Изобретение относится к устройствам для штучной выдачи длинномерных изделий типа прутка или тонкомерных труб, шести - или четырехгранных тонкомеров в зону механической обработки станков, прессовых штампов, ножниц и т.д. при массовом производстве заготовок или готовых деталей в машиностроении.
Наиболее близким к заявляемому по технической сущности и достигаемому результату является техническое решение по а.с. № 1006349 Устройство для разборки пакетов длинномерных изделий
Данное техническое решение принято за прототип.
Указанное устройство содержит подвижный от привода в горизонтальном направлении толкатель и расположенное
параллельно ему неподвижное основание, выполненное с гребенчатыми поверхностями; толкатель установлен с возможностью вертикального перемещения, причем гребни толкателя и основания со стороны загрузки изделий выполнены с вертикальной рабочей поверхностью.
Пакет изделий, как указано при работе устройства, после нескольких циклов подъема я опускания толкателя относительно неподвижного основания при условии сдвига гребней их на шаг X относительно друг друга, оказывается растянут на неравные порции, причем меньшая порция подходит первой к механизму штучной выдачи. Чтобы исключить перегруз механизма штучной выдачи шаг гребней выполнен регулируемым с помощью механизма сдвига подвижного
VI 00
to со
00
о
толкателя в тйрбнуЪфицагельного захвата изделий v
