I1258692
относится к деревообпа27 ва
рабатывакяцей промьшшенности и может быть использовано при изготовлении изделий мебели на шкантовых соединениях .
Целью изобретения является упрощение конструкции и снижение металлоемкости,
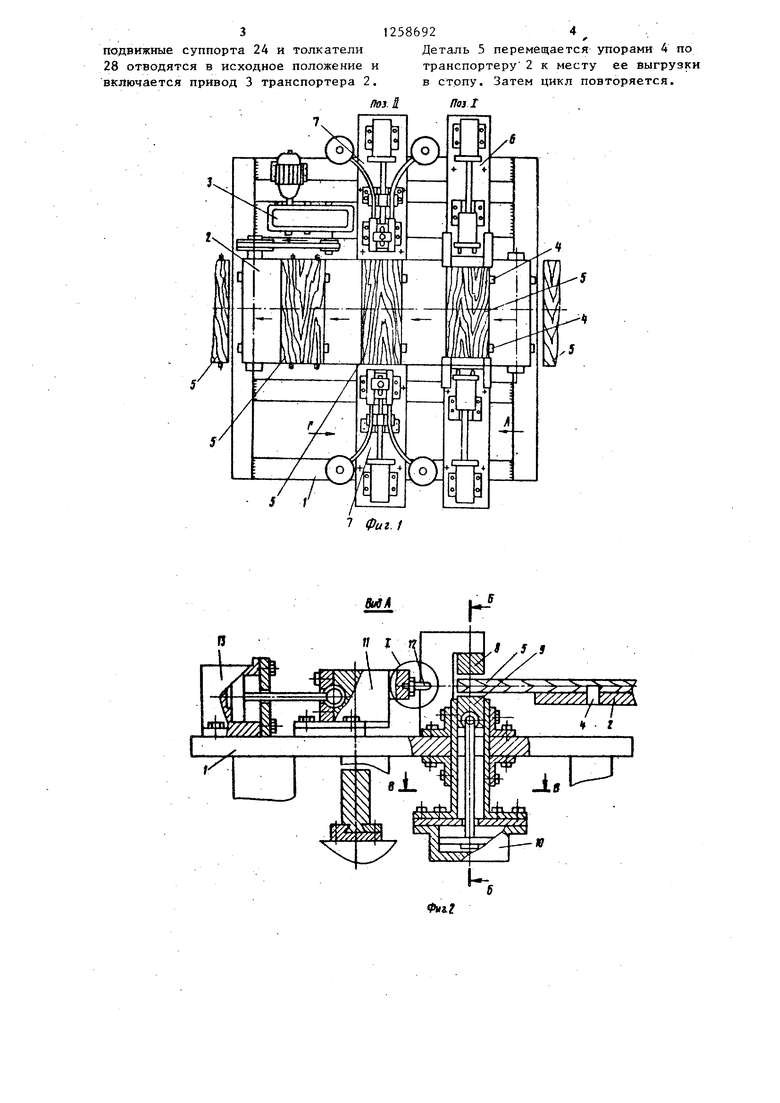
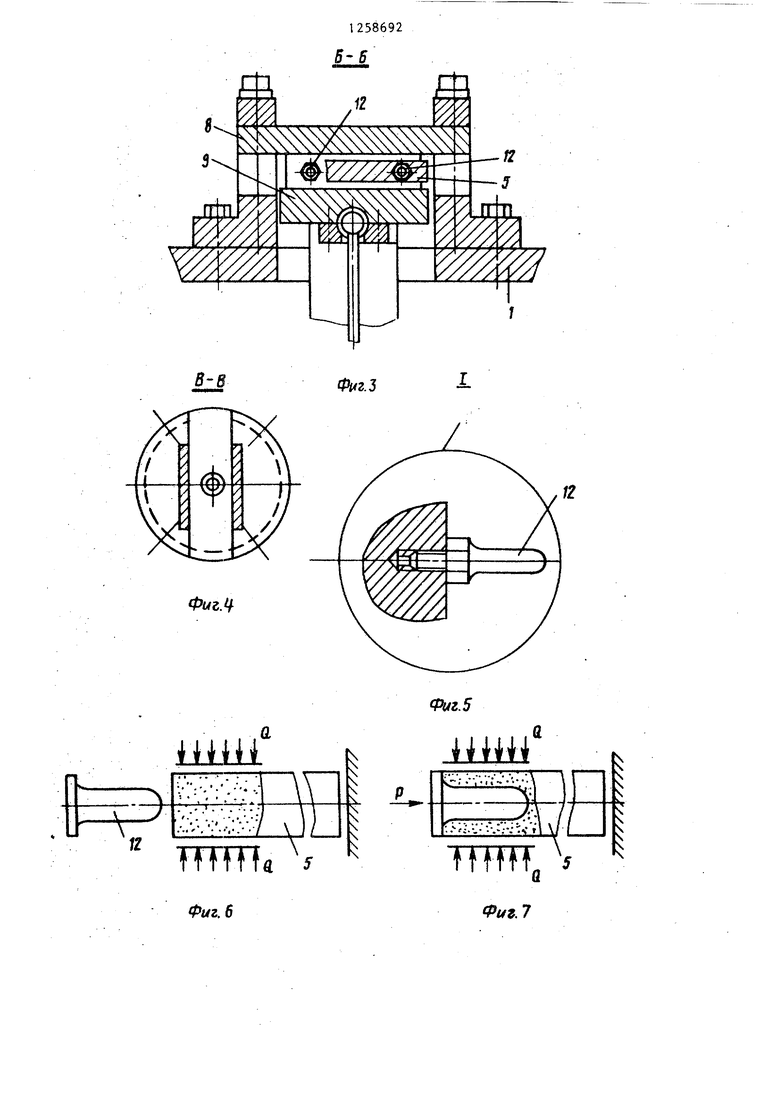
