1
(21)4875404/13 (22) 26 07 90 (46)30.1292 Бюл №48
(71)Одесский технологический институт пищевой промышленности им М В Ломоносова
(72)Н.Н. Конопинский и А Ф Котельников
(56)Котельников А Ф и др Современные закаточные машины для металлической и стеклянной тары М Легкая и пищевая промышленность, 1984
(54) СПОСОБ НАЛАДКИ ЗАКАТОЧНЫХ МАШИН
(57)Использование в консервной промышленности, например при производстве консервной тары Сущность изобретения при
наладке закаточной машины для стеклотары устройство с установленным диском по горловине банки и отрегулированной стойкой по высоте банки располагается на поджимном столике закаточной машины, после чего его вручную доводят до зоны максимального нажима роликов. В этом месте устанавливают прижим устройства к патрону, а затем устанавливают ролики таким образом, чтобы при дальнейшем вращении машины ролики вращались за счет фрикционных усилий. Так как образующая диска выполнена по форме и размеру закаточного шва, ролики выставляют одним дви- жением и по высоте и по диаметру Описанные операции повторяют на каждой закаточной головке 8 ил
(Л

Изобретение относится к консервной промышленности и жестяно-баночному производству и используется при закатывании консервной тары
Известный шаблон используемый при наладке закаточных роликов машины по высоте и диаметру закаточного шва. представляет собой щуп имеющий два контрольных размера: высотный и радиальный зазоры Для установки поджимных столиков по высоте банки используют саму банку. К недостаткам описанного шаблона следует отнести большие временные затраты (т.к приходится выставлять по два размера по роликам и один - по столику) и низкое качество закаточного шва, т к по шаблону контролируется зазор между закаточным патроном и закаточным роликом При этом не учитывается разнотолщинность жести, выработка закаточных роликов и допуск на толщину горла банки (в случае стеклянных банок)
Известный способ наладки закаточных машин, принятый за прототип, заключается в следующих операциях. Банку с крышкой устанавливают на поджимной столик закаточной машины и, вращая вручную штурвал ее доводят до места окончания подъема столика Банка должна быть плотно зажата между закаточным патроном и столиком Плотность прижатия контролируют вруч-- ную, отсутствием вращения банки. Затем, вращая штурвал машины, банку выводят из зоны закатывания. Возможны три варианта: 1 - банка вращается - поджим недостаточный, 2 - банка деформируется (стеклянная разрушается) - поджим чрезмерный, 3 - банка не вращается - поджим нормальный В первых двух случаях операцию наладки повторяют. Иногда операцию наладки приходится повторять 3-4 раза на каждой закаточной головке. После установки поджимных столиков проводят наладку закаточных роликов Для этого каждую зака 1
00
2
очную головку (без банки) доводят вручную о зоны закатывания и по щупу выставляют зазор между закаточными роликами и патроном. Каждый ролик выставляют по высоте и радиальному зазору. Затем устанавливают банку с крышкой и проверяют качество закатывания. При неудовлетворительном качест е - недожим, гофрообразование, деформация, разрушение стеклянных банок операцию наладки повторяют. Как правило операцию наладки закаточных роликов повторяют 3...5 раз. Таким образом, на каждой позиции закатывания приходится сперва устанавливать столики, а затем - ролики.
Совместить эти операции нельзя, т.к. при установке столика банка должна быть с крышкой, что не позволяет установить ролики. К недостаткам описанного способа следует отнести то. что он требует многократной повторности. а следователь- но ольших затрат времени, низкое качество наладки. Если при этом учесть, что наладка осуществляется несколько раз в смену, то понятно насколько серьезен этот недостаток. Необходимо помнить, что результаты некачественной наладки иногда видны уже после стерилизации и даже реализации консервов, а это приводит к значительным материальным потерям а инчэгда и отравлению людей.
Целью изобретения является повышение качества и снижение временных затрат на наладку закаточных машин.