Недостатком известного устройства является низкая надежность при разборке пакета изделий различных типоразмеров, а 5 именно при тонких изделиях б пакете возникают перехлесты не только деформированных, но и прямых экземпляров, что . дел ает з атруднительным растяжку пакету
на порции в указанном устройстве без Стар- 10 тового ворошителя пакета 1
Во-вторых, неконтролируемый процесс растяжки пакета изделий на рабочих повер- хнрстях гребней основания и толкателя так- же способствует образованию больших 15 порций с большей вероятностью перехлестов изделий в них
Цель изобретения - повышение надежности работы устройства пГутё й с клюЧенШ переплетения изделий в пакете с помощью 20 активного ворошения их перед формированием пор ций, получение ОМрёде1Г1енйых доз порций длинномероЬ на линии формирования их четкая фиксация порции относительно захватов единиц изделий и выдача их на 25 механизм продольной подали Жтакже возможность визуальной и физической отбраковки изделий перед механизмом продольной подачи Такая сйстема р азделе- нмя и подачи длиннсмёроб вполне поддает- 30 ся автоматизации установки соответствующих атчи бвШШг9т ёвых переключателей на линйи пТэрём еЩенШ пор5 ций и единиц д линномероб в устройсТве.
Указанная Целб достигается тем, что 35 „ балки стеллажа и направляющие каретки установлены наклонно от бункера, в зоне нижних концов балок параллельно направ- ляющим закреплен копир, а каждая каретка снабжена кулачком, выполненным с про- 40 дольным направляющим пазом, в котором размещен ползун, несущий жестко закреп- t ленную ча нем ориентированную НёрпенДи - к лярйо направляющим и связанную с кареткой