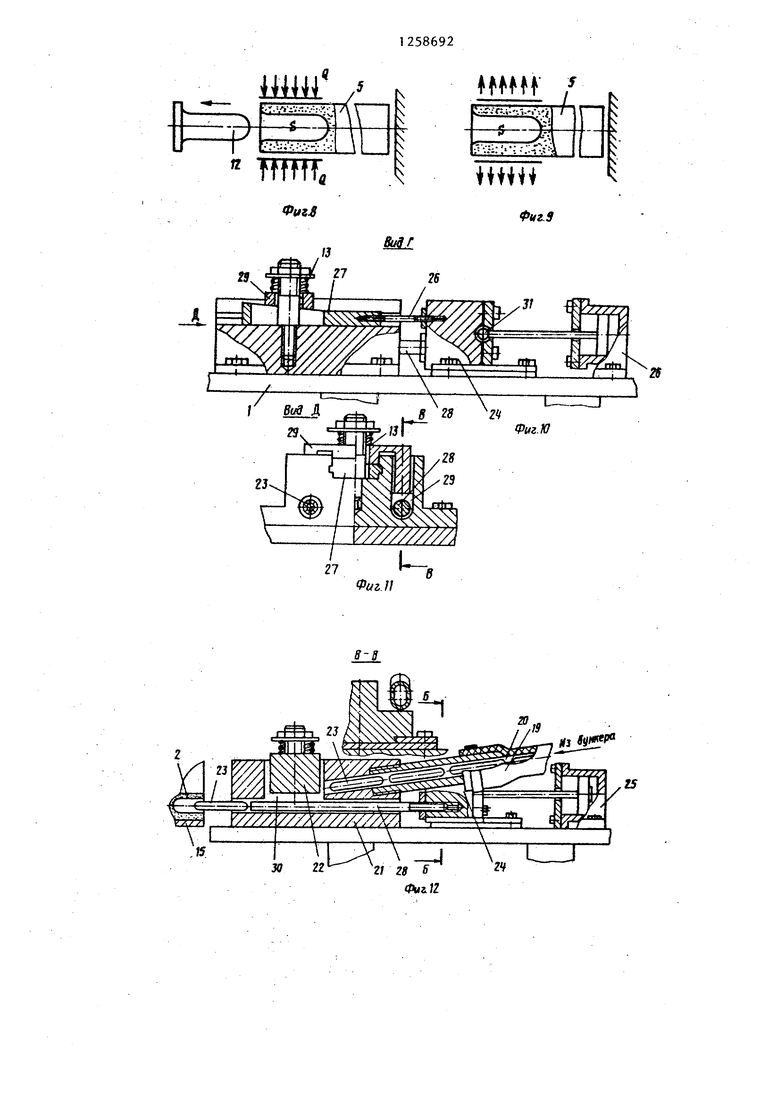
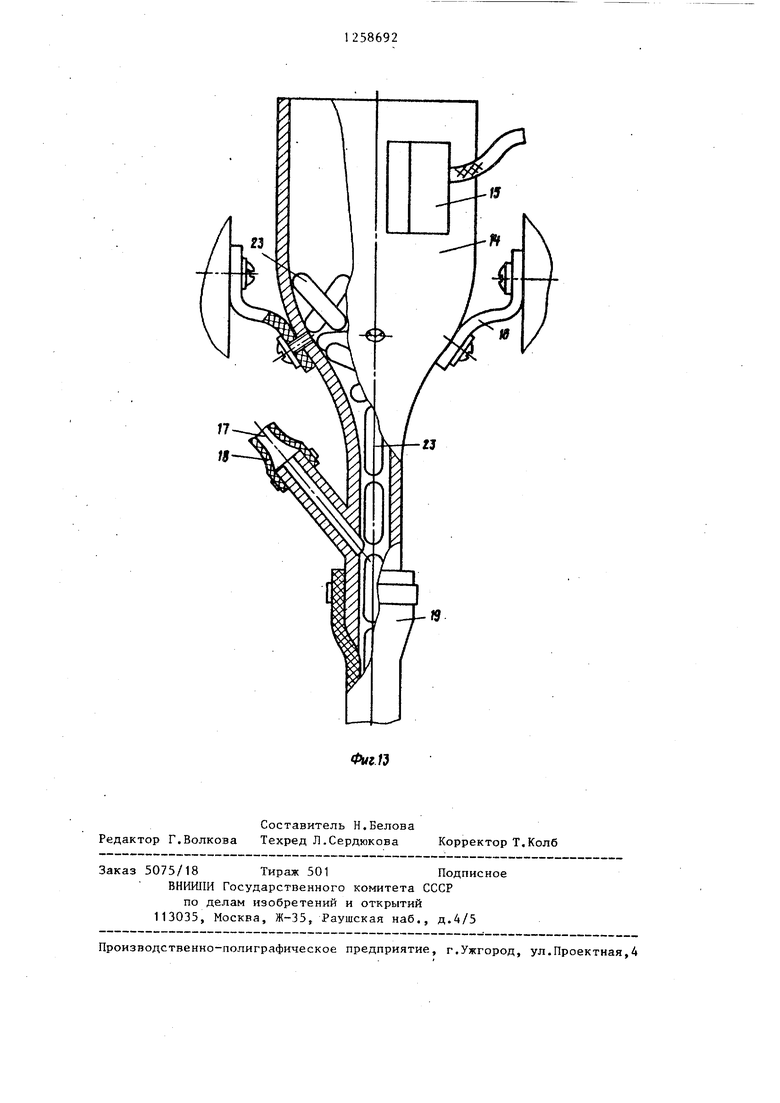
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2} на фиг. 4 - разрез Вна фиг. 2; на фиг. 5 - узел I на фиг. 2; на фиг. 6-9 - последовательность операций получения отверстий в деталях; на фиг. 10 - вид Г на фиг, 1; на фиг. 11 - вид D на фиг.10 на фиг. 12 - механизм подачи и забивки шкантов в отверстия деталей; на фиг. 13 - вибробункер подачи деталей общий вид.
Устройство для забивки шкантов состоит из станины 1, на которой смонтирован транспортер 2 с приводом 3 и упорами 4 для перемещения обрабатываемой детали 5 от механизма получения отверстий к механизму для забивки шкантов.
