Изобретение относится к области металлургии, в частности к технологии нагрева непрерывнолитых заготовок для их последующей прокатки.
Известен способ нагрева заготовок перед прокаткой, содержащий приемы транспортировки металла через печь путем их шагового проталкивания по охлаждаемым направляющим [1]
Недостатки известного способа в том, что охлаждаемые направляющие оставляют на металле, в месте его контакта с ними, темные пятна. В обычных случаях при обработке массивных заготовок указанные пятна за время транспортировки заготовки от печи к прокатному стану снимаются за счет тепла примыкающей к пятну большой массы металла заготовки. В случае же обработки тонких слябов возможность саморазогрева металла отсутствует. В то же время требования к качеству нагрева тонких слябов крайне высоки, т.к. перепад температуры отдельных участков тонкого сляба в несколько градусов ведет к заметной разнотолщинности прокатной продукции [2]
Неохлаждаемые направляющие, применение которых также возможно, обладают недостаточной стойкостью. При проталкивании в печи разогретых заготовок возможна их взаимная приварка. Последующее их разделение вызывает большие трудности при выдаче и прокатке.
Известен способ нагрева тонких слябов в печи с шагающим подом [3] Применение в данном случае шагающего пода подтверждается чертежом, приведенным в указанном источнике информации: заметные в плане просветы между заготовками являются признаками применения шагающего пода.
Недостаток данного аналога неравномерность нагрева по длине тонких слябов, т.к. в просветах между конструкциями шагающего пода имеет место подстуживание слябов: тепло отбирают гидрозатворы, отделяющие печное пространство от внешнего. Отсутствие возможности уменьшения расстояний между подинами шагающего пода ведет к искривлению тонких слябов, что затрудняет их дальнейшую транспортировку металла от печи к стану по рольгангу.
Данный аналог наиболее близок к заявляемому объекту по технической сущности и поэтому принят в качестве прототипа.
Цель изобретения равномерный нагрев и устранение взаимной приварки тонких слябов при их нагреве в печи.
Указанная цель достигается за счет того, что в способе нагрева тонких слябов в печи, включающем боковые загрузку и выдачу слябов, также их шаговое перемещение в печи, во время пауз между шагами сляб, расположенный непосредственно за выдаваемым, смещают в печи в направлении, перпендикулярном его шаговому перемещению. Ход смещаемого в печи сляба не менее ширины подовой трубы, или стеллюги, или зазора между подинами шагающего пода. В момент начала движения сляба при его выдаче из печи или смещении в ней примыкающий к нему сляб удерживают от осевых смещений.
Отличительные признаки предложения смещение в печи во время пауз между шагами, в направлении перпендикулярном шаговому перемещению, сляба, примыкающего к выдаваемому, на ход не менее ширины подовой трубы, или стеллюги, или зазора между подинами шагающего пода позволяют обеспечить равномерность нагрева металла в печи перед его прокаткой, т.к. усредняют условия нагрева сляба в печи в период его выдержки в томильной зоне непосредственно перед выдачей из нее под прокатку.
Указанные отличительные признаки, а также признак удержания от осевых смещений сляба, примыкающего к смещаемому или выдаваемому в момент начала движения последнего, в совокупности позволяют в случае транспортировки проталкиванием слябов через печь сплошным коржом предупредить взаимную приварку кромок соседних слябов или, если слябы уже сварились, разрушить сварку и тем самым обеспечить поштучную выдачу слябов из печи.