горизонтальную ось, на которой 45 неподвижно закреплен рьТчаг дШ взаимо- . де йствий с1 копиром в краЙйЗ&НҐЙ%йем по1 1 ложении каретки, чпри ( кула чок выполнен с наклонной навстречу подачи изделий передней параллельной балкам верх- 50 ней и нижней и перпендикулярной балкам задней ра5оМими пёверхТГйс ЯмЙгстэозмож - ностью взаимодействия первой d изделиями при ходе кареткой в сторону бункера и с юследней из них - при ее об- 55 ратном ходе с ограниченным повбротом ку- лйчка и его рабочй)Г поберхностей ййжб поверхности балок
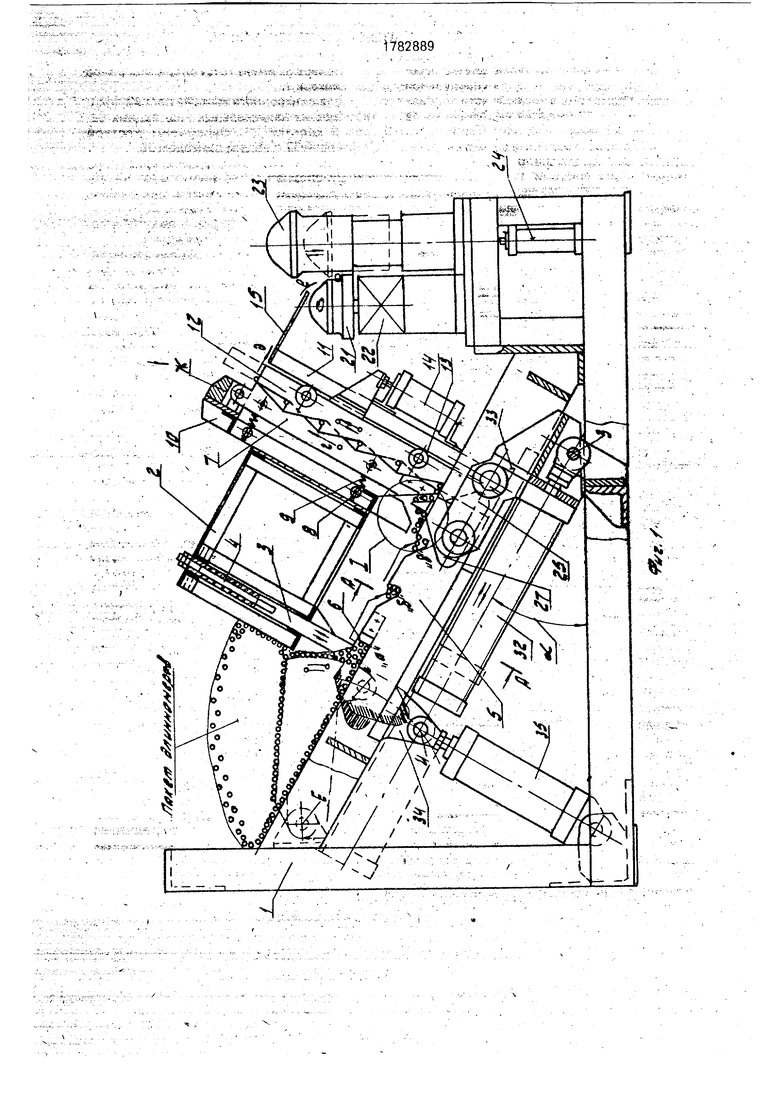
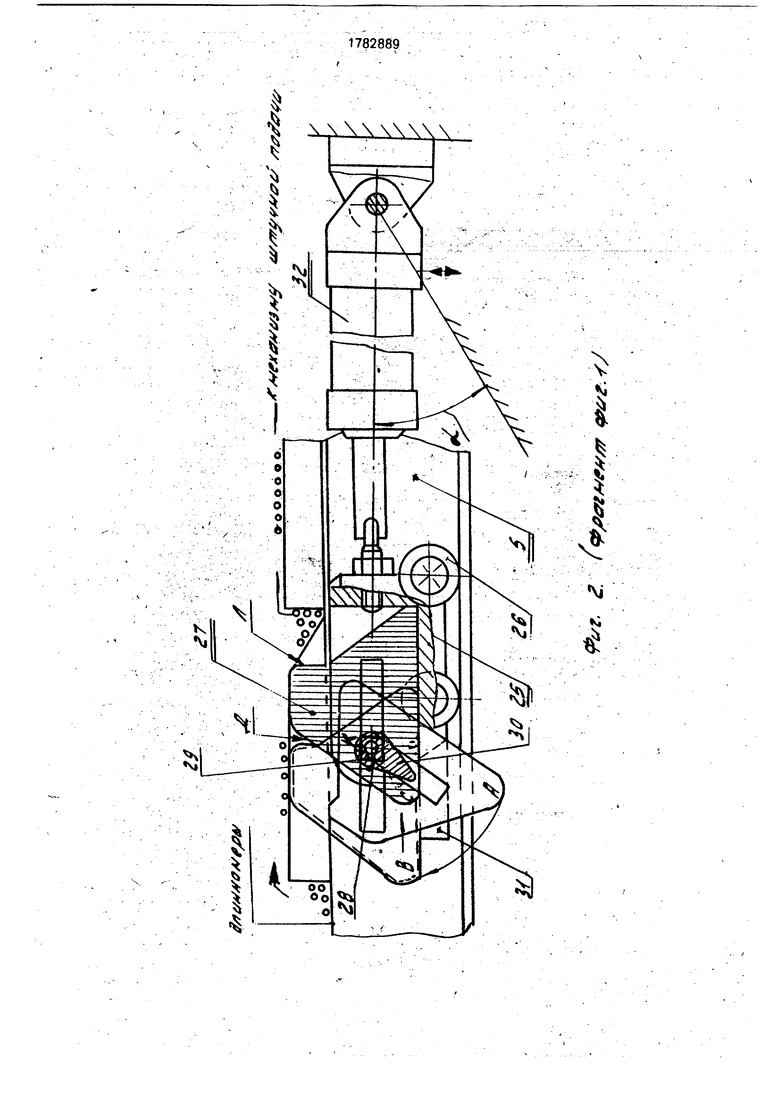
На фиР. 1 показах вид устройства c6o(JS в исходном положении; на фиг 2 - фрагмент
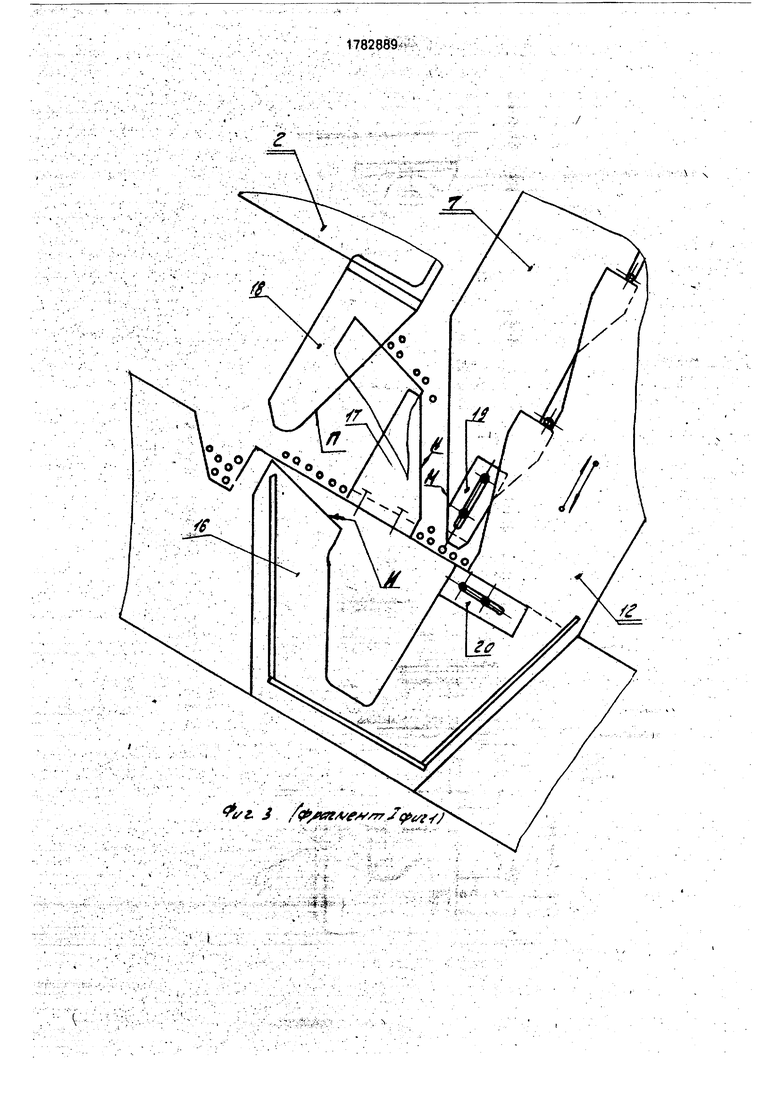
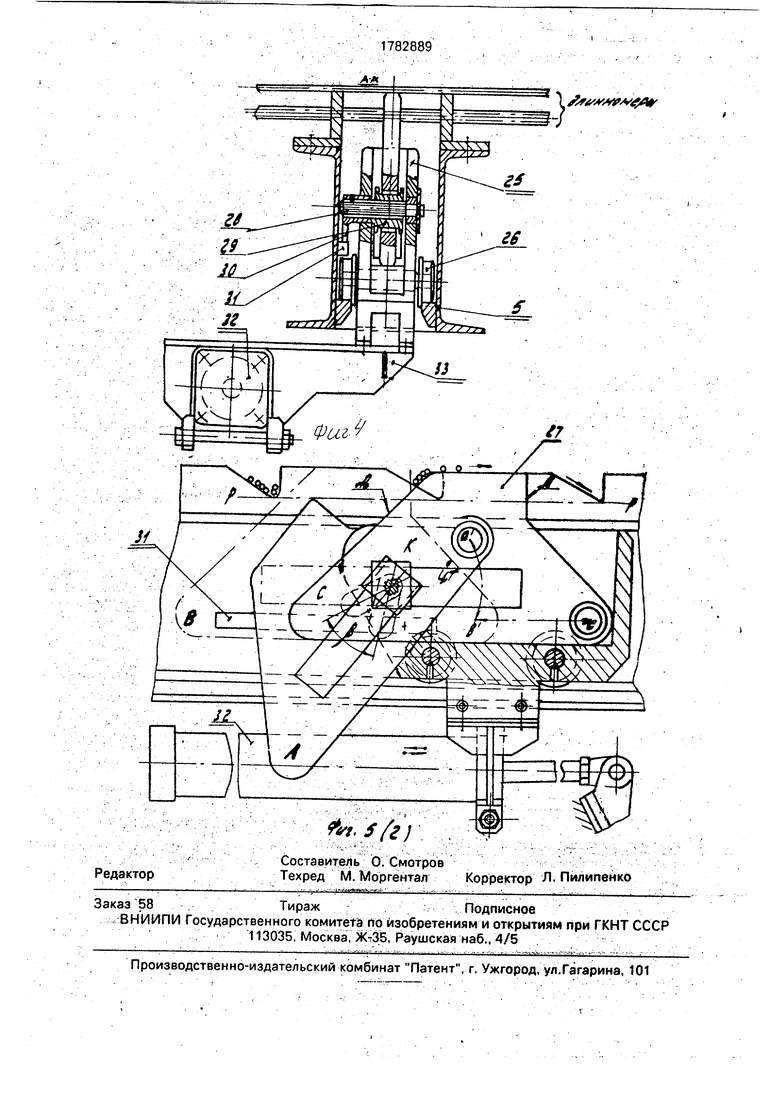
механизМа пбрционной юдач1 г ДлиннЬме- ров в 3-х позициях, на фиг 3 - фрагмент механизма штучной (единичной) подачи длийномеров в исходной позиции с деталями фиксации (упорами) их относительно захватов подвижной гребенки; на фиг.4 - сечение А-А на фиг 1, на фиг 5 - укрупненный фрагмент фиг.2. « ,
На фиг 1 обозначены буквами:
а, б, & г, ниши формирования доз на линий скольжения и делийГ
г д, е - направление движения изделий, v j -si- .. , , ,
е, ж, з - опорные центры шарниров: На фиг 1 2. 3
А, В, С - позиции возврата в исходное положение выжимного клина
Д - рабочая поверхность ъыжи мйогб клина в Исходном положении:
а - угол наклона гребенки плоскости формирования порций ч -1
Л - гТНЁерхность уПора клий а;
