Изобретение относится к области металлургического производства, а именно к прокатке и отделке металлических полос, и может быть использовано на предприятиях металлургического и машиностроительного комплексов.
Известен способ обработки поверхностей металлических полос, включающий прокатку полосы, смотку ее в рулон, перемотку с абразивной обработкой поверхностей. Недостатком такого способа является сложность технологии, связанной с необходимостью нескольких перемоток, использование абразивных материалов, низкая производительность.
Известен способ обработки полос, который включает прокатку, смотку, размотку и абразивную обработку двух поверхностей полосы, при пропускании ее между двумя абразивными валками. Способ характеризуется аналогичными недостатками, что и предыдущий.
Наиболее близким способом к изобретению по технической сущности и достигаемому эффекту является способ обработки металлических полос, включающий получение полосы и обработку поверхностей путем сворачивания полосы с образованием зон контакта наружной и внутренней поверхностей, создания усилия прижатия поверхностей в зоне контакта и протягивание полосы.
Недостатком этого способа является сложность процессов из-за необходимости формирования петли специальной формы; регулирования с помощью специальных устройств натяжения на концах полосы, размотки рулона.
Целью изобретения является упрощение процесса обработки поверхностей, повышение производительности, улучшение качества поверхностей полосы.
Это достигается тем, что в способе обработки поверхностей полосы ее прокатки и смотки в рулон, включающем сглаживание микронеровностей в результате относительного смещения контактирующих под нагрузкой внутренней и внешней
(Л
С
-ч
00
4
СА) Ю
поверхностей полосы, новым является то, что относительное смещение под нагрузкой контактирующих поверхностей полосы осуществляют вращением рулона на приводном валке с одновременным суммарным относительным обжатием 5-10% полосы в рулоне обрабатывающими рулон непривод- валками.
Выполнение операции сворачивания полосы и образования зон контакта наружной и внутренней поверхностей путем смотки ее в рулон на приводной валок существенно упрощает способ производства по сравнению с прототипом, где предусмотрено сворачивание полосы сложной конфигурацией с помощью поворотной обоймы.
Повышение производительности основано на том, что по предлагаемому способу обрабатываются обе стороны поверхностей полосы по всей ее длине одновременно, на что требуется значительно меньше времени, чем шлифование отдельных участков,
Операция обработки поверхностей, т.е. сглаживание микронеровностей поверхности, происходит при деформации полосы в рулоне на 5-10% толщины. При деформации полосы менее 5% и следовательно малых величинах протягивания микронеровности поверхности полосы не пересекают друг друга и поэтому не происходит сглаживания микронеровностей, т.е. обработки поверхности. При деформаций полосы более 10% не происходит дальнейшего существенного улучшения качества поверхностей полосы.
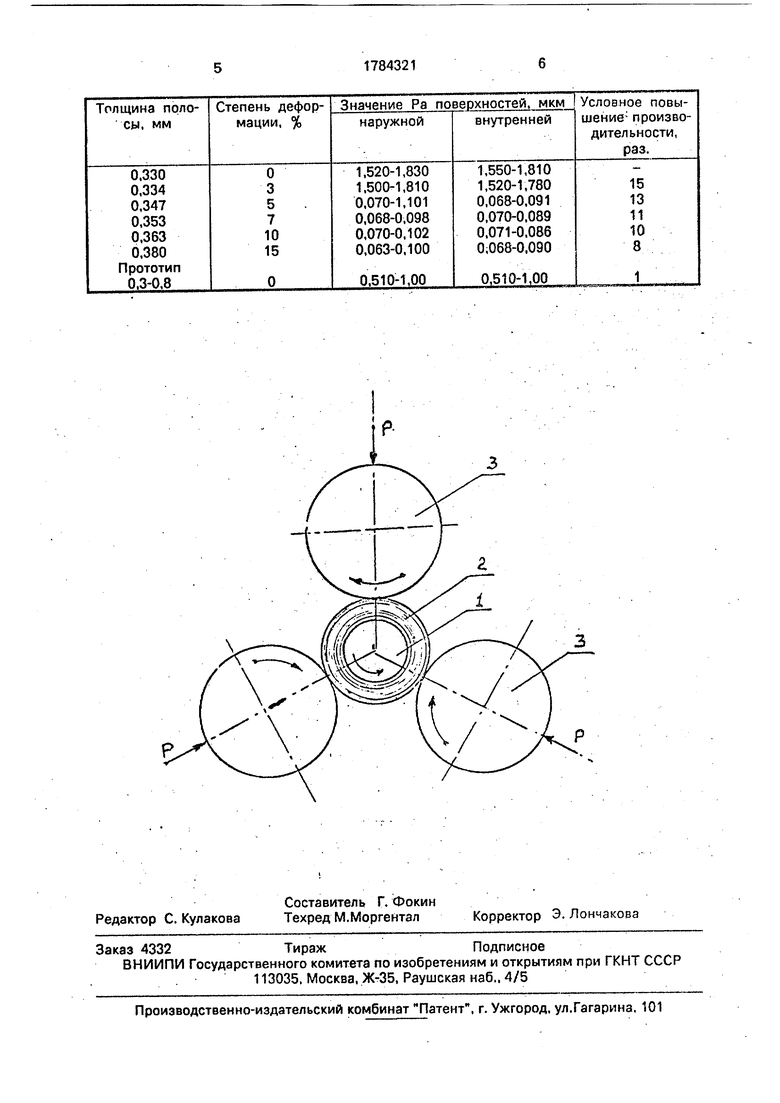
На чертеже приведена схема реализации предлагаемого способа.
