Изобретение относится к обработке металлов давлением, а точнее, к способам горячей прокатки слитков из алюминиевых сплавов и может найти применение в металлургической промышленности.
Известен способ смазки валков клети для горячей прокатки, включающий операцию охлаждения водой и распыления на лицевую поверхность рабочих валков минерального масла, обладающего нормальной смазочной способностью при низкой температуре и не имеющей смазочной способности при высокой температуре.
Недостатком данного способа является то, что для его осуществления требуется специальный вид масла, способного терять свои смазочные свойства при высокой температуре. Кроме того для смазки и охлаждения требуются различные системы.
Наиболее близким к предлагаемому техническому решению по своей технической сущности и достигаемому результату
является способ прокатки слитков из алюминиевых сплавов, выбранный в качестве прототипа, включающий охлаждение и смазку рабочих валков эмульсионной жидкостью на основе смазки.
Существенным недостатком данного способа является пробуксовка валиков по поверхности слитка в момент захвата валками из-за наличия на поверхности рабочих валков масляной пленки, образующейся в результате термосепарации масла из сма- зочно-охлаждающей жидкости (СОЖ), приготовленной на основе смазки СП-3, выпускаемой по ГОСТ 5702-75. Кроме того, из-за утечек масла из системы смазки стана и попадания его в СОЖ, на валках образуется дополнительный слой масла, препятствующий захвату слитка валками. Особенно заметна пробуксовка при прокатке слитков больших толщин (более 250 мм), где прокатка осуществляется при больших углах захвата. Удалить слой масла с поверхности
s
Ё
XI
00
VI
о о
х|
валков потоком горячего () раствора СОЖ не удается, так как количество олеиновой кислоты и триэтаноламина (эмульгаторы) в СОЖ согласно ГОСТ 5702-75 строго дозированно. Поэтому для облегчения захвата понижают концентрацию масла в СОЖ путем разбавления эмульсии водой до минимального содержания масла (обычно до 0,5%). Однако понижение концентрации по.маслу приводит к еще большему снижению содержания эмульгатора (олеата триэтаноламина) в эмульсий и удаление масла делается совсем невозможным.
В результате оператор стана для облегчения захвата вынужден уменьшать обжатия, что снижает производительность стана, или отключить подачу эмульсии, что ведет к перегреву валков, их заалюминиванию и образованию трещин на их поверхности при последующем включении подачи СОЖ.
Целью изобретения является повышение производительности процесса прокатки и увеличение стойкости прокатных валков за счет улучшения условий захвата слитка валками посредством устранения на них масляной пленки.
Поставленная цель достигается тем, что, в способе горячей прокатки крупногабаритных слитков из алюминиевых сплавов, включающем задачу слитка в прокатные валки и последующую прокатку с подачей на валки смазочно-охлаждающей эмульсии, содержащей минеральное масло и олеат триэтаноламина, на валки дополнительно подают олеат триэтаноламина, в количестве 0,05-0,5% от общего объема подаваемой СОЖ, причем олеат триэтаноламина дополнительно подают в эмульсию в виде 5-10%- ного водного раствора, подогретого до температуры 60-80°С.
Технико-экономические преимущества предлагаемого способа прокатки в сравнении с прототипом обусловлены повышением производительности на 10%, обеспечением устойчивости работы стана после разового применения добавок за счет стабильности и долговременности действия добавок на стабилизацию захвата, повышением стойкости рабочих валков, улучшением качества получаемого листа.
Для осуществления способа предварительно приготовляют в отдельной емкости подогретый до температуры 60-80°С водный раствор олеага триэтаноламина концентрации 5-10% путем вливания в горячую воду триэтаноламина и олеиновой кислоты в соотношении по ГОСТ 5702-75.
Подогретый до температуры 60-80°С водный раствор олеата триэтаноламина подают в смазочно-охлаждающую эмульсию, которая приготовлена на основе смазки СП-3.
В результате подачи дополнительного количества олеата триэтаноламина в количестве 0,05-0,5% от объема подаваемой СОЖ происходит смыв масляной пленки, образующейся на поверхности рабочих валков. В результате увеличивается трение в зоне контакта металла с валками, благодаря
0 чему происходит надежный захват слитка валками и прокатка осуществляется стабильно.
Пример. Для опробования предлагаемого способа проводились испытания на
5 стане горячей прокатки Кварте с диаметром рабочих валков 750 мм и длиной бочки 2800 мм при прокатке слитков из технического алюминия марки АД1 сечения 340х х1560 мм и длиной до 3800 мм. Температура
0 металла 370-500°С.
Максимальное обжатие составляло (30 мм, что соответствует углу захвата на первом-проходе 23°. Охлаждение валков осуществлялось подачей СОЖ в виде эмульсии,
5.приготовленной на основе смазки СП-3. Объем эмульсионного бака составляет 40 м3, температура СОЖ 60-80°С.
