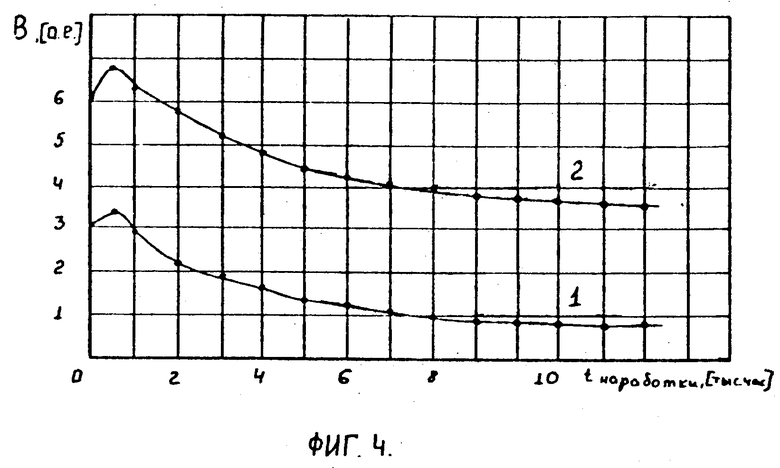
Таким образом, исследуемые образцы прошли полный технологический цикл изготовления ВЛИ, результатом чего явилось изготовление опытной партии индикаторов ИВ-28Б. Исследование параметров данной партии на время наработки выявило, что стабильность и яркость их свечения значительно выше, чем у партии индикаторов, изготовленных обычным методом (фиг.4, кривые 2 и 1 соответственно).
Приведенные данные наглядно иллюстрируют преимущества применения вакуумно-дуговых устройств для нанесения алюминиевого покрытия на стеклянные пластины при изготовлении ВЛИ. Использование технологических особенностей устройств подобного типа позволило отказаться от применения адгезионного ванадиевого подслоя и предварительного прогрева стеклянных пластин лампами накаливания. Получаемое в этом случае покрытие из алюминия толщиной 0,57.1,5 мкм обеспечивает повышение стабильности и яркости свечения индикаторов. Режимы данной технологической операции по нанесению покрытия выбраны таким образом, что полученные результаты позволяют в технологическом процессе изготовления ВЛИ все последующие операции оставить без изменений.
Толщина покрытия, наносимого вакуумно-дуговым методом, определяется как тем, что получаемые при этом пленки характеризуются значительно большей плотностью и электропроводностью по сравнению с пленками, нанесенными в электронно-лучевых установках, так и наличием дефектов пленок.
Как показали проведенные эксперименты, высокая плотность "вакуумно-дуговых" пленок значительно затрудняет процесс их химического травления.
Превышение толщины наносимого покрытия от верхнего выбранного предела уменьшает число "проколов" на поверхности подложки, но одновременно с этим растет количество остаточных дефектов после операции травления, устранение которых возможно лишь за счет увеличения или времени травления, или температуры травителя. Данное обстоятельство требует изменения режимов протекания отработанной технологической операции травления, длительность которой в этом случае значительно превосходит ту, которая принята при существующей технологии производства ВЛИ (даже при дополнительном нагреве травящего раствора).
Нижнее значение толщины пленки связано с тем, что при ее уменьшении снижается яркость свечения ВЛИ. Преимущества в яркости теряются, если толщина нанесенной вакуумно-дуговым методом пленки становится меньше 0,5 мкм. Кроме того, уменьшение толщины пленки связано с ростом ее дефектов типа "прокол", что вызывает снижение процента выхода годных изделий.
Таким образом, цель изобретения достигается при формировании алюминиевого покрытия толщиной в пределах 0,5.1,5 мкм.
Практическая реализация предлагаемого способа проведена с помощью экспериментальной установки, изготовленной на базе УРМ 3.279.029, в которой штатный источник заменен на вакуумно-дуговой испаритель с магнитной стабилизацией катодных пятен.
