Изобретение относится к области машиностроения и может найти применение в цехах машиностроительных заводов при изготовлении изделий из длинномерных цилиндрических заготовок, преимущественно малого диаметра.
Известна установка для подачи длинномерных цилиндрических изделий, содержащая основание, наклонный накопитель, упорную стенку, отсекатели механизма поштучной выдачи, выполненные в виде дву- плечих рычагов, связанных между собой и с приводом тягами, а также приемное приспособление в виде роликового конвейера с неприводными и приводными желобчатыми роликами, содержащее датчик наличия изделий, размещенный за первый приводным роликом и перед упорной стенкой, для автоматизации работы установки.
Недостатком известной установки является то, что она обеспечивает поштучную подачу длинномерных цилиндрических изделий только на один технологический поток в Виде роликового конвейера, что снижает ее производительность.
Известно устройство для поштучной подачи длинномерных цилиндрических изделий, содержащее раму с наклонной поверхностью (наклонный накопитель), на которой закреплен приводной накопитель (склиз) с возможностью изменения угла наклона, ограничитель однорядного перемещения изделий, отсекатель и механизм выравнивания изделий по торцу с подвижной торцевой плитой (упорная стенка).
Недостатком известного устройства является то, что приводной накопитель в сочетании с ограничителем однорядного перемещения изделий и отсекателем обеспечивают поштучную подачу изделий только на один технологический поток и не могут питать одновременно два технологических потока, что снижает производительность известного устройства.
ел
с
1 со
5 о
Наиболее близким по технологической сущности и достигаемому результату является устройство для разборки пакетов длинномерных изделий, содержащее раму, склиз, установленный с возможностью из- менения угла его наклона, смонтированный под ним один разборный механизм в виде рядов регулируемых упоров и клиновых разделителей, выполненных в виде секторных дисков, и жестко закрепленных на приводных валах, а также наклонный накопитель.
Недостатком известного устройства является то, что его конструкция и принцип действия обеспечивают питания, поштучную выдачу изделий, одного технологиче- ского потока и не могут обеспечивать питание одновременно двух технологических потоков, что снижает производительность известного устройства.
Кроме того, в известном устройстве сложный привод разборочного механизма, выполненный в виде электродвигателя, редуктора, цепной пе редачи и нескольких приводных валов, несущих ряды упоров и разделителей.
Целью изобретения является повышение производительности путем обеспечения поштучной подачи изделий на два технологических потока, а также снижение динамических нагрузок на элементы конст- рукции.
Поставленная цель достигается тем, что известное устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки, содержащее раму с установлен- ной на ней с возможностью изменения угла наклона от привода приемной платформой для пачки изделий, смонтированные со стороны торца платформы последовательно друг за другом механизм порционной выда- чи изделий, склиз для из послойного размещения и механизм поштучного отделения изделий на отводящий конвейер, согласно изобретению, снабжено смонтированными со стороны другого торца платформы, про- тивоположного упомянутому, симметрично первым и аналогичными им вторыми механизмом порционной выдачи изделий, склизом для их послойного размещения, механизмом поштучного отделения и отво- дящим конвейером, а приемная платформа для пачки изделий представляет собой шар- нирно закрепленные на раме со стороны обращенных к упомянутым механизмам порционной выдачи торцев две площадки, одна из которых связана с упомянутым приводом и имеет закрепленный на нижней поверхности, обращенный в сторону второй площадки кронштейн с выполненным вфор- ме полуцилиндра выпуклостью вверх копиром, взаимодействующим с выполненной в форме полуцилиндра выпуклостью вниз опорой, закрепленной на нижней поверхности второй площадки с возможностью размещения площадок наклонно вниз под углом друг к другу, при этом опорные поверхности площадок выполнены с настилом, длина которого больше длины площадки и выступает за торец, смежный с торцем второй площадки с изгибанием выступающего участка по дуге вниз для перекрытия образуемого при повороте площадок зазора.
Снабжение устройства двумя механизмами порционной выдачи изделий и выполнение приемной платформы в виде двух площадок обеспечивают возможность выдавать поштучной длинномерные цилиндрические изделия (цилиндрические трубы, круг и т.п.) на два технологических потока для их дальнейшей обработки, например, на технологических линиях порезки труб на заготовки и механической их обработки.