На станине 1 смонтированы механизмы 6 выполнения отверстий, механизмы 7 подачи и забивки шкантов.
Механизм 6 выполнения отверстий состоит из верхних неподвижных упоров 8, нижних подвижных упоров 9 с цилиндрами 10, подвижных суппортов 11 с инструментами для получения 12 отверстий и пнев1 оцилиндрами 13.
Механизмы 7 подачи и забивки шкантов смонтированы на станине 1 и включают вибробункеры 14, выполненные в виде конусообразных чаш с сужением к низу и снабжены вибраторами 15, опорами 16,. В нижних частях чаш вибробункеров 14 имеются отверстия 17 для сжатого воздуха, к которым присоединены гибкие шланги 18, по которым поступает сжатый воздух из магистрали (не показан), Нижние части чаши вибробункеров 14 соединены гибкими шлангами 19 с отверстиями 20 механизмов 7 забивки шкантов. Механизмы 7 забивки шкантов смонтированы на станине 1 и включают корпуса 21 с отсекателями 22 шкантов 23, подвижные суппорта 24 с приводами 25, регулируемыми тягами 26, подпружиненными плунжерами 27, и толкателями 28 шкантов 23 и колец 29.
5
0
5
0
5
0
5
0
Корпуса 21 имеют такие Т-образные пазы 30, в которые входят плунжеры 27. Все приводы и цилиндры устройства имеют шарнирные соединения 31.
Устройство работает следующим образом.
Шканты 23 загружают в вибробункеры 14 и включают подачу сжатого воздуха из магистрали по гибким шлангам 18 через отверстия 17 в сужающуюся часть конусообразной чаши.
При включении вибратора 15 конусообразная часть чаяш начинает вибрировать с частотой подаваемого промышленного тока, т.6, 50 Гц, и шканты под действием вибратора 15 и сжатого воздуха поступают по гибким шлангам 19 и отверстиям 20 в корпусе 21 механизма 7 забивки шкантов.
После этого обрабатываемая деталь 5 оператором укладывается на транспортер 2 и включается привод 3 транспортера 2. С помощью упоров 4 деталь 5 по транспортеру 2 перемещается на поз. I к механизмам 6 выполнения отверстий.
При поступлении детали в механизм выполнения отверстий транспортер останавливается и включаются цилиндры 10 в нижние подвижные упоры 9, поджимают деталь 5 к верхнему неподвижному упору 8. После этого включаются пневмоцилиндры 13, которые перемещают подвижные суппорта 11 с инструментами для получения отверстий 12 к детали 5.
При вдавливании инструментом 12 в детали 5 одновременно с двух ее торцов образуются отверстия, равные размерам инструментов 12.
После образования отверстий в деталях 5 инструменты 12 с помощью цилиндров 13 отводятся назад и д е- таль 5 перемещается при помощи упоров 4 транспортера 2 к механизму 7 . подачи и забивки шкантов, затем транспортер 2 останавливается и осуществляется забивка шкантов 23 в образованные отверстия на поз.Т детали 5,
При этом путем взаимодействия от-- секателей 22, подвижных суппортов 24 с приводами 25 и регулируемых тяг 26 и подпружиненных плунжеров 27, толкателей 28 производится забивка шкантов 23 в отверстия детали 5 од- , повременно с двух ее торцов. Затем
312586924
подвижные суппорта 24 и толкатели Деталь 5 перемещается упорами 4 по 28 отводятся в исходное положение и транспортеру 2 к месту ее выгрузки включается привод 3 транспортера 2. в стопу. Затем цикл повторяется.
Поз. S. Поз I 7.