Цель достигается за счет того, что установка поджимных столиков и закаточных роликов осуществляется одновременно на приспособлении, включающем телескопическую стойку, на одном из концов которой установлен диск, образующая которого имеет форму и размеры закаточного шна банки
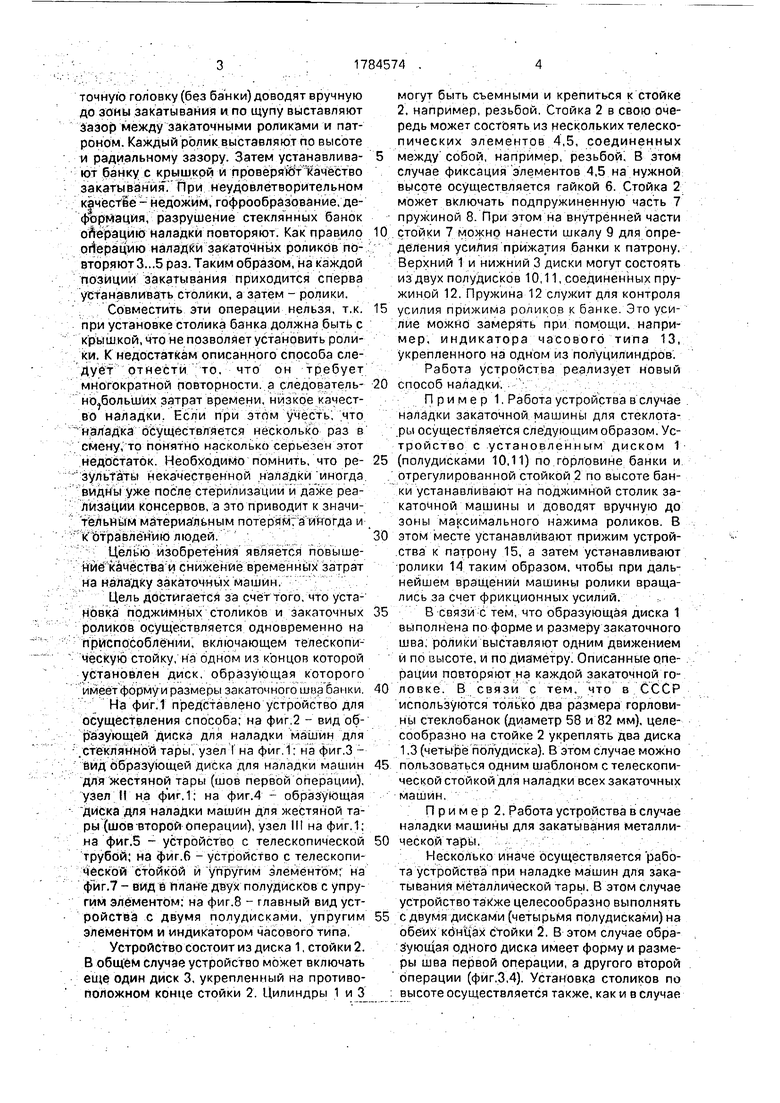
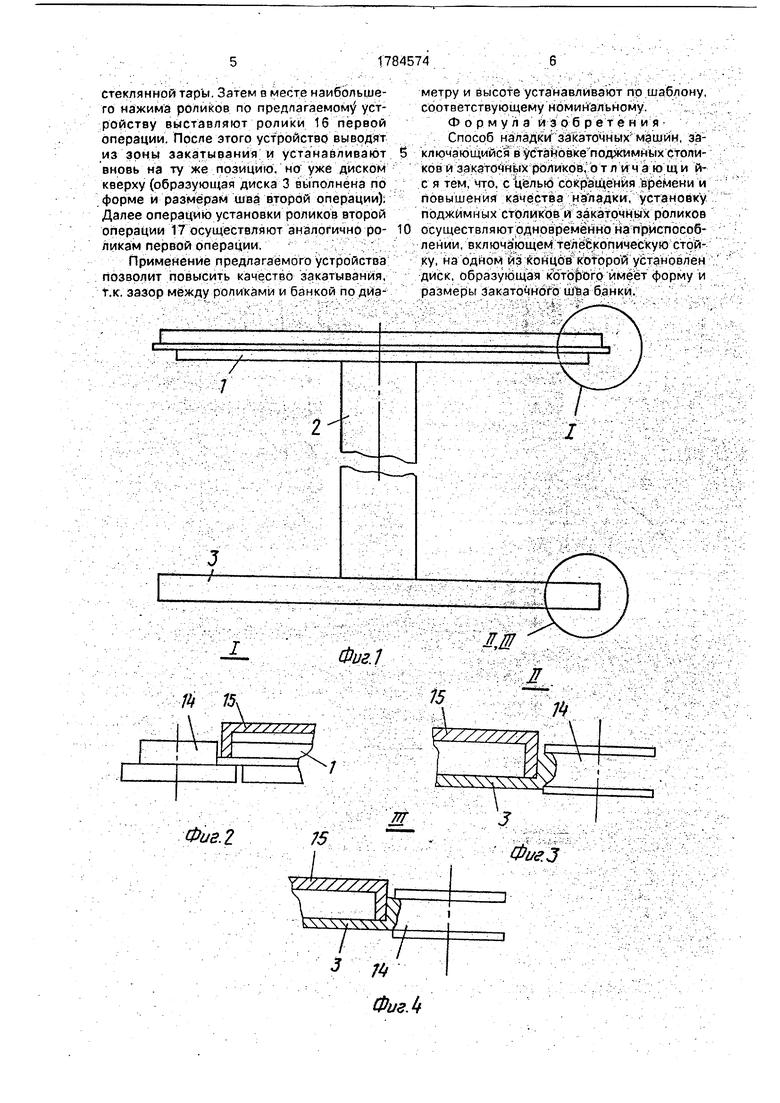
На фиг.1 представлено устройство для осуществления способа; на фиг,2 - вид образующей диска для наладки машин для стеклянной тары, узел I на фиг.1: на фиг.З - вид образующей диска для наладки машин для жестяной тары (шов первой операции), узел II на фиг.1; на фиг.4 - образующая диска для наладки машин для жестяной тары (шов-второй операции), узел III на фиг.1; на фиг.5 - устройство с телескопической трубой; на фиг.6 - устройство с телескопической стойкой и упругим элементом; на фиг.7 - вид в плане двух полудисков с упругим элементом: на фиг.8 - главный вид устройства с двумя полудисками, упругим элементом и индикатором часового типа,
Устройство состоит из диска 1, стойки 2. В общем случае устройство может включать еще один диск 3, укрепленный на противоположном конце стойки 2. Цилиндры 1 и 3
могут быть съемными и крепиться к стойке 2, например, резьбой. Стойка 2 в свою очередь может состоять из нескольких телеско- пических элементов 4,5, соединенных
между собой, например, резьбой, В этом случае фиксация элементов 4,5 на нужной высоте осуществляется гайкой 6. Стойка 2 может включать подпружиненную часть 7 пружиной 8. При этом на внутренней части
0 стойки 7 можно нанести шкалу 9 для определения усилия прижатия банки к патрону. Верхний 1 и нижний 3 диски могут состоять из двух полудисков 10,11, соединенных пружиной 12. Пружина 12 служит для контроля
5 усилия прижима роликов к банке. Это усилие можно замерять при помощи, например, индикатора часового типа 13, укрепленного на одном из полуцилиндров. Работа устройства реализует новый
0 способ наладки.
Пример 1. Работа устройства в случае наладки закаточной машины для стеклотары осуществляется следующим образом. Устройство с установленным диском 1
5 (полудисками 10,11) по горловине банки и отрегулированной стойкой 2 по высоте банки устанавливают на поджимной столик закаточной машины и доводят вручную до зоны максимального нажима роликов. В
