Изобретение относится к деревообрабатывающей промышленности, а именно к способам установки соединительного элемента в деталь мебели, выполненную, преимущественно, в виде древесно-стружечной плиты, и к конструкциям соединительного элемента, а также может быть использовано в других отраслях промышленности, например, строительной, при изготовлении оконных рам,дверей.
Известен способ установки соединительного элемента в деталь, при котором осуществляют забивку шкантов в отверстия детали, при этом в процессе заЬивки шкан- тов деталь в зоне отверстия не обжимают.
К недостатку известного способа относится невозможность достижения высокого качества и одновременно большой прочности соединения. Это вызвано тем, что при. установке соединительного элемента в торцах деталей мебели из древесно-стружеч- ных п-лит с большим натягом, обеспечивающим достаточную прочность соединения, происходит Вспучивание (деформация) наружной поверхности детали в месте установки в нее соединительного элемента, в результате чего снижается качество изделия.
Известна конструкция соединительного элемента для установки в деталь фирмы ФРГ Мельде, представляющая собой втулку, имеющую наружную нарезку и продольное отверстие с резьбой.
Недостатком известного соединительного элемента является недостаточная прочность и сложность автоматизации проXI
СО
ел чэ о
со
цесса установки соединительного элемента. Это обусловлено сложностью точной установки втулки по оси отверстия детали и сложностью ориентации втулки, т.к. наружная нарезка несимметрична поперечной оси. При автоматизированном способе установки втулки в деталь при незначительном смещении от оси нарезка сминается, разрушается структура детали, что снижает прочность соединения.
Цель изобретения - повышение прочности соединения и обеспечение процесса установки соединительного элемента в автоматическом режиме.
Указанная цель достигается тем, что деталь в зоне отверстия предварительно обжимают, после чего в отверстие детали вдавливают соединительный элемент, а затем прекращают обжатие детали.
Наружная нарезка выполнена волнообразной, причем волны расположены симметрично относительно поперечной оси этого элемента.
С целью обеспечения процесса установки соединительного элемента в автоматическом режиме отверстие во втулке выполнено сквозным.
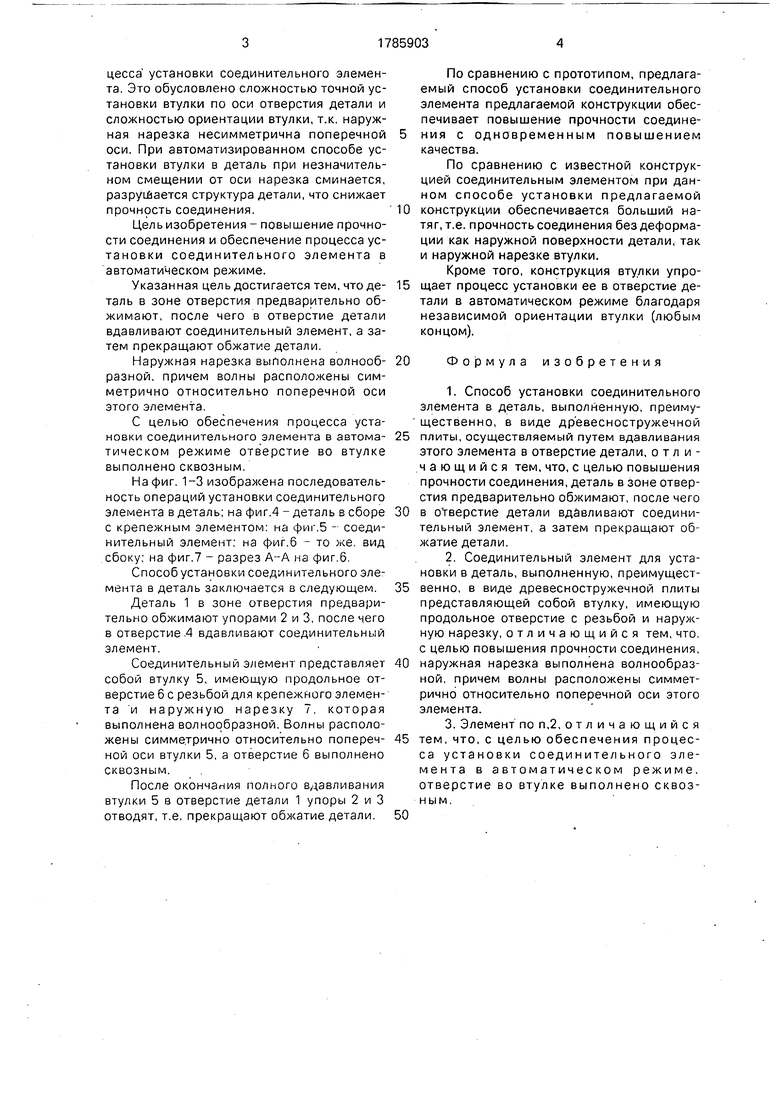
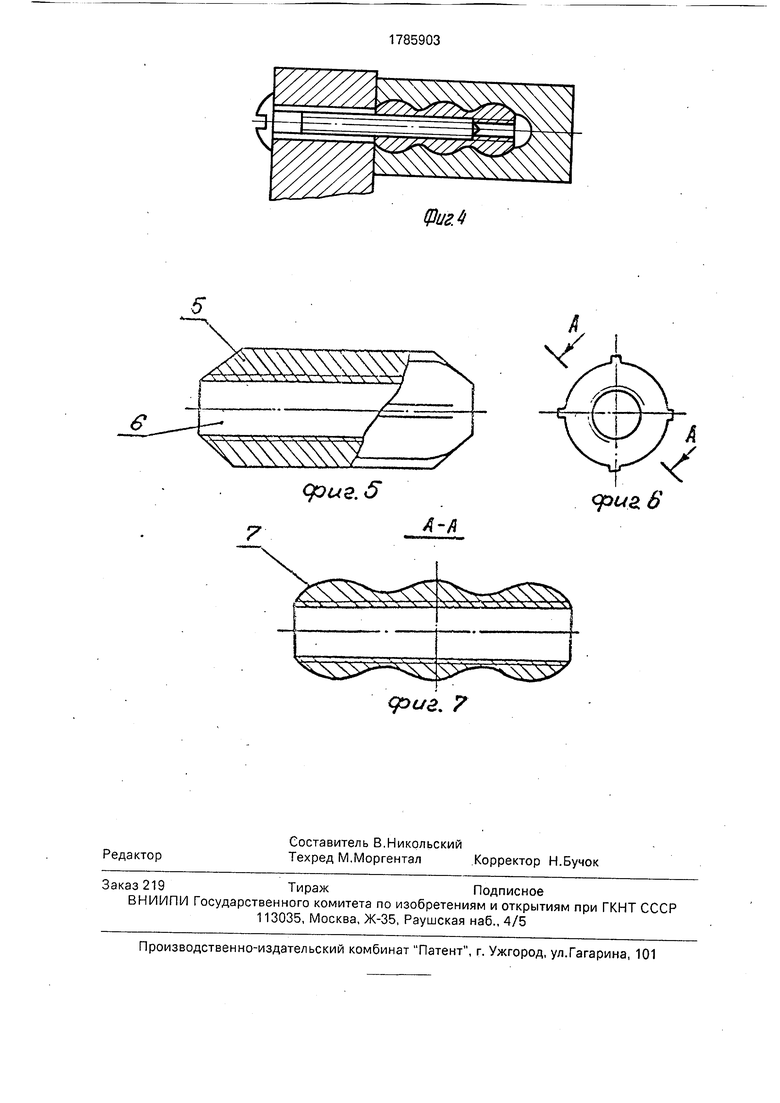
На фиг. 1-3 изображена последовательность операций установки соединительного элемента в деталь; на фиг.4 - деталь в сборе с крепежным элементом: на фиг.5 - соединительный элемент; на фиг.6 - то же. вид .сбоку; на фиг.7 - разрез А-А на фиг.6.
Способ установки соединительного элемента в деталь заключается в следующем.
Деталь 1 в зоне отверстия предварительно обжимают упорами 2 и 3, после чего в отверстие .4 вдавливают соединительный элемент.