7 Фиг.{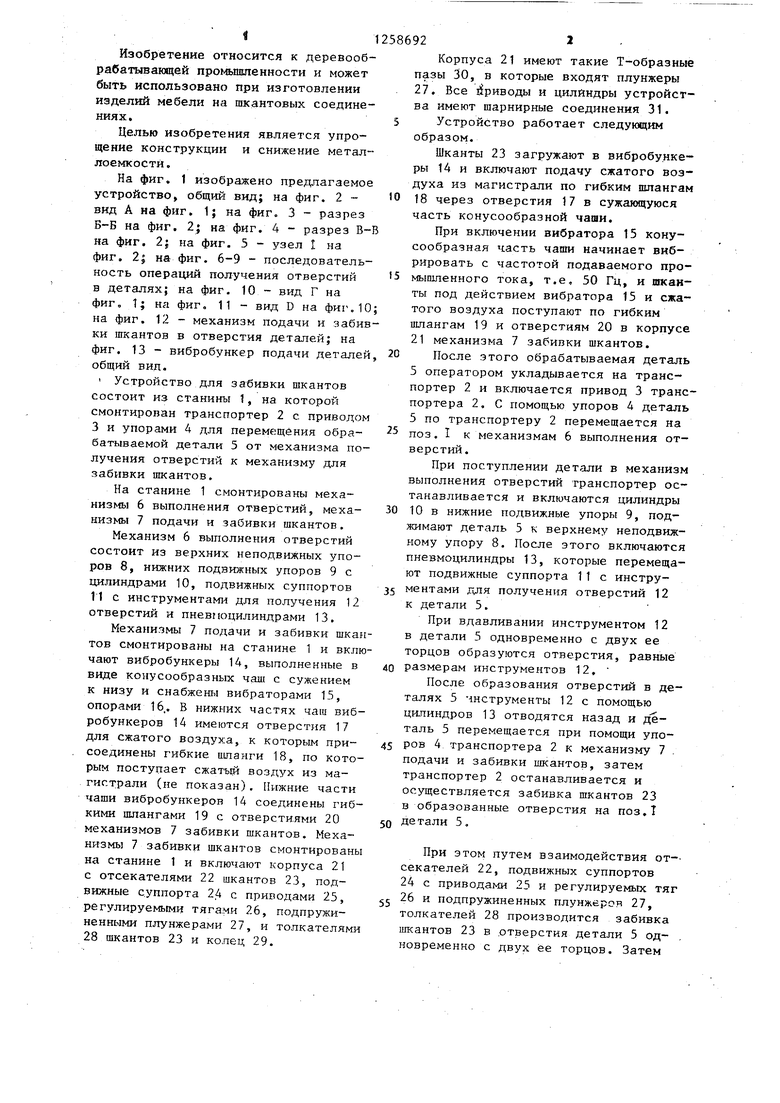
| название | год | авторы | номер документа |
|---|---|---|---|
| Гвоздезабивной станок для изготовления щитов | 1986 |
|
SU1412951A1 |
| Автоматический желободоводочный станок | 1973 |
|
SU543501A1 |
| Автомат для сборки деталей типа валик-втулка | 1976 |
|
SU657950A2 |
| Гвоздезабивное устройство | 1980 |
|
SU935282A1 |
| Смесеприготовительная линия | 1989 |
|
SU1710179A1 |
| Автомат для сборки лапки швейной машины | 1981 |
|
SU1004065A1 |
| Автомат для сборки мебельных ящиков | 1986 |
|
SU1315309A1 |
| Система автоматической коррекции положения и траектории движения копировального суппорта | 1975 |
|
SU543497A1 |
| Вертикальный пресс для таблетирования коротковолокнистых материалов | 1985 |
|
SU1299814A1 |
| УСТРОЙСТВО для НАБОРА ДЕТАЛЕЙ С ОТВЕРСТИЯМИ НА СТЕРЖНИ | 1971 |
|
SU311611A1 |
виЗЛ
В-В
Фкг.З
Фиг.
Фиг. 5
fUiii
а
Htttta 5
UUI
1
1
ТТТТТТ/5
U
Фиг. б
Фиг.
Фиъ
nffff
..-....-..-,l /
1
Фиг. 9
/ г-Ь . 2
.Л7
Я
Ч
27 -3
Фиг. И
MZ
г
23
.IS
39
28 S Aial2
w
| Устройство для постановки царги на сиденье кухонного стула | 1980 |
|
SU874340A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Проспект фирмы Holssma, ФРГ, 1981. | |||