Вакуумно-дуговое устройство состоит из водоохлаждаемого анода (внутренний диаметр 130 мм), с внешней стороны которого расположена магнитная система источника плазмы, состоящая из стабилизирующей и фокусирующей катушек. На оси анода расположен водоохлаждаемый катод, окруженный экраном, служащим для предотвращения перехода катодных пятен на нерабочую поверхность катода. Для возбуждения разряда используется поджигающий электрод, упирающийся в боковую поверхность катода. Катодный узел крепится на фланце, вакуумно- плотно пристыкованном к аноду. С противоположной стороны анод пристыкован к вакуумной камере, в которой на механизме групповой обработки деталей расположены стеклянные подложки.
Способ получения покрытий осуществляется следующим образом.
Подается постоянное напряжение между катодом (минус) и анодом (плюс). Формирование дугового разряда осуществляется при подаче поджигающего импульса между поджигающим электродом и катодом. При испарении пленки на керамическом стержне поджигающего электрода формируется катодное пятно дугового разряда, которое, выйдя на рабочий торец катода, удерживается на нем, совершая хаотические перемещения. Поток эрозионной плазмы материала катода направляется в вакуумную камеру.
Предлагаемый способ был опробован при изготовлении ВЛИ типа ИВ-28Б.
По сравнению с прототипом реализация предлагаемого способа изготовления ВЛИ позволила повысить их качество за счет увеличения яркости и стабильности их свечения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТОДОЛЮМИНЕСЦЕНТНЫЙ ЭКРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2152662C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНОГО ВАКУУМНОГО МИКРОПРИБОРА | 1988 |
|
SU1729243A1 |
| Способ изготовления радиоприёмного устройства | 2017 |
|
RU2657174C1 |
| Способ вакуумного ионно-плазменного низкотемпературного осаждения нанокристаллического покрытия из оксида алюминия | 2018 |
|
RU2676720C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДНОЙ ПЛАТЫ ВАКУУМНОГО ЛЮМИНЕСЦЕНТНОГО ИНДИКАТОРА | 1992 |
|
RU2044362C1 |
| СВЧ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2287875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРГАНИЧЕСКОГО СВЕТОИЗЛУЧАЮЩЕГО ДИОДА | 2013 |
|
RU2528128C1 |
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С КОМПОЗИТНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2013 |
|
RU2532582C2 |

Изобретение может быть использовано в технологии изготовления вакуумных люминесцентных индикаторов, широко применяющихся в устройствах отображения информации. Операция по нанесению проводящего слоя на стеклянные подложки, выполняющего впоследствии функции анода, считается одной из основных в определении качества выпускаемых вакуумных люминесцентных индикаторов. Использование предлагаемого способа изготовления вакуумных люминесцентных индикаторов позволяет повысить качество за счет увеличения стабильности и яркости их свечения. Данные свойства достигаются при формировании на стеклянных подложках проводящего слоя из алюминия толщиной 0,5-1,5 мкм из плазмы вакуумно-дугового разряда, при этом одновременно сокращается расход материала, так как из операции напыления исключается процесс по нанесению подслоя из ванадия, обеспечивающего в ранее используемом электронно-лучевом способе адгезию проводящего слоя. 4 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ СИСТЕМЫ ВАКУУМНОГО ЛЮМИНЕСЦЕНТНОГО ИНДИКАТОРА, включающий формирование в вакууме на стеклянной подложке слоя алюминия и последующую обработку, отличающийся тем, что, с целью повышения качества слоя с одновременным снижением расхода материала за счет исключения из процесса операции нанесения промежуточного подслоя, напыление алюминия осуществляют непосредственно на стеклянную подложку с помощью вакуумно-дугового разряда до получения покрытия толщиной 0,5 1,5 мкм.
| Быстров Ю.А | |||
| и др | |||
| Вакуумные люминесцентные индикаторы, обзоры по электронной технике | |||
| Сер | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
