Изобретение относится к области швейной промышленности, в частности к технологии изготовления верхней плечевой одежды.
Известен способ изготовления верхней плечевой одежды, при котором выкраивают детали, дублируют их посредством наложения клеевого прокладочного материала, представляющего собой тканую или нетканую основу с нанесенным на нее регулярным точечным полимерным клеевым покрытием на основе сополиамидов для формообразования при прессовании и температуре с использованием пропаривания и вакуумирования, а затем собирают в изделие.
Недостатком известного способа является низкое качество верхнего плечевого изделия по причине недостаточной формоустойчивости дублированных деталей.
Целью изобретения является повышение качества верхнего плечевого ьзделия за счет повышения формоустойчивости.
Это достигается тем, что в способе изготовления верхней плечевой одежды, при котором выкраивают детали, дублируют их посредством наложения клеевого прокладочного материала, представляющего собой тканую или нетканую основу с нанесенным на нее регулярным точечным полимерным клеевым покрытием на основе сополиамидов для формообразования при прессовании и температуре с использованием пропаривания и вакуумирования, а затем собирают детали в изделие, в качестве клеевого полимерного покрытия используют смесь порошкообразного полиамида и порошкообразного полиэтилена, полученную при следующих соотношениях, мас.ч.: полиамид:полиэтилен 60-90:20-40, при
XI 00
&
мауД
С XJ
этом ПТР полиамида составляет, преимущественно 15 г/10 мин, ПТР полиэтилена составляет 3,5-11 г/10 мин, а дублирование ПРОВОДЯТ при температуре 413-423 К, при давлении 0,025-0,035-МПа & течении 12 - 15 с, времени пропаривания, преимущественно 3 с и времени вакуумирования 3 с.
На практике способ реализуют следующим образом.
Пример.
Выкраивают детали для верхнего плечевого изделия, дублирование деталей осуществляют на прессе, для чего на нижнюю подушку пресса или выдвигаемую кассету укладывают детали из пальтовой ткани типа арт 43607, 45810, 3505 и т.п. изнаночной стороной вверх Прокладочный материал с регулярным точечным клеевым покрытием на тканой или нетканой основе, клеевая точка которого состоит из смеси порошкообразного полиамида и порошкообразного полиэтилена при соотношении в мас.ч.: ПА- ПЭ 60:40, при этом ПТР полиамида составляет преимущественно 15 г/10 мин, ПТР полиэтилена составляет преимущественно 11 г/10 мин, укладывают клеевой стороной вниз на дублируемые детали. Срезы деталей прокладок должны отстоять от срезов деталей из основной, ткани /ткани верха/ на 0,3-0,7 см и входить в швы соединения деталей не менее 0,1-0.2 см /при обтачивании, стачивании, вытягивании и т.д. /. Дублирование проводят в следующем режиме: температура подушек пресса 413-423 К. давление 0,035 МПа, время прессования 12 с, время пропаривания 3 с, время вакуумирования 3 с.
П р и м е р2.
В условиях примера 1 ведут дублирование деталей, используя тканый или нетканый прокладочный материал с регулярным точечным клеевым покрытием, клеевая точка которого состоит из смеси порошкообразного полиамида и порошкообразного полиэтилена при соотношении в мас.ч,: ПА:ПЭ 80:20, при этом ПТР полиэтилена составляет преимущественно 6 г/10 мин, а дублирование проводят в режиме: температура подушек пресса 413-423 К, давление 0,035 МПа, время прессования 12 с, время
пропаривания 3 с, время вакуумирования 3 с.
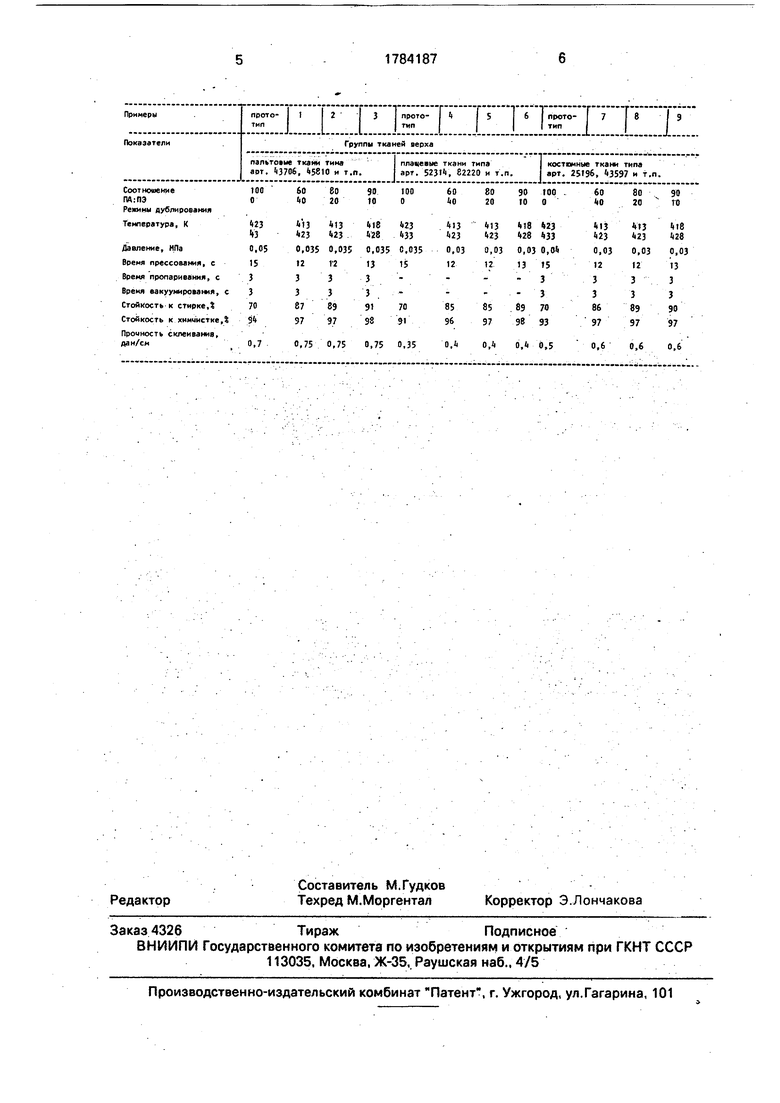
Все примеры 3-9, свойства клеевого прокладочного материала и параметры дублиоования приведены в таблице.