0 этом месте устанавли&эют прижим устройства к патрону 15, а затем устанавливают ролики 14 таким образом, чтобы при дальнейшем вращении машины ролики вращались за счет фрикционных усилий.
5 В связи с тем, что образующая диска 1 выполнена по форме и размеру закаточного шва, ролики выставляют одним движением и по высоте, и по диаметру. Описанные операции повторяют на каждой закаточной го0 ловке. В связи с тем, что в СССР используются только два размера горловины стеклобанок (диаметр 58 и 82 мм), целесообразно на стойке 2 укреплять два диска 1,3 (четыре пол удиска). В этом случае можно
5 пользоваться одним шаблоном с телескопической стойкой для наладки всех закаточных машин,
Пример 2. Работа устройства в случае наладки машины для закатывания металли0 ческой тары.
Несколько иначе осуществляется работа устройства при наладке машин для закатывания металлической тары, В этом случае устройство также целесообразно выполнять
5 с двумя дисками (четырьмя полудисками) на обеих концах стойки 2, В этом случае образующая одного диска имеет форму и размеры шва первой операции, а другого второй операции (фиг.3,4). Установка столиков по высоте осуществляется также, как и в случае
стеклянной тары, Затем в месте наибольшего нажима роликов по предлагаемому устройству выставляют ролики 16 первой операции. После этого устройство выводят из зоны закатывания и устанавливают вновь на ту же позицию, но уже диском кверху (образующая диска 3 выполнена по форме и размерам шва второй операции). Далее операцию установки роликов второй операции 17 осуществляют аналогично роликам первой операции.
Применение предлагаемого устройства позволит повысить качество закатывания, т.к. зазор между роликами и банкой по диаJ
-4-
I
ФигЛ
ft 15,
0
метру и высоте устанавливают по шаблону, соответствующему номинальному. Формула изобретения Способ наладки закаточных машин, заключающийся в установке поджимных столиков и закаточных роликов, отличающи й- с я тем, что, с целью сокращения времени и повышения качества на ладки, установку поджимных столиков и закаточных роликов осуществляют одновременно на приспособлении, включающем телескопическую стойку, на одном из концов которой установлен диск, образующая которого имеет форму и размеры закаточного шЪа банки.
Л,Щ
Л
15
К
Фиг. b
/2
J3
Фиг. 8