Соединительный элемент представляет собой втулку 5, имеющую продольное отверстие 6 с резьбой для крепежного элемента и наружную нарезку 7, которая выполнена волнообразной. Волны расположены симметрично относительно поперечной оси втулки 5, а отверстие 6 выполнено сквозным.
После окончания полного вдавливания втулки 5 в отверстие детали 1 упоры 2 и 3 отводят, т.е. прекращают обжатие детали.
По сравнению с прототипом, предлагаемый способ установки соединительного элемента предлагаемой конструкции обеспечивает повышение прочности соедине- ния с одновременным повышением качества.
По сравнению с известной конструкцией соединительным элементом при данном способе установки предлагаемой конструкции обеспечивается больший натяг, т.е. прочность соединения без деформации как наружной поверхности детали, так и наружной нарезке втулки.
Кроме того, конструкция втулки упро- щает процесс установки ее в отверстие детали в автоматическом режиме благодаря независимой ориентации втулки (любым концом).
20
Формула изобретения
1. Способ установки соединительного
элемента в деталь, выполненную, преимущественно, в виде др евесностружечной
плиты, осуществляемый путем вдавливания этого элемента в отверстие детали, отличающийся тем, что, с целью повышения прочности соединения, деталь в зоне отверстия предварительно обжимают, после чего
в отверстие детали вдавливают соединительный элемент, а затем прекращают обжатие детали.
2. Соединительный элемент для установки в деталь, выполненную, преимущественно, в виде древесностружечной плиты представляющей собой втулку, имеющую продольное отверстие с резьбой и наружную нарезку, отличающийся тем, что, с целью повышения прочности соединения,
наружная нарезка выполнена волнообразной, причем волны расположены симметрично относительно поперечной оси этого элемента.
3. Элемент по п,2, отличающийся тем, что,с целью обеспечения процесса установки соединительного элемента в автоматическом режиме, отверстие во втулке выполнено сквозным.
t t i

Изобретение относится к деревообрабатывающей промышленности. Наиболее эффективно может быть использовано для соединения деталей мебели, преимущественно в виде древесно-стружечной плиты. Цель изобретения - повышение прочности элемента в автоматическом режиме. Для этого деталь в зоне отверстия предварительно отжимают упорами, после чего в отверстиедетали вдавливают соединительный элемент. Он представляет собой втулку, имеющую продольное сквозное отверстие с резьбой для крепежного элемента и наружную волнообразную нарезку, причем волны расположены симметрично относительно поперечной оси втулки. После окончания полного вдавливания втулки в отверстие детали прекращают обжатие детали 2 с. и 1 з.п.ф-лы, 7 ил. СО
,/L
|Ft to/
t
/
fI f fej
Фиг.
| Устройство для забивки шкантов | 1984 |
|
SU1258692A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Кряков М.В | |||
| и др | |||
| Современное производство мебели | |||
| М.: Лесная промышленность, 1986, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