Для сравнения в таблице в 1-ой графе даны свойства и параметры по прототипу.
Из таблицы видно, что наилучшими клеевыми свойствами при формообразовании в
проце ссе дублирования, а также наилучшими технологическими и товарными свойствами при носке, учитывая стойкость изделий к химчистке и стирке, обладает прокладочный материал для дублирования на
основе тканого или нетканого материала с регулярным точечным клеевым покрытием на основе смеси порошкообразного полиамида и порошкообразного полиэтилена при их соотношении в мае ч ПА:ПЭ 6090:20-40, при этом ПТР полиамида состав-, ляет преимущественно 15 г/10 мин, а ПТР полиэтилена составляет 3,5-11 г/10 мин. Формула изобретения Способ изготовления верхней плечевой
одежды, при котором выкраивают детали, дублируют их посредством наложения клеевого прокладочного материала, представляющего собой тканую или нетканую основу с нанесенным на нее регулярным точечным
полимерным клеевым покрытием на основе сополиамидов для формообразования при прессовании и температуре с использованием пропаривания и вакуумирования, а затем собирать/детали в изделие, отличающи и с я тем, что, с целью повышения качества верхнего плечевого изделия за счет повышения формоустойчивости, в качестве клеевого полимерного покрытия используют смесь порошкообразного полиамида и порошкообразного полиэтилена, полученную при следующем соотношении, мас.ч.:
полиамид:полиэтилен 60 90:20-40, при этом ПТР полиамида составляет преимущественно 15 г/10 мин, ПТР полиэтиле,на составляет 3,5-11 г/10 мин, а дублирование проводят при 413-423 К, при давлении 0,025-0,035 МПа в течение 12-15 с, времени пропаривания преимущественно 3 с и времени вакуумирования 3 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения прокладочного материала | 1990 |
|
SU1784188A1 |
| Способ получения термоклеевого прокладочного материала | 1988 |
|
SU1644887A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕРХНЕЙ ПЛЕЧЕВОЙ ОДЕЖДЫ | 1989 |
|
RU2069059C1 |
| Способ получения многослойного прокладочного материала для швейных изделий | 1980 |
|
SU981017A1 |
| Способ изготовления нетканого прокладочного материала для швейных изделий | 1990 |
|
SU1777786A1 |
| ТЕРМОКЛЕЕВОЙ ПРОКЛАДОЧНЫЙ МАТЕРИАЛ ДЛЯ ОДЕЖДЫ | 1992 |
|
RU2067403C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2137409C1 |
| СПОСОБ СКЛЕИВАНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1999 |
|
RU2171082C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОКЛЕЕВОГО ПРОКЛАДОЧНОГО ТРИКОТАЖНОГО ПОЛОТНА ДЛЯ ДУБЛИРОВАНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 1999 |
|
RU2152751C1 |
| Способ изготовления одежды | 1989 |
|
SU1673027A1 |
Использование: в легкой промышленности. Сущность изобретения: способ изготовления верхней плечевой одежды включает выкраивание деталей, дублирование их посредством наложения клеевого прокладочного материала, представляющего собой тканую или нетканую основу с нанесенным на нее регулярным точечным полимерным клеевым покрытием на основе сополиами- дов для формообразования при прессовании и температуре с использованием пропаривания и вакуумирования, затем сборку деталей в изделие. В качестве клеевого полимерного покрытия используют смесь порошкообразного полиамида и порошкообразного полиэтилена, полученную при следующем соотношении, мас.ч.; поли- амид:полизтилен бО-90:20-40, при этом ПТР полиамида составляет преимущественно 15 г/10 мин, ПТР полиэтилена составляет 3,5-11 г/10 мин. Дублирование проводят при температуре 413-423К, при давлении 0,025-0,035 МПа в течение 12-15 с, времени пропаривания преимущественно 3 с и времени вакуумирования 3 с. 1 табл.
| Справочник Промышленная технология одежды, М.: Легпромбытиздат, 1988, с.179 |
