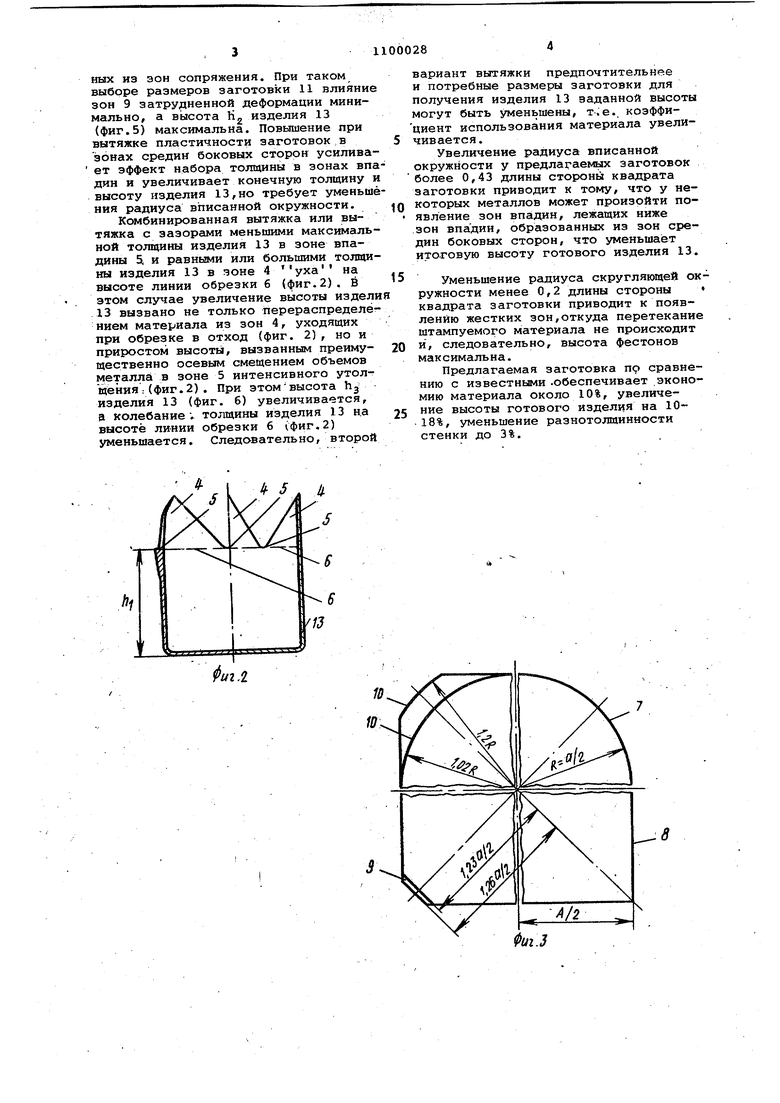
Изобретение относится к обработк металлов давлением, а именно к листовым заготовкам для изготовления вытяжкой цилиндрических изделий. -.Известна листовая заготовка, име ющая в плане форму квадрата со срезанными по прямой линии углами. Заг товку обрезают по прямым линиям, перпендикулярным осям симметрии за готовки, проходящим через углы квад рата и равноотстоящим от центра исходной Квадратной заготовки, в результате заготовка приобретает форму восьмиугольника с отношением раз меров вдоль двух соседних осей симметрии равным 1,23...1,26 1. Недостатком этой заготовки является большой расход штампуемого мат риала, поскольку при штамповке из этой заготовки затруднено перетекание материала из диагональных зон в зоны средин боковых сторон (периферийные части зон апофем исходного квадрата). Это обусловлено тем, .что при такой обрезке диагональных зон сохранение максимальных размеров зон затрудняет перетекание мате риала диагональной зоны в апофемную Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является листовая заготовка для вытяжки цилиндрически изделий,, имеющая в плане форму квад рата с скругленными по дуге окружности углами 2. Недостатком этой заготовки являетсяповышенный расход штампуемого материала. Это обусловлено большой высотой фестонов и незначительной высотой готового изделия, поскольку вместе с зоной затрудненного перетекания материала удаляется и зона интенсивного перетекания штампуемого материала. Цель изобретения - экономия штампуемого материала за счет уменьшения высоты фестонов. Указанная цель достигается тем, что в листовой заготовке для вытяжки цилиндрических изделий, имеющей в плане форму квадрата со скругленными по дуге окружности углами, скругления выполнены с радиусом, со тавляющим 0,2-0,43 длины стороны квадрата заготовки, а центры этих окружностей расположены на диагоналях квадрата. На фиг.1 изображена часть