На приводной валок 1 наматывается полоса 2 и под усилием от неприводных валков ;3 и вращения валка 1 производится обработка поверхностей.
При м е р. Полосы Ст.З были прокатаны на стане дуо 200 с диаметром валков 260 мм на толщины 0,334; 0,347; 0,353; 0,363 и 0,380 мм. Исходная длина.полос - 10 м, ширина 15 и 40 мм. Шероховатость полос, полученная от валков после прокатки на стане дуо
200 равнялась 1,52-1,83 мкм (Ра по ГОСТ 2783-73).
Полосы наматывали на приводной валок диаметром 40 мм с образованием зоны
контакта наружной и внутренней поверхностей и создавали усилие прижатия поверхностей в зоне контакта неприводными валками, протягивали и обжимали полосу в рулоне на привоДном валке.
Прокручивание рулона под нагрузкой продолжали в течение 60-80 с. Конечная толщина полос после обработки равнялась 0,330 мм,1 Степень деформации при этом составляла 0-15%, После этого рулон
разматывали и замеряли величину шероховатости поверхностей на профилографё- профилометре модели 201 завода Калибр. Результаты замеров приведены в табл лице. , .. ....; ;--:;:.: . : - :; . .
Из таблицы Следует, что наилучшие показатели Шероховатости достигаются обработкой поверхности при деформации полосы в рулоне в пределах 5-10%.
Использование предлагаемого способа
обработки металлических полос имеет следующие преимущества: упрощение процесса обработки поверхностей металлических полос, повышение производительности в 10-15 раз по сравнению с существующими
способами, исключает использование дефицитных абразивных материалов. Улучшается экологическая обстановка за счет Исключения запыления рабочей зоны.-. Формул а изобретения
Способ обработки поверхностей полосы после ее. прокатки и смотки в рулон, включающий сглаживание микронеровностей в результате относительного смещения контактирующих под нагрузкой внутренней
и внешней поверхностей полосы, о тл и ч а- ю щ.и и с я тем, что, с целью повышения производительности и упрощения процесса обработки, относительное смещение под нагрузкой контактирующих поверхнрсте и полосы осуществляют вращением рулона на приводном валке с одновременным суммарным относительным обжатием 5-10% поло- сы в рулоне обкатывающими рулон неприводными валками.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| СПОСОБ ПРОИЗВОДСТВА КИНЕСКОПНОЙ ПОЛОСЫ | 2002 |
|
RU2223335C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
| Способ прокатки тонких полос | 1986 |
|
SU1353541A1 |
| СПОСОБ ДРЕССИРОВКИ СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2012 |
|
RU2492006C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2009 |
|
RU2379360C1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НА ЧЕТЫРЕХКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ 2500 | 2011 |
|
RU2465080C1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2011 |
|
RU2470722C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 2004 |
|
RU2255990C1 |
Применение: преимущественно в прокатных цехах после прокатки и смотки полосы в рулон. Сущность изобретения: вращают рулон на приводном валке с одновременным относительным обжатием 5- 10% полосы в рулоне обкатывающими рулон непригодными валками. В результате вытяжки и относительного смещения контактирующих поверхностей полосы в рулоне выглаживаются ее микронеровности, повышается качество поверхности полосы. 1 ил., 1 табл.
| Способ обработки поверхности металлической полосы | 1984 |
|
SU1304953A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
