Изобретение относится к технологическим процессам, в частности к обработке деталей струей рабочей жидкости, и может быть использовано в различных отраслях машиностроения.
Целью изобретения является повышение точности резки деталей за счет создания одинаковых условий.
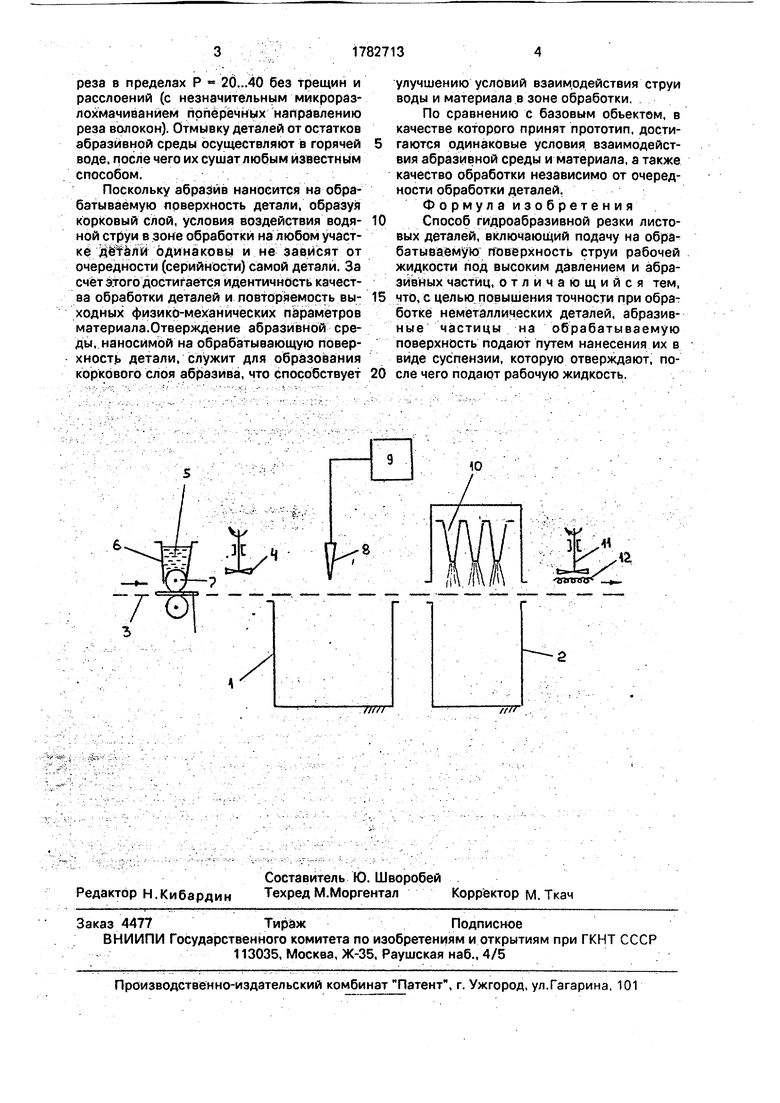
На чертеже представлено устройство, реализующее предложенный способ. Устройство содержит ванну 1 для обработки рабочим раствором, ванну 2 промывки, размещенный над ними транспортер 3, вентилятор 4 для отверждения абразивной среды 5, размещенной в емкости 6 и переносимой на обрабатываемую деталь посредством валика 7,.сопло 8 для подачи рабочего раствора из емкости 9, сопло 10 для промывки деталей, вентилятор 11с нагревателем 12 для сушки.
Устройство работает следующим образом.
При подаче из сопла 8 струи рабочей жидкости под большим давлением происходит срезание материала по заданной конфигурации. Поскольку обрабатываемую поверхность покрывают равномерным слоем абразивной среды 5, условия обработки струей рабочей жидкости как первой, так и последующих деталей одинаковы.
Пример.
Проводится обработка нефольгирован- ного стеклотекстолита толщиной 3 мм по фигурному контуру струей воды, истекающей из сопла диаметром 0,1 мм. Устанавливают следующие параметры обработки: давление на входе в сопло 200 МПа и расстояние сопло-поверхность 3 мм для платы размером 40 х 60 мм. Готовят абразивную среду в виде суспензии природного кварцевого песка (10...15 г) диаметром 50...500 мкм с раствором воска (10... 15 г) в бензине (100 мл). Суспензию наносят на плату методом полива и отверждают при нормальной температуре в течение 2 ... 5 мин под вентиля- тором. Струя воды, увлекая частицы абразива, осуществляет разрезание платы по контуру с шероховатостью поверхности
Х| 00
ю
CJ
реза в пределах Р « 20...40 без трещин и расслоений (с незначительным микроразлохмачиванием поперечных направлению реза волокон). Отмывку деталей от остатков абразивной среды осуществляют в горячей воде, после чего их сушат любым известным способом.
Поскольку абразив наносится на обрабатываемую ловерхность детали, образуя корковый слой, условия воздействия водя- ной струи в зоне обработки на любом участке детали одинаковы и не зависят от очередности (серийности) самой детали. За счет этого достигается идентичность качества обработки деталей и повторяемость вы- ходных физико-механических параметров материала.Отверждение абразивной среды, наносимой на обрабатывающую поверхность детали, служит для образования коркового слоя абразива, что способствует
улучшению условий взаимодействия струи воды и материала в зоне обработки.
По сравнению с базовым объектом, в качестве которого принят прототип, достигаются одинаковые условия взаимодействия абразивной среды и материала, а также качество обработки независимо от очередности обработки деталей.
Формула изобретения Способ гидроабразивной резки листовых деталей, включающий подачу на обрабатываемую поверхность струи рабочей жидкости под высоким давлением и абразивных частиц, отличающийся тем, что, с целью повышения точности при обработке неметаллических деталей, абразивные частицы на обрабатываемую поверхность подают путем нанесения их в виде суспензии, которую отверждают. после чего подают рабочую жидкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| СПОСОБ УПРАВЛЕНИЯ ГИДРОАБРАЗИВНОЙ РЕЗКОЙ ЛИСТОВЫХ МАТЕРИАЛОВ | 2001 |
|
RU2206442C2 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ГИДРОАБРАЗИВНОГО РЕЗАНИЯ МАТЕРИАЛОВ | 2020 |
|
RU2731559C1 |
| СПОСОБ ПАКЕТНОЙ РЕЗКИ МАТЕРИАЛОВ ГИДРОАБРАЗИВНОЙ СТРУЕЙ | 2009 |
|
RU2433907C2 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОГО БЛОКА | 2016 |
|
RU2637709C1 |
| Способ гидроабразивной обработки с осцилляцией струи | 2017 |
|
RU2688007C1 |
| СПОСОБ СТРУЙНОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167757C2 |
| СПОСОБ ПОЛУЧЕНИЯ СКОЛЬЗЯЩЕГО ЛИСТА ЗАТВОРА ПЛАВАЮЩЕЙ КРЫШИ РЕЗЕРВУАРА | 2012 |
|
RU2518817C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ЗАМКА ТРУБОПРОВОДА | 2012 |
|
RU2516330C2 |
Использование: при резке листовых неметаллических деталей. Сущность изобретения: гидроабразивные частицы в виде абразивной суспензии с раствором воска и бензина наносят на обрабатываемую поверхность с последующим ее отверждением, после чего под большим давлением подают рабочую жидкость, в результате чего обеспечивается высокая точность резки листовых неметаллических деталей по всему контуру. 1 ил.
ГО
| Струйно-абразивная эжекторная головка | 1987 |
|
SU1516328A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