В механизмах порционной выдачи изделий в качестве приводов применены силовые цилиндры, позволяющие управлять поворотом рядов упоров и разделителей независимо друг от друга, что дает возможность манипулировать поворотами рядов упоров и разделителей в разные стороны, обеспечивая правильную, без перехлестов, укладку труб между упорами и разделителями, особенно это важно при подаче тонких длинномерных цилиндрических изделий, более склонных к переплетению их в пучке. Поэтому внутренние торцы упоров и разделителей, выполненных в виде двуплечих рычагов, рабочие плечи которых выполнены с наклонными поверхностями, обращенными друг к другу, размещены на расстоянии, меньшем диаметра изделий, что обеспечивает их ворошение после отделения части труб от пакета, а затем выдачу на накопитель.
Выполнение площадок в виде планок с изогнутым концом обеспечивает перекрывание зазора между площадками при их повороте с тем, чтобы изделия, разделяемые на две части, не западали в щель между платформами, при этом обеспечивается возможность загрузки устройства изделиями (пакетом) при развернутых платформах.
Силовой цилиндр, шарнирно связанный с рамой и штоком с нижней опорой, обеспечивает привод при повороте двух площадок.
Указанные отличительные особенности дают возможность надежно разделять пакет и поштучно выдавать длинномерные цилиндрические изделия на два технологических потока, обеспечивая повышение производительности устройства.
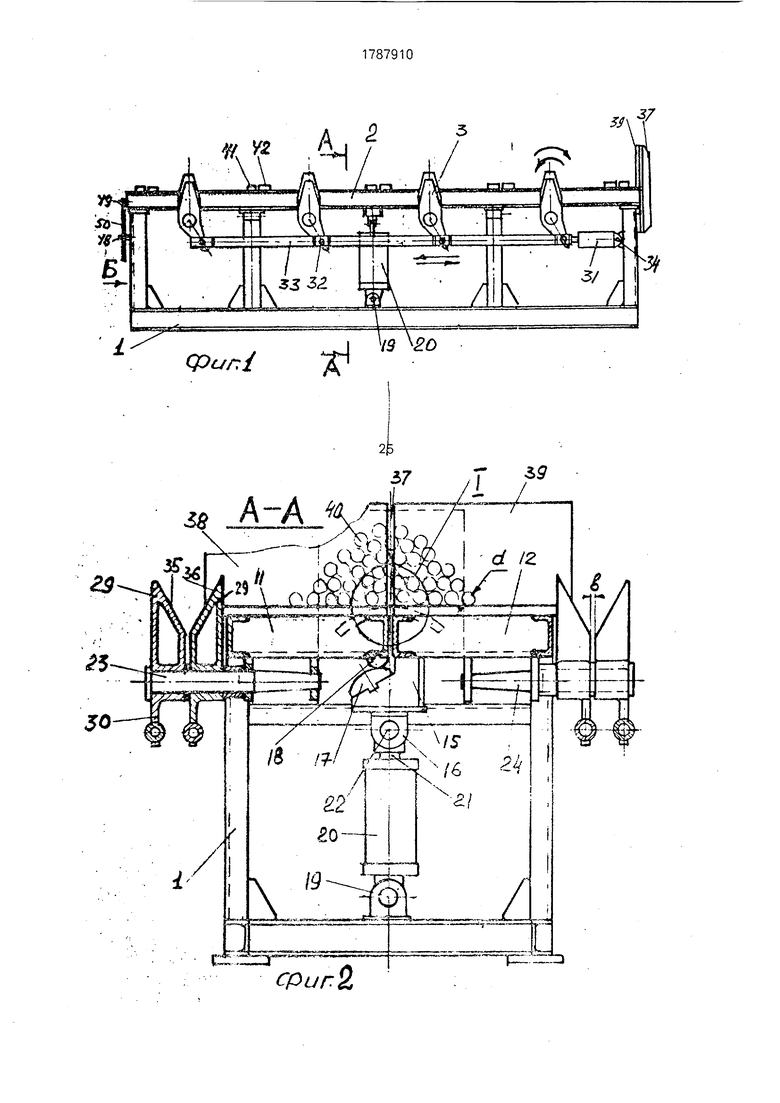
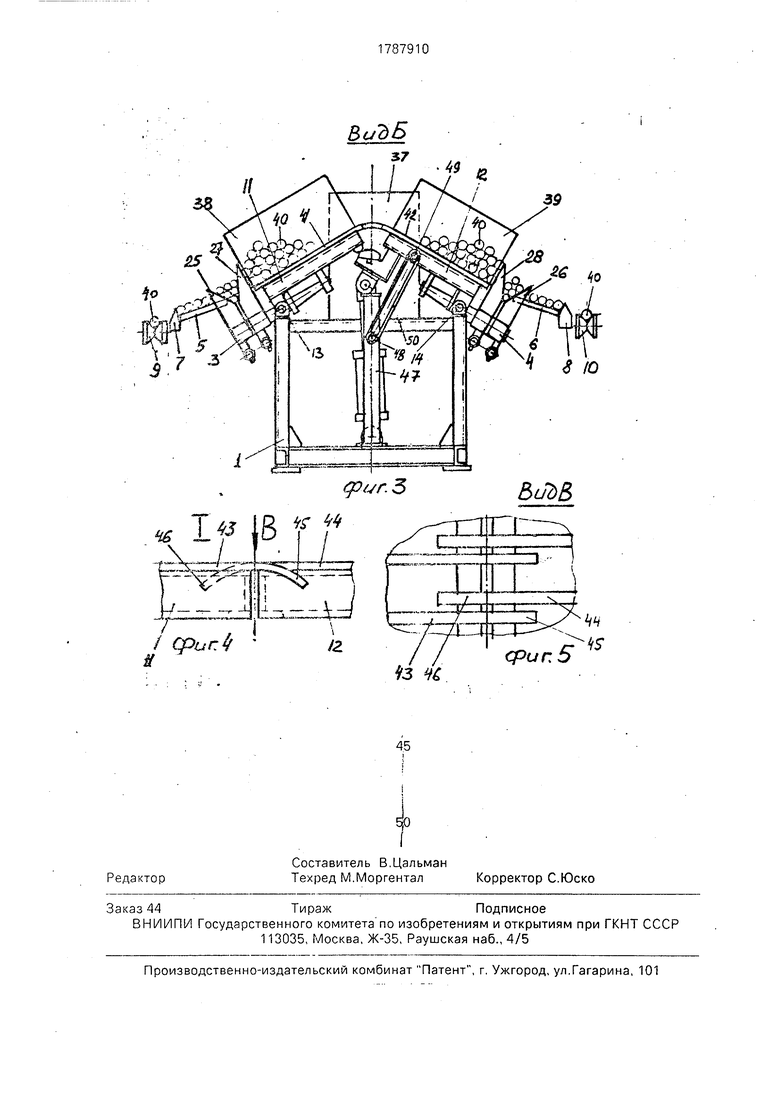
На фиг.1 показан общий вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З вид Б на фиг.1, платформы повернуты в крайнее верхнее положение; на фиг.4 - место I на фиг.2; на фиг.5 - вид В на фиг.4.
Устройство для поштучной подачи длинномерных цилиндрических изделий (фиг.1, 2, 3) содержат раму 1, приемную платформу 2 для пачки изделий, с торцев которой смонтированы механизмы 3 и 4 порционной выдачи изделий, склизы 5 и 6 для послойного размещения изделий, механизмы 7 и 8 поштучного отделения изделий и технологические потоки с отводящими конвейерами 9 и 10. Приемная платформа 2 состоит из двух площадок 11 и 12, шарнирно закрепленные на раме с помощью осей 13 и 14 со стороны механизмов порционной выдачи изделий.
К площадке 12 снизу жестко прикреплен кронштейн 15 с проушиной 16. К кронштейну 15 также жестко прикреплен нижний копир 17, соприкасающийся с верхней опорой 18, жестко закрепленной на площадке 11, причем копир 17 и опора 18 выполнены в виде полуцилиндров.