Приготовление олеата триэтаноламина проводилось в отдельной емкости объемом
0 2 м , оборудованной паровым подогревом. Водный раствор олеата триэтаноламина готовили путем растворения в горячей воде триэтаноламина и олеиновой кислоты. Температуру водного раствора контролиро5 вали термометром. При опробовании были приготовлены водные растворы с концентрацией олеата триэтаноламина, соответствующей предельным, запредельным и среднему значениям заявляемого интерва0 ла (см. табл. 1).
Емкость с водным раствором олеата триэтаноламина располагали непосредственно у прокатного стана и подсоединяли через насос к системе подачи СОЖ стана.
5 Олеат триэтаноламина подавали дополнительно в количестве, соответствующем предельным, запредельным и среднему значениям заявленного интервала (см. табл.
2).
0 В качестве сравнения осуществлялась горячая прокатка по прототипу, т.е. без дополнительной подачи олеата триэтаноламина на валки.
Во всех случаях постоянно проводили 5 контроль концентрации эмульсии по маслу.
В процессе прокатки контролировали захват слитка валками, состояние поверхности валков.
Результаты испытаний сведены в табл. 1 и табл. 2.
Как видно из проведенных испытаний, надежные условия захвата наблюдались при введении в систему подачи СОЖ дополнительного количества олеата триэтанола- мина в объеме, соответствующем 0,05-0,5% от общего объема подаваемой СОЖ. При этом концентрация олеата в водном растворе составляла 5-10% при температуре раствора 60-80°С.
Во всех случаях, когда применение СОЖ соответствовало заявленному интервалу концентрации по дополнительному введению олеата триэтаноламина, обеспечивался надежный захват металла валками при максимальном обжатии. При этом устойчивая работа стана обеспечивалась как при низких (0,5% по маслу), так и при высоких (6% по маслу) концентрациях эмульсии. Это позволяло осуществлять прокатку с надежным захватом при высокой концентрации эмульсии, необходимой для предотвращения заалюминивания валков.
Формула изобретения
1. Способ горячей прокатки крупногабаритных слитков из алюминиевых сплавов, включающий задачу слитка в прокатные
валки, и последующую прокатку с подачей на валки смазочно-охлаждающей эмульсии, содержащей минеральное масло и олеат триэтаноламина, отличающийся тем, что, с целью повышения производительности процесса прокатки и увеличения стойкости прокатных валков путем улучшения условий захвата слитка валками посредством устранения на них масляной пленки, на валки дополнительно подают олеат триэтаноламина в количестве 0,05-0,5% от общего объема подаваемой СОЖ,
2. Способ по п. 1,отличающийся тем, что олеат триэтаноламина дополнительно подают в эмульсию. 3. Способ по п. 1, о т л и ч а ю щ и и с я тем, что олеат триэтаноламина подают в виде 5-10%-ного водного раствора, подогретого до 60-80°С.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1977 |
|
SU711100A1 |
| Смазочно-охлаждающая жидкость для горячей прокатки алюминия и его сплавов | 1980 |
|
SU899635A1 |
| Смазочно-охлаждающая жидкость для горячей прокатки алюминия и его сплавов | 1979 |
|
SU781212A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1980 |
|
SU891754A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 1973 |
|
SU407941A1 |
| Смазочно-охлаждающая жидкость для горячей обработки алюминия и его сплавов | 1973 |
|
SU471379A1 |
| Способ разрушения отработанной водомасляной эмульсии смазочно-охлаждающей жидкости | 1985 |
|
SU1249064A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ ПРИ ПРОКАТКЕ ПОЛОС | 1987 |
|
SU1451949A1 |
| Концентрат смазочно-охлаждающей жидкости для горячей прокатки алюминия и его сплавов | 1976 |
|
SU610857A1 |
Использование: улучшение условий захвата валками слитка из алюминиевого сплава при горячей прокатке. Сущность: при горячей прокатке слитков из алюминиевых сплавов на валки подают смазочно- охлаждающую эмульсию., содержащую минеральное масло и олеат триэтанолами- на. Дополнительно на валки или в эмульсию подают олеат триэтаноламина в количестве 0,05-0,5% от общего объема подаваемой СОЖ. Олеат триэтаноламина подают в виде 5-10%-ного водного раствора, подогретого до температуры 60-80°С. 2 з.п. ф-лы, 2 табл.