загото ки с деформационными зонами -диагональной части квадратной заготовки; на фиг. 2 - осевые сечения цилиндри ческого изделия, полученного вытяжкой из квадратной заготовки, покат занной на фиг.1. Слева от осисимметрии показано сечение по впадине, в которую превратились периферийные части зоны апофем исходной заготовк справа от оси симметрии показано сечение по уху , в которое превратилась диагональная часть исходной квадратной заготовки; на фиг.З различные известные формы заготбвок для вытяжки цилиндрических изделий (круглая,восьмигранная, квадратная со срезанными по дуге окружности углами); на фиг.4 - предлагаемая заготовка; на фиг. 5 - цилиндрическое изделие, вытянутое из заготовки, показанной на фиг. 4 (вариант наибольшего радиуса вписанной окружности) ; на фиг. 6 - цилиндрическое изделие, вытянутое из заготовки, показанной на фиг. 4,вариант наименьшего радиуса вписанной окружности. Устройство содержит жесткую зону 1 диагональной части заготовки; зону 2 затрудненного перетекания материала диагональной части заготовки; зону 3 интенсивного перетекания материала заготовки; зону 4 уха (уходящего в отход при обрезке) вытянутого цилиндрического изделия; зоны 5 впадин вытянутого изделия; линию 6 обрезки изделия до ровного верхнего края; круглую заготовку 7 для вытяжки; квадратную заготовку 8 для вытяжки; восьмиугольные заготовки 9 для вытяжки (линии обрезки жестких зон - прямые линии); заготовки 10 с обрезанными по дугам окружности (с центром в геометрическом центре заготовок) диагональными зонами; вариант заготовки 11, ограниченной с боков отрезками прямых линий и дугами окружностей наибольшего радиуса (R 0,4За) вариант заготовки 12, ограниченной с боков отрезками прямых линий и дугами окружностей наименьшего радиуса (R 0,2а); готовое изделие 13. При вытяжке заготовок (фиг. 4) зоны 3 интенсивного перетекания (фиг.1) имеют наибольшие размеры, размеры зон 2 затрудненного перетекания (фиг. 1) ограничены, а жесткие зоны 1 oтqyтcтвyют. В зависимости от величины вытяжных зазоров возможны следующие варианты вытяжки. Вытяжка без утонения. В этом случае вытяжные зазо1хл равны или больше максимальной толщины изделия 13 в зонах впадин. Увеличение высоты изделия 13 происходит за счет дополнительного перетекания металла из зон, уходящих в отход, в зоны впадин изделия 13, локального увеличения толщины боковой стенки изделия 13 в зонах впадин. Для вытяжки по первому варианту желательно выГирать размеры заготовки 11 (фиг.4) с мини;мальной зоной 3 (фиг.1), но так, чтобы на изделии 13 (фиг.5) зоны впадин, образованные из зон средин прямых линий, ограничивающих с боков заготовку 11, были ниже зон, образованных из зон сопряжения. При таком выборе размеров заготовки 11 влияни зон 9 затрудненной деформации минимально, а высота Н изделия 13 (фиг.5) максимальна. Повышение при вытяжке пластичности заготовок.в зонах средин боковых сторон усилива ет эффект набора толщины в зонах вп дин и увеличивает конечную толщину высоту изделия 13,но требует уменьш ния радиуса вписанной окружности. Комбинированная вытяжка или вытяжка с зазорами меньшими максималь ной толщины изделия 13 в зоне впадины 5, и равными или большими толщи ны изделия 13 в зоне 4 уха на высоте линии обрезки б (фиг.2). В этом случае увеличение высоты издел .13 вызвано не только перераспределё нием материала из зон 4, уходящих при обрезке в отход (фиг. 2), но и приростом высоты, вызванным преимущественно осевым смещением объемов металла в зоне 5 интенсивного утолщения : (фиг. 2) . При этомвысота hj изделия 13 (фиг. 6) увеличивается, Э колебание; толщины изделия 13 на высоте линии обрезки 6 (фиг.2) уменьшается. Следовательно, второй вариант вытяжки предпочтительнее и потребные размеры заготовки для получения изделия 13 заданной высоты могут быть уменьшены, т-,е.. козффициент использования материала увеличивается. Увеличение