На раме 1 шарнирно, с помощью оси 19, установлен силовой цилиндр 20, который своим штоком 21 также шарнирно с помощью оси 22 соединен с проушиной 16 площадки 12. На площадке 11 и 12 жестко закреплены оси 23 и 24, на которых соответственно смонтированы по обе стороны от них механизмов 3 и 4 порционной выдачи изделий. Последние содержат ряды упоров
25 и 26 и ряд разделителей.27 и 28, которые установлен на осях 23 и 24 с возможностью неполноповоротного вращения. Упоры 25 и
26 и разделители 27 и 28 выполнены в виде двуплечих рычагов, содержащих рабочее плечо 29 и нерабочее плечо 30. Нерабочие плечи 30 рычагов каждого ряда упоров 25 и 26 и разделителей 27 и 28 соединены между собой и с приводами 31 с помощью осей 32 и тяг 33. Приводы 31 каждого ряда упоров 25 и 26 и разделителей 27 и 28 выполнены в виде силовых цилиндров, шарнирно с помощью осей 34, соединенных с рамой 1, а своими штоками, также шарнирно, с тягами 33. Упоры 25 и 26 и разделители 27 и 28 содержат наклонные поверхности 35 и 36, направленные друг к другу и размещены на расстоянии о меньшем диаметра изделия d друг относительно друга, T.e. (фиг.2). К раме 1 жестко при креплена направляющая стенка 37, а к площадкам 11 и 12 соответственно и также жестко прикреплены упорные стенки 38 и 39, служащие для базирования длинномерных цилиндрических изделий 40 из торцами (всего пакета изделий 40 при установке на устройство).
К площадкам 11 и 12 сверху жестко прикреплены настилы 41 и 42, служащие для укладки и перемещения по ним длинномерных цилиндрических изделий 40. Настилы
41 и 42 выполнены в виде планок 43 и 44 (фиг.4, 5), жестко закрепленных на площадках 11 и 12, и имеющих соответственно изогнутые концы 45 и 46. Изогнутые концы 45 планок 43 заходят в зону площадки 12, а
0 изогнутые концы 46 планок 44 заходят в зону площадки 11, образуя настилы 41 и 42 и обеспечивая перекрытие зазора между площадками при их повороте.
На раме 1 жестко установлены стойки
5 47, на верхнюю плоскость которых ложатся обе площадки 11 и 12 при опускании их в крайнее нижнее положение.
На стойке 47 и площадке 12 жестко закреплены оси 48 и 49, на которых смонтиро0 вана ограничительная планка 50, предназначенная для ограничения разворота площадки 12, а следовательно, и площадки 11.
Работает устройство для поштучной
5 подачи длинномерных цилиндрических изделий из пачки следующим образом.
В исходном положений площадки 11 и 12 находятся в нижнем крайнем положении и лежат на верхних торцах стоек 47, при
0 этом верхняя опора 18 соприкасается с нижним копиром 17, шток 21 силового цилиндра 20 втянут. Упоры 25 и 26 и разделители 27 и 28 занимают вертикальное положение, как показано на фиг.1.
5На площадки 11 и 12 укладывается пакет длинномерных цилиндрических изделий 40 и базируется их торцами в упорные стенки 38 и 39.
С пульта управления (на чертежах не
0 показан) включается силовой цилиндр 20 путем подачи рабочей среды в его поршневую .полость. Шток 21, перемещаясь вверх, через ось 22, проушину 16 и кронштейн 15 нажимает на площадку 12 и поворачивает ее
5 по часовой стрелке относительно оси 14.
При этом нижний копир 17 также перемещается вверх и нажимает на верхнюю опору 18 и площадка 11 также поворачивается относительно своей оси 13, но против
0 часовой стрелки. Подъем и поворот площадок 11 и 12 осуществляется до тех пор, пока пакет изделий 40 не разделится на две части, которые по верхним поверхностям площадок 11 и 12, как по склизам, сместятся до
5 упора в два ряда разделителей 27 и 28 механизмов 3 и 4. Разделители 27 и 28 удерживают части разделенного пакета изделий 40 от обвала на склиз 5 и 6 (см. фиг.З).
Затем включением силовых цилиндров 31 рядов разделителей 27 и 28 перемещаются горизонтально возвратно-поступательно тяги 33, обеспечивая поворот разделителей 27 и 28 относительно осей 23 и 24 по часовой стрелке до тех пор, пока часть изделия 40, несколько штук, по наклонной поверхности 36 разделителей 27 и 28 скатятся в пространство между упорами 25 и 26 и разделителями 27 и 28 механизмов 3 и 4. Затем с помощью силовых цилиндров 31 разделители 27 и 28 поворачиваются против часовой стрелки и своими рабочими плечами 29 отсекают и удерживают остальные изделия 40, лежащие на настилах 41 и 42 площадок 11 и 12.
С пульта управления включают силовые цилиндры 31 и, манипулируя.поворотом упоров 25 и 26 и разделителей 27 и 28 на небольшой угол по часовой и против часовой стрелки, укладывают длинномерные цилиндрические изделия 40 в правильно ориентированном порядке между наклонными поверхностями 35 и 36 упоров 25 и 26 и разделителей 27 и 28, исключая их переплетения и перехлестывание.