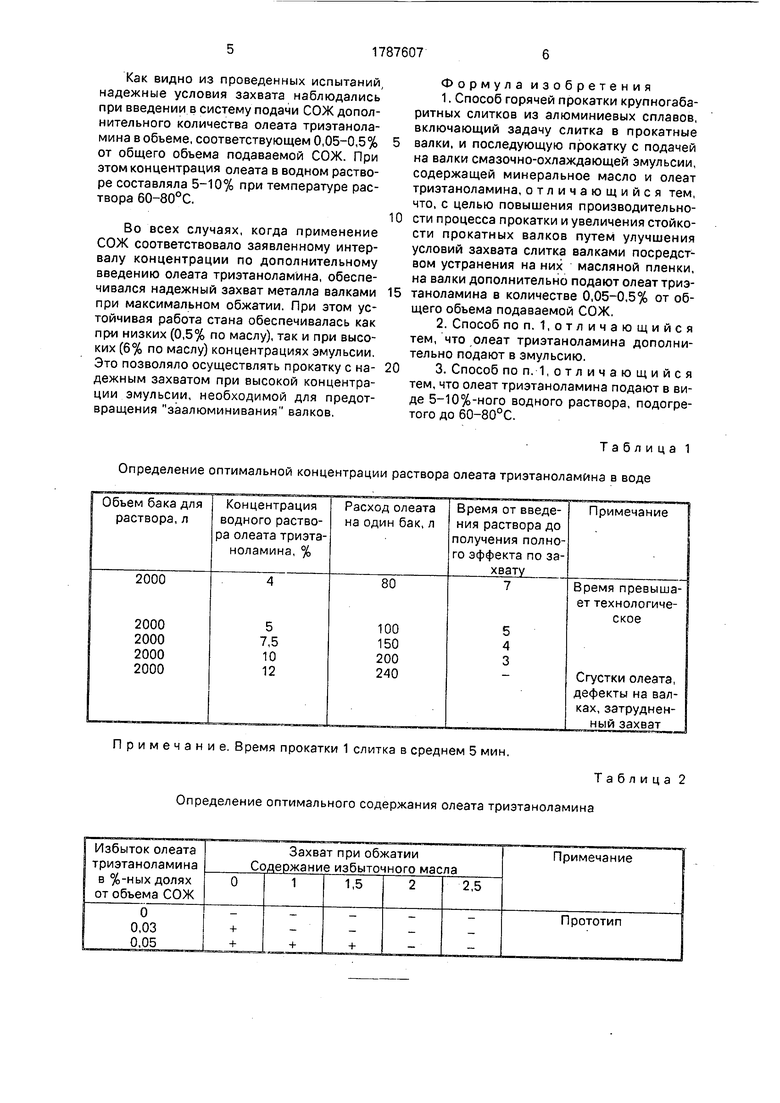
Определение оптимальной концентрации раствора олеата триэтаноламина в воде
Примечание. Время прокатки 1 слитка в среднем 5 мин.
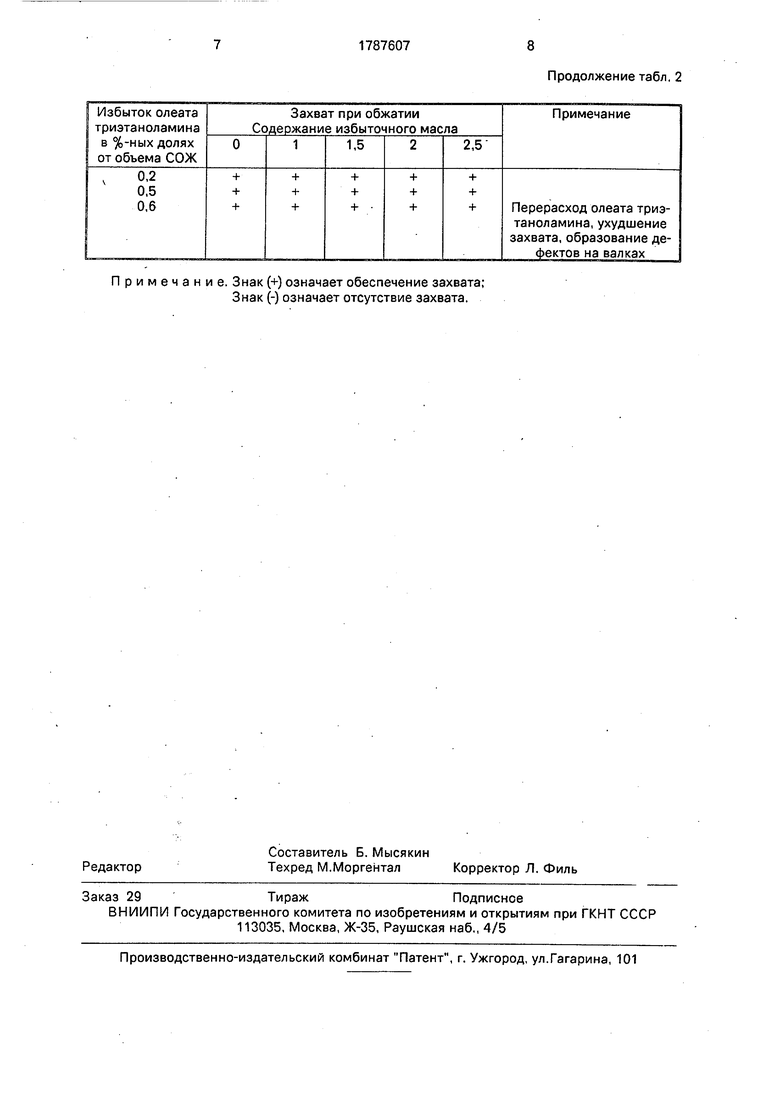
Определение оптимального содержания олеата триэтаноламина
Таблица 2
Примечание. Знак (+) означает обеспечение захвата; Знак (-) означает отсутствие захвата.
Продолжение табл, 2
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колпашников А.И | |||
| Прокатка листов из легких сплавов, М., Металлургия, 1979, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