радиуса вписанной окружйости у предлагаемых заготовок более 0,43 длины стороны квадрата заготовки приводит к тому, что у некоторых металлов может произойти появление зон впадин, лежащих ниже зон впадин, образованных из зон средин боковых сторон, что уменьшает итоговую высоту готового изделия 13. Уменьшение радиуса скругляющей окружности менее О,2 длины стороны квадрата заготовки приводит к появлению жестких зон,откуда перетекание штампуемого материала не происходит и следовательно, высота фестонов максимальна. Предлагаемая заготовка пр сравнению с известными .обеспечивает экономию материала около 10%, увеличение высоты готового изделия на 1018%, уменьшение разнотолщинности стенки до 3%.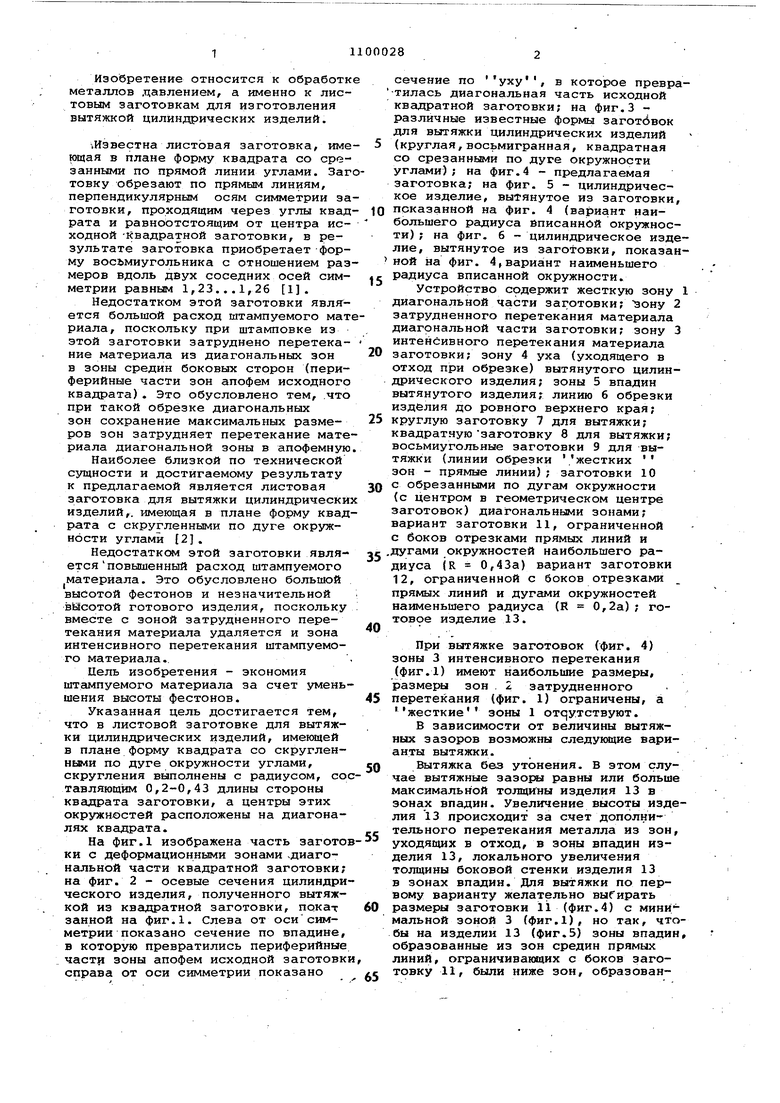
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовки для вытяжки полых деталей | 1987 |
|
SU1489892A1 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕПАРАТОРОВ КОНИЧЕСКИХ ПОДШИПНИКОВ | 1996 |
|
RU2103096C1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКОГО | 1973 |
|
SU390856A1 |
| Листовая заготовка для вытяжки | 1985 |
|
SU1349830A2 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |
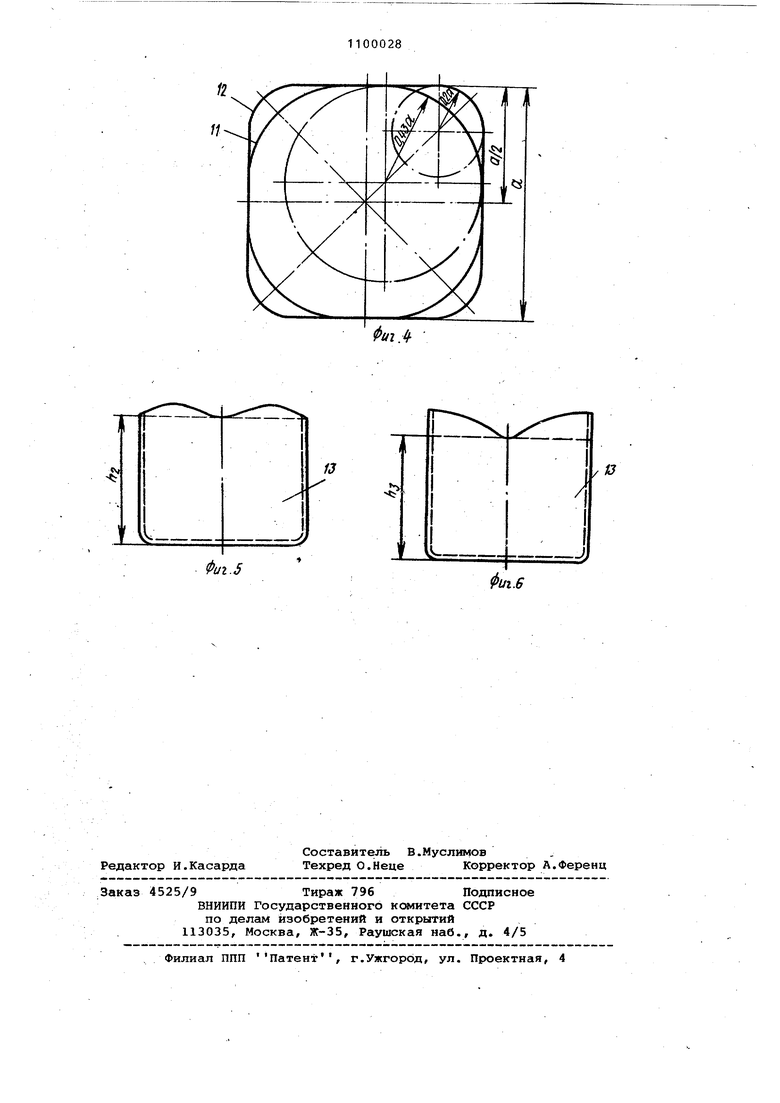
ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, имеющая в плане форму квадрата,со .скругленными по дуге окружности углами, отличающаяся тем, что, с целью экономии штампуемого Материала за счет уменьшения высоты фестонов, скругления выполнены с радиусом, составляющим 0,2-0,43 длины стороны квадрата заготовки, а центры этих окружностей расположены на диагоналях квадрата. Л С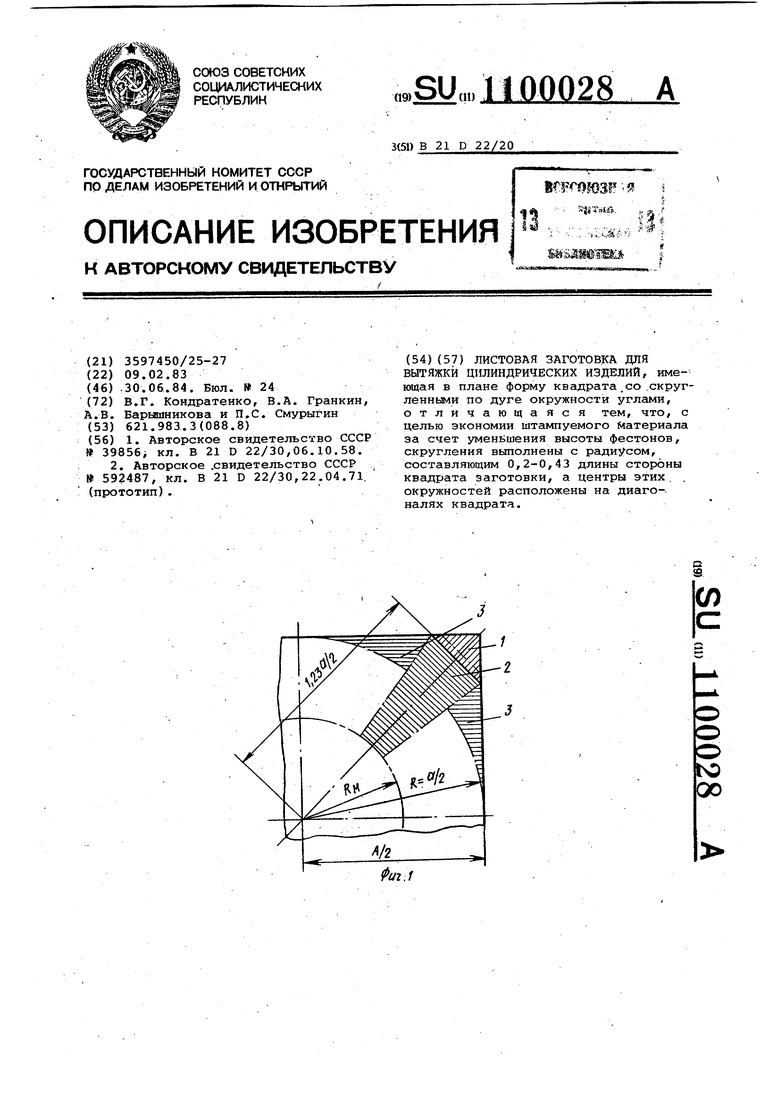
Фиг. 5
1
-j
J.
Фиг.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электрический жидкостный выключатель | 1932 |
|
SU39856A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское .свидетельство СССР , 592487, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| (прототип). | |||