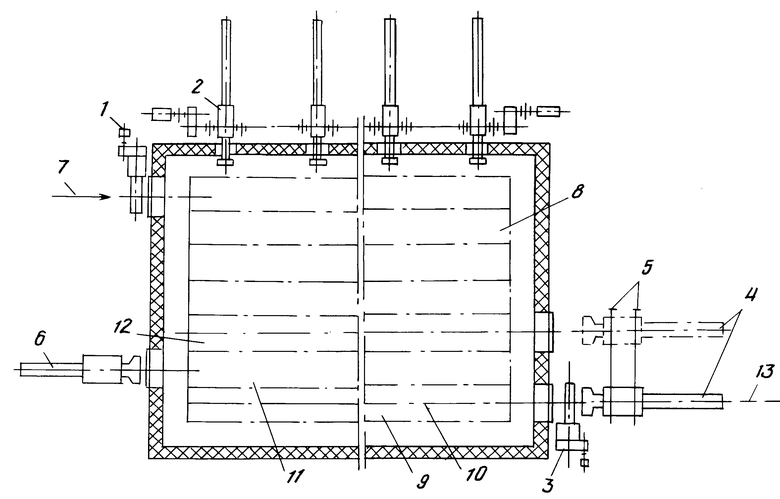
На чертеже показана печь толкательного типа с подом, выполненным из охлаждаемых глиссажных труб, план.
Печь со стороны задачи снабжена задающим устройством трайб-роликами 1 и толкателем 2. Со стороны выдачи печь снабжена также трайб-роликами 3 и сопряженными с ними клещевыми захватами 4, установленными на направляющих 5 с возможностью перемещения по ним вдоль печи. Со стороны выдачи, но у противоположной боковой стены печи установлены дополнительные клещевые захваты 6, аналогичные захватам 4, но без направляющих и соответствующего привода перемещения.
Заявляемый способ на печи описанной конструкции реализуется следующим образом.
Очередной сляб в направлении, обозначенном стрелкой 7, трайб-роликами 1 задают в печь. Включением толкателя 2 корж 8 слябов в печи проталкивают на шаг, равный ширине сляба, и выдают очередной разогретый сляб на ось 10 выдачи, а толкатель 2 возвращают в исходное положение. Клещевым захватом 4 захватывают сляб 9. Одновременно клещевым захватом 6 захватывают примыкающий к слябу 9 сляб 11. Включением привода клещевого захвата 4 торец сляба 9 втаскивают в роликовый разъем трайб-роликов 3. Разжимают клещевые захваты 4 и отпускают сляб 9, перемещают захваты 4 вдоль печи и останавливают против сляба 12, примыкающего к слябу 11. После этого включением трайб-роликов 3 выдают под прокатку сляб 9 в направлении стрелки 13. Во время выдачи сляба 9 накладывают захваты 4 на сляб 12, а захватами 6 смещают сляб 11 в печи в направлении, поперечном шаговому перемещению коржа 8 в печи и обратном направлению 13. После этого захваты 4 и 6 размыкают и захваты 4 отводят в исходное положение на ось 10. Совместная работа захватов 4 и 6 позволяет разрушить возможную приварку кромок слябов друг к другу. После окончания задачи в печь очередного подлежащего нагреву сляба цикл повторяется.
Работа трайб-роликов 1 и 3 согласована между собой, и время задачи в печь очередного подлежащего нагреву сляба совпадает со временем выдачи под прокатку очередного нагретого сляба. Слябы длиной до 50 м загружают в печь и выдают под прокатку в течение несколько минут, а суммарное время проталкивания коржа 8 в печи на один шаг и срабатывания устройств 4 и 6 менее 1 мин, что позволяет выполнить приемы способа за время паузы между двумя очередными проталкиваниями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ТОНКИХ СЛЯБОВ | 1989 |
|
RU2024348C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2043286C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
| Печь с шагающим подом | 1989 |
|
SU1735689A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| Подъемное устройство шагающего пода нагревательной печи | 1973 |
|
SU473888A1 |
| КЛАССИФИКАТОР КУСКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2095711C1 |
| Непрерывнолитой слиток | 1986 |
|
SU1537355A1 |
| Эксцентриковый механизм подъема-опускания подвижной рамы шагающего конвейера | 1990 |
|
SU1795953A3 |
Сущность изобретения: способ нагрева тонких слябов в печи включает боковую загрузку и выдачу слябов, и их шаговое перемещение в печи. Новым является то, что ход смещения в печи сляба не менее ширины подовой трубы или стеллюги, или зазора между подинами шагающего пода. В момент начала движения сляба при его выдаче из печи или смещении в ней примыкающей к нему сляб удерживают от осевых перемещений. 2 з.п. ф-лы, 1 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Черные металлы, 1990, N 4. | |||