Затем с помощью силовых цилиндров 31 поворачивают упоры 25 и 26 относительно осей 23 и 24 и часть изделий 40 скатывается на наклонные склизы 5 и 6, с которых изделия 40 с помощью механизмов поштучного отделения 7 и 8 подаются на технологические потоки 9 и 10 одновременно.
По мере разбора длинномерных цилиндрических изделий 40 с площадок 11 и 12 последние могут доворачиваться с помощью силового цилиндра 20 до ограничения их поворота ограничительной планкой 50 в крайнее верхнее положение.
После освобождения площадок 11 и 12 подается рабочая с рёда § шт оков ую полость силового цилиндра 20, шток 21 перемещает ось 22, кронштейн 15 и площадку 12 вниз в крайнее положение до упора ее в стойку 47. Под действием своей силы тяжести площадка 1Т также опуститься вниз и верхняя опора 18 ляжет на нижний копир 17. Обе площадки примут исходное положение. Укладывается на площадке 11 и 12 следующий пакет изделий 40 и цикл работы повторяется.
Обеспечение возможности разбора пакета длинномерных цилиндрических изделий на две части и дальнейшую выдачу изделий на два технологических потока, в конечном счете повысило производительность работы устройства,
5Ожидаемый экономический эффект от внедрения предложенного устройства составит 17 750 руб.
Формула изобретения Устройство для поштучной выдачи длин0 номерных цилиндрических изделий из пачки,, содержащее раму с установленной на ней с возможностью изменения угла наклона от привода приемной платформой для пачки изделий, смонтированные со стороны
5 торца платформы последовательно друг за другом механизм порционной выдачи изделий, склиз для их послойного размещения, механизм поштучного отделения и отводящий конвейер, отличающееся тем,
0 что, с целью снижения динамических нагрузок на элементы конструкции и повышения производительности, оно снабжено смонтированными со стороны другого торца платформы, противоположного упомянутому,
5 -симметрично первым и аналогичными им вторыми механизмом порционной выдачи изделий, склизом для их послойного размещения, механизмом поштучного отделения и отводящим конвейером, а приемная плат0 форма для пачки изделий представляет собой шарнирно закрепленные на раме со стороны обращенных к упомянутым механизмам порционной выдачи торцов две площадки, одна из которых связана с
5 упомянутым приводом и имеет закрепленный на нижней поверхности, обращенный в сторону второй площадки кронштейн с выполненным в форме полуцилиндра выпуклостью вверх копиром, взаимодействующим с
0 выполненной в форме полуцилиндра выпуклостью вниз опорой, закрепленной на нижней поверхности второй площадки с возможностью размещения площадок наклонно вниз под углом одна к другой, при
5 этом опорные поверхности площадок выполнены каждая с настилом, длина которого больше длины площадки, и выступает за торец, смежный с торцом второй площадки с изгибанием выступающего участка по дуге
0 вниз для перекрытия образуемого при повороте площадок зазора.
фиг. 3
ЬиЬВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Способ поштучной выдачи изделий из уложенной на L-образную опору пачки | 1990 |
|
SU1794836A1 |
| Устройство для поштучной выдачи из пакета длинномерных изделий | 1990 |
|
SU1782889A1 |
| ШПАЛОПИТАТЕЛЬ ЗВЕНОСБОРОЧНОЙ ЛИНИИ | 2009 |
|
RU2410483C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Устройство для заготовки и натяжения арматурных стержней | 1986 |
|
SU1411415A1 |
| Устройство для разборки пакетов длинномерных изделий | 1976 |
|
SU652069A1 |
| Линия комплектования пакетов в форме многогранника из длинномерных предметов и их обвязки | 1982 |
|
SU1049363A1 |
Назначение: изобретение относится к области машиностроения и может быть использовано в заготовительном производстве. Сущность изобретения: устройство имеет приемную платформу, состоящую из двух площадок, установленных с возможностью изменения угла их наклона. С двух противоположных сторон приемной платформы симметрично смонтированы аналогичные друг другу и последовательно друг за другом механизмы порциальной выдачи изделий, склизы для послойного размещения и механизмы поштучного отделения и выдачи изделий на отводящие конвейеры, образующие два технологических потока. 5 ил.
| Устройство для разборки пакетов длинномерных изделий | 1976 |
|
SU652069A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