И - рабочая Поверхность подвижной гребенки;
К - ц1 р 1ращенйя кугина, -
М, Н, П - рабочие поверхности поров и
гребейкиГ 1- ,,..,;
/5 - угЫ наклони плоскости формирования порций
Устр ойство дЯя штучной Подали Длинно- меров (далее просто уст зойство) содержит каркас 1 сварного типа из профильного проката в виде рамы со стойкими наклонными балками й 1йд1:тавкой для м ё анизма продольной подали -
пакета образовать стойками и балками каркаса 1 с одной стороны и продольной рамой 2 закрепленной на каркасе 1 по торцам так, чтобы не препятствовать проходу изделия в поперечном направлении, с другой стороны.
В продольную раму 2 вмонтирован до- зирующий элемент 3 в клика на1 под- пружиненных подвесках 4 так , чтобы образбйат дозирующую щель в нише опорньпГбалок 5 с одной сТорйныТ Шемен- том 3 й гулйруемой пластиной 6 - с другой С протйвопол ожнйй ЙбЖе стб бны на раме 2 подвешены шарнирно опорные гребенки1 7 Механизма штучной выдачи кОто- рые имеют шарнирные упоры верхней частй° ШЙ ййрные подвески 8 с пружинами 9. прикрепленные к кронштейнам 10 рамы 2, а на стойках 11 каркаса 1 Навешены подвижные гребенки 12 с о порнымИ роликами 13 и приводом 14 так, что в паре с опорными гребенками 1 образуют шаговый транспор- тный койвейер для ШтучНыГДлинномеров. В верхней 4acVn стоек 11 ра зме Щей склиз 15,
который направляет поступающие из гребенок 7 и 12 изделия на механизм продольной подачи. Кроме того, в нижней части подвижных гребенок, 12 имеются выполненные за одно целое с ними толкатели 16 шиберного типа, имеