Изобретение относится к машиностроению и может быть использовано для поштучной подачи длинномерных изделий, типа цилиндрических прутков, в зону обработки на технологическое оборудование.
Известно устройство для поштучной выдачи длинномерных изделий, содержащее решетчатый стол, под основанием которого размещен с возможностью перемещения по криволинейным направляющим узел транспортировки, снабженный упорами и поворотным подпружиненным в вертикальном направлении толкателем, взаимодействующими с изделиями.
Устройство обеспечивает поштучную выдачу прутков, например, на рольганг и далее в зону обработки на технологическое оборудование.
Недостаток этого устройства, принятого за прототип,состоит в недостаточной надежности процесса разборки и низкой производительности.
Этот недостаток обусловлен тем, что узел транспортировки имеет большой ход. увеличивающийся по мере расхода изделий. размещенных на основании стола, и главное, в ряде случаев устройство не обеспечивает захват и выдачу изделий. Как видно из
N
оо
N о
описания устройства, узел транспортировки при выдаче изделий перемещается по горизонтальному участку и, кроме того, по наклонному участку направляющих, на что затрачивается определенное время. При больших количествах изделий, размещенных на основании стола, по мере расхода изделий путь узла транспортировки по горизонтальному участку увеличивается, а следовательно, при постоянном значении скорости перемещения узла транспортировки, на захват и подачу изделия затрачивается дополнительное время. Кроме того, в случаях взаимодействия узла транспортировки с изделием, имеющим непревышающее допустимое значение кривизны, занявшим положение на основании стола, при котором толкатель проходит под изделием дальнейшие захват и подача их прекращается, т.к. упоры, размещенные на транспортном узле, воздействуют на пучок изделий только в одном, сжимающем пучок, направлении,
Целью изобретения является улучшение эксплуатационных характеристик за счет повышения надежности процесса разборки.
Сущность изобретения характеризуется существенными признаками, заимствованными от прототипа, в число которых входят рама, стол с упорной стенкой для приема пакета изделий, толкатель, имеющий утапливаемый, подпружиненный, поворотный и связанный с приводом перемещения вдоль стола упор для захвата изделий, а также новыми существенными признаками, в число которых входят стол на противоположном от упорной стенки конца выполнен ступенчатым, привод упора толкателя представляет собой силовой цилиндр, с поршнем которого связан упор, выполненный в виде двуплечего рычага, второе, ориентированное вниз плечо которого взаимодействует с установленной на раме под плоскостью стола направляющей пластиной, подпружиненной в сторону плоскости стола, при этом ход штока силового цилиндра не меньше длины поверхности первой ступеньки стола, размещенной выше поверхности второй, в зоне которой смонтирован механизм поштучной выдачи изделий, а в цепь управления силового цилиндра включен датчик давления в корпусе цилиндра для переключения хода штока последнего на прямой ход при повышении заданного значения давления и датчик наличия изделий на поверхности второй ступеньки для отключения силового цилиндра при наличии изделий и включения хода штока на обратный ход при их отсутствии.
Наличие в заявленном техническом решении существенных признаков, отличных от прототипа, а также причинно-следственная связь их в общей совокупности существенных п.ризнаков обеспечивает достижение цели изобретения, что подтверждает соответствие заявленного техническогорешения критерию охраноспособности - Новизна,
0 Известно устройство для загрузки прутков в зону обработки, имеющее в своем составе звено порционной подачи и звено поштучной выдачи изделий. В этом устройстве пооционная подача изделий осуществ5 ляется шибером , совершающим возвратно-поступательное движение в вертикальной плоскости, а поштучная выдача изделий производится механизмом встряхивания и системой рычагов, секторов с
0 рифлеными поверхностями и собачек.постоянно взаимодействующих с изделиями.размещенными на основании стола. Данному устройству присущи недостатки как всем механизмам шиберного типа, работающим
5 -с большим количеством загруженных изделий. Механизм в процессе работы воспринимает большие нагрузки, приводящие в отдельных случаях к заклиниванию шибера и, как следствие, к прекращению подачи
0 изделий. Кроме того, работа устройства поштучной выдачи сопровождается повышенным уровнем шума. Устройство конструктивно сложно и не обеспечивает надежность процесса разборки.
5В заявленном устройстве звено порционной подачи изделий выполнено в виде поворотных подпружиненных в вертикальном направлении упоров, приводим которых является пневмоцилиндр с системой
0 автоматического управления. Такое исполнение обеспечивает нормальные условия работы. При ходе звена в сторону захвата порции изделий упор преодолевает сопротивление пучка изделий .размещенных на
5 столе,и пружины, ограничивающей поворот упора в вертикальной плоскости. При достижении установленного значения усилия на штоке пневмоцилиндра, как функции давления сжатого воздуха в его рабочей полости,
0 система автоматического управления подает сигнал на обратное движение узла, т.е. на подачу порции изделий в зону действия узла поштучной выдачи изделия. В результате исключается возможность заклинивания
5 подающего механизма, т.е. исключаются вынужденные остановки и, как следствие, повышается надежность процесса разборки.
В заявленном устройстве стол выполнен ступенчатым, привод упора толкателя
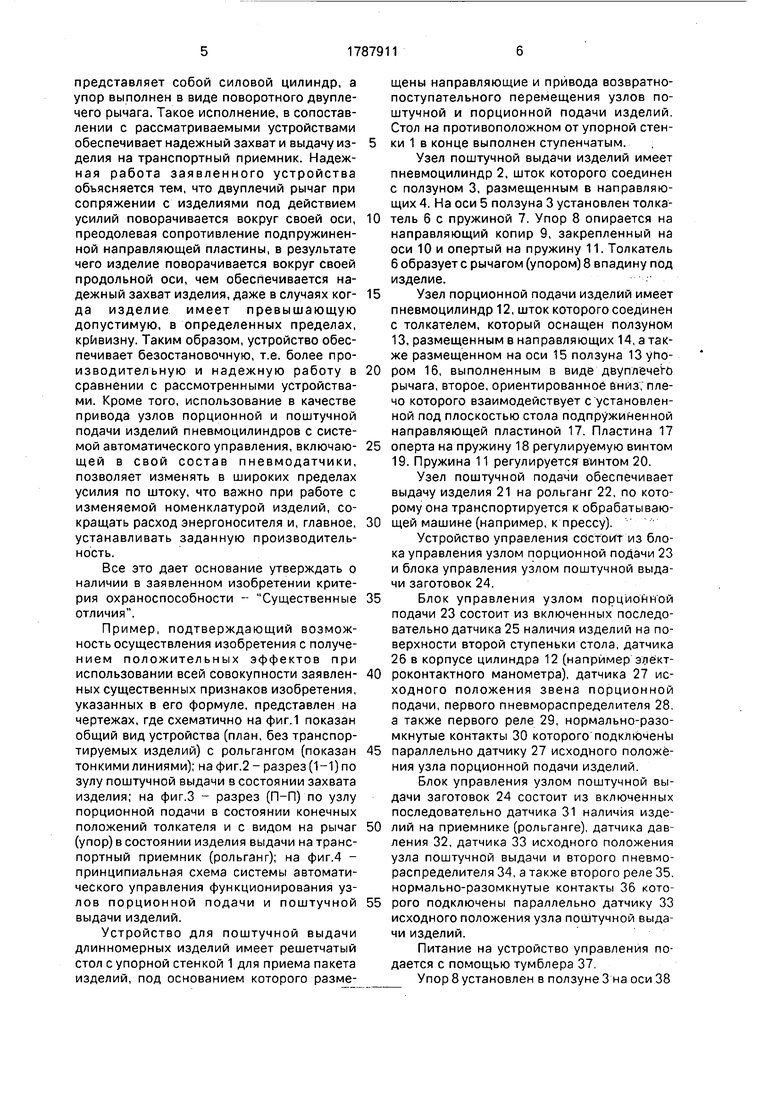
представляет собой силовой цилиндр, а упор выполнен в виде поворотного двупле- чего рычага. Такое исполнение, в сопоставлении с рассматриваемыми устройствами обеспечивает надежный захват и выдачу изделия на транспортный приемник. Надежная работа заявленного устройства объясняется тем, что двуплечий рычаг при сопряжении с изделиями под действием усилий поворачивается вокруг своей оси, преодолевая сопротивление подпружиненной направляющей пластины, в результате чего изделие поворачивается вокруг своей продольной оси, чем обеспечивается надежный захват изделия, даже в случаях когда изделие имеет превышающую допустимую, в определенных пределах, кривизну. Таким образом, устройство обеспечивает безостановочную, т.е. более производительную и надежную работу в сравнении с рассмотренными устройствами. Кроме того, использование в качестве привода узлов порционной и поштучной подачи изделий пневмоцилиндров с системой автоматического управления, включающей в свой состав пневмодатчики, позволяет изменять в широких пределах усилия по штоку, что важно при работе с изменяемой номенклатурой изделий, сокращать расход энергоносителя и, главное, устанавливать заданную производительность.
Все это дает основание утверждать о наличии в заявленном изобретении критерия охраноспособности - Существенные отличия.
Пример, подтверждающий возможность осуществления изобретения с получением положительных эффектов при использовании всей совокупности заявленных существенных признаков изобретения, указанных в его формуле, представлен на чертежах, где схематично на фиг.1 показан общий вид устройства (план, без транспортируемых изделий) с рольгангом (показан тонкими линиями); на фиг.2 - разрез (1-1) по зулу поштучной выдачи в состоянии захвата изделия; на фиг.З - разрез (П-П) по узлу порционной подачи в состоянии конечных положений толкателя и с видом на рычаг (упор) в состоянии изделия выдачи на транспортный приемник (рольганг); на фиг.4 - принципиальная схема системы автоматического управления функционирования узлов порционной подачи и поштучной выдачи изделий.
Устройство для поштучной выдачи длинномерных изделий имеет решетчатый стол с упорной стенкой 1 для приема пакета изделий, под основанием которого размещены направляющие и привода возвратно- поступательного перемещения узлов поштучной и порционной подачи изделий. Стол на противоположном от упорной стенки 1 в конце выполнен ступенчатым.
Узел поштучной выдачи изделий имеет пневмоцилиндр 2, шток которого соединен с ползуном 3, размещенным в направляющих 4. На оси 5 ползуна 3 установлен толка0 тель 6 с пружиной 7. Упор 8 опирается на направляющий копир 9, закрепленный на оси 10 и опертый на пружину 11. Толкатель 6 образует с рычагом (упором) 8 впадину под изделие.
5 Узел порционной подачи изделий имеет пневмоцилиндр 12, шток которого соединен с толкателем, который оснащен ползуном 13, размещенным в направляющих 14, а также размещенном на оси 15 ползуна 13упо0 ром 16, выполненным в виде двуплечегй рычага, второе, ориентированное вниз; плечо которого взаимодействует с установленной под плоскостью стола подпружиненной направляющей пластиной 17. Пластина 17
5 оперта на пружину 18 регулируемую винтом 19. Пружина 11 регулируется винтом 20.
Узел поштучной подачи обеспечивает выдачу изделия 21 на рольганг 22, по которому она транспортируется к обрабатываю0 щей машине (например, к прессу).
Устройство управления состоит из блока управления узлом порционной подачи 23 и блока управления узлом поштучной выдачи заготовок 24.
5Блок управления узлом порционной подачи 23 состоит из включенных последовательно датчика 25 наличия изделий на поверхности второй ступеньки стола, датчика 26 в корпусе цилиндра 12 (например элёкт0 роконтактного манометра), датчика 27 исходного положения звена порционной подачи, первого пневмораспределителя 28. а также первого реле 29, нормально-разомкнутые контакты 30 которого подключен
5 параллельно датчику 27 исходного положения узла порционной подачи изделий.
Блок управления узлом поштучной выдачи заготовок 24 состоит из включенных последовательно датчика 31 наличия изде0 лий на приемнике (рольганге), датчика давления 32, датчика 33 исходного положения узла поштучной выдачи и второго пневмораспределителя 34, а также второго реле 35, нормально-разомкнутые контакты 36 кото5 рого подключены параллельно датчику 33 исходного положения узла поштучной выдачи изделий.
Питание на устройство управления подается с помощью тумблера 37.
Упор 8 установлен в ползуне 3 на оси 38
Ход штока силового цилиндра 12 должен быть не меньше длины поверхности первой ступеньки А стола, размещенной выше поверхности второй 5 ступеньки. В зоне первой ступеньки смонтирован механизм порционной подачи изделий, а в зоне второй - механизм поштучной выдачи изделий.
Направляющая пластина 17 установлена на раме 39.
Устройство работает следующим образом.
Заготовки 21 загружают в первую ступень решетчатого ступенчатого стола 1, т.е. в зону действия узла порционной подачи изделий.
При включении пневмосети подвижные звенья узлов порционной и поштучной подачи изделий занимают свои исходные положения (контакты датчиков 27 и 33 замкнуты). Исходное положение подвижных узлов - . выдвинутое (к рольгангу).
Тумблером 37 включается питание.
Рассмотрим при этом работу узла порционной подачи изделий. При отсутствии изделий во второй ступени питание через нормально-замкнутые контакты датчика 25 наличия изделий на столе, датчика давления 26 и замкнувшиеся нормально-разомкнутые контакты датчика 27 исходного положения узла порционной подачи подается на пнев- мораспределитель 28 и реле 29.
При этом замыкаются контакты 30 реле 29 и включается пневмораспределитель 28.
Шток пневмоцилиндра 12 начинает втягиваться, перемещая по направляющей 14 связанный с ним ползун 13. Установленный в пазу ползуна 13 на оси 15 упор 16 перемещается вместе с ним по подпружиненной направляющей пластине 17. При этом изделия (заготовки 21) давят на упор 16 и опускают его.преодолевая усилие пружины 18.
Упор 16 перемещается под заготовками до срабатывания датчика давления 26, контакты которого размыкают цепь питания пневмораспределителя 28, изменяющего направления движения штока пневмоцилиндра 12,
Датчик давления 26 в зависимости от типоразмера заготовок настраивается на значение усилия на штоке пневмоцилиндра 12 .соответствующее захвату оптимальной для последующего поштучного отделения порции изделий из пачки.
При движении упора 16 в направлении подачи изделий он .попадая в ближайший зазор между заготовками,поднимается и осуществляет транспортировку впереди него лежащей, отделенной порции изделий в зону действия узла поштучной выдачи. В
случае, если поданная порция соответствует или несколько превышает заданное значение, срабатывает датчик наличия изделия 25 на поверхности второй ступеньки стола,
размыкая цепь питания пневмораспределителя 28 - звено порционной подачи изделий останавливается в своем исходном верхнем положении до момента выработки изделий со стола узла поштучной выдачи, после чего
0 контакты датчика 25 замыкаются и цикл повторяется.
В случае, если первая поданная порция меньше заданной величины (датчик 25 - остается замкнутым), то при перемещении уз5 ла порционной подачи в свое исходное положение срабатывает датчик 27 и замыкает цепь питания пневмораспределителя 28 и реле 29. Цикл повторяется до тех пор,пока на стол узла поштучной выдачи изделий не
0 будет выдано заданное количество изделий. Рассмотрим теперь работу узла поштучной выдачи изделий.
При отсутствии изделия на рольганге 22 (контакты датчика 31 замкнуты) питание че5 рез замкнутые контакты датчиков 31, 32, 33 (узел находится при подаче сжатого воздуха в исходном положении - датчик 33 включен) подается на пневмораспределитель 34 и реле 35. Шток пневмоцилиндра 2 начинает
0 втягиваться, а контакты 36 реле 35 блокируют размыкающиеся контакты датчика 33. Вместе со штоком по направляющей 4 к отделенной порции заготовок (изделий) перемещается и ползун 3 с расположенными
5 в его пазу на оси 5, подпружиненным толкателем 6 и упором 8.
При перемещении ползуна 3 заготовки (изделия) давят на толкатель 6 и опускают его, а упор 8 при этом давит на изделия,
0 формируя их передний фронт.
После того, как толкатель 6 переместится за изделие, он под действием пружины 7 приходит в верхнее положение, и заготовка 21 оказывается в пазу,образованном толка5 телем 6 и упором 8.
В этот момент срабатывает датчик давления 32, порог срабатывания которого настраивается на значение усилия на штоке пневмоцилиндра 2 выбираемого из условия
0 оптимального захвата одной заготовки из порции,
Цепь питания пневмораспределителя 34 размыкается и ползун 3 с захваченной заготовкой 21 перемещается по направле5 нию к рольгангу 22. Конструкция подпружи- ненного копира 9, по которому перемещается упор 8, обеспечивает в конце хода его опрокидывание относительно оси . 38, в результате чего рычаг опускается ниже рольганга 22, а заготовка опускается на
рольганг, по которому подается к технологическому оборудованию.
При этом срабатывает датчик 31 наличия заготовки на рольганге, отключая работу узла поштучной выдачи изделий до момента ухода изделия с рольганга 22, после чего цикл продолжается.
Надежность поштучной выдачи изделий на приемное устройство (рольганг) обеспечивается за счет предварительного отделения от пачки изделий задаваемой порции, что значительно облегчает последующее поштучное их разделение (особенно при работе с пачками большой массы и искривленными переплетающимися изделиями), за счет принудительного выравнивания заготовок в зоне действия узла по штучной выдачи изделий, а также за счет надежной фиксации захватываемого изделия в пазу, образуемом подпружиненным поворотным толкателем 6 и поворотным
упором 8.
Сопоставительный анализ показывает, что заявляемое устройство в сравнении с устройством для поштучной выдачи длинномерных изделий принятым за прототип, имеет улучшенные эксплуатационные характеристики, обладает более высокой надежностью процесса разборки и производительностью - позволяет уменьшить ход узла транспортировки изделий и сократить его холостые хода за счет повышения надежности захвата изделий.
Таким образом, сопоставительный анализ показывает, что эффективность заявляемого устройства для поштучной выдачи длинномерных изделий в целом выше эфi-
принятого за профективности устройства,
тотип,
Формула изобретения Устройство для разборки пакета длин- 5 номерных цилиндрических изделий, содержащее раму, стол с упорной стенкой для приема пакета изделий, толкатель, имеющий утапливаемый, подпружиненный, пово- ротный и связанный с приводом 0 перемещения вдоль стола упор для захвата изделий, отличающееся тем, что, с целью улучшения эксплуатационных характеристик за счет повышения надежности процесса разборки, стол на противополож- 15 ном от упорной стенки конце выполнен ступенчатым, привод упора толкателя представляетсобой силовой цилиндр, с поршнем которого связан упор, выполненный в виде двуплечего рычага, второе, ориентиро- 20 ванное вниз плечо которого взаимодействует с установленной на раме под плоскостью стола направляющей пластиной, подпружиненной в сторону плоскости стола, при этом ход штока силового цилиндра не меньше 25 длины поверхности первой ступеньки стола, размещенной выше поверхности второй, в зоне которой смонтирован механизм поштучной выдачи изделий, а в цепь управления силового цилиндра включены датчик 30 давления в корпусе цилиндра для переключения хода штока последнего на прямой ход при превышении заданного значения давления и датчик наличия изделий на поверхности второй ступеньки для отключения 35 силового цилиндра при наличии изделий и включения хода штока на обратный ход при их отсутствии.
/



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Устройство для подачи плоских заготовок в рабочую зону пресса | 1984 |
|
SU1238834A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для подачи из стопы поддонов | 1987 |
|
SU1512863A1 |
| ГВОЗДЕЗАБИВНОЙ МНОГОБОЙНЫЙ СТАНОК | 1992 |
|
RU2064861C1 |
| Устройство для упаковки штучных изделий в картонные коробки | 1986 |
|
SU1458279A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Устройство для шаговой подачи стопы заготовок | 1984 |
|
SU1194544A1 |


Назначение: изобретение относится к машиностроению и может быть использовано для поштучной подачи длинномерных изделий к технологическому оборудованию. Сущность изобретения: устройство содержит раму, стол с упорной стенкой для приема пакета изделий, толкатель, имеющий утапливаемый, подпружиненный, поворотный и связанный с приводом перемещения вдоль стола упор для захвата изделий. Новым в устройстве является то, что стол на противоположном от упорной стенки конца выполнен ступенчатым, привод упора толкателя представляет собой силовой цилиндр, с поршнем которого связан упор, выполненный в виде двуплечего рычага, второе, ориентированное вниз, плечо которого взаимодействует с установленной на раме под плоскостью стола направляющей пластиной, подпружиненной в сторону плоскости стола, при этом ход-штока силового цилиндра не меньше длины поверхности первой ступеньки стола, размещенной выше поверхности второй, в зоне которой смонтирован механизм поштучной выдачи изделий, а в цепь управления силового цилиндра включен датчик давления в корпусе цилиндра для переключения хода штока последнего на прямой ход при повышении заданного значения давления и датчик наличия изделий на поверхности второй ступеньки для отключения силового цилиндра при наличии изделий и включения хода штока на обратный ход при их отсутствии. 4 ил. (Л С
.&1гг. /
$ /Ј if ЗП1 В 6572
Фиг.З
Г--, г -| r--i
1 в- «ь
L -.27|
Гг п г-i |-
|,-1„( c-f-ч-. e-ffb- -t-rH „
1 L% I 321 L -/JJ bttJ
-0й1
L .
Фиг.Ь
i
1
.X
/
n
2LI
| Устройство для поштучной выдачи длинномерных изделий | 1980 |
|
SU943155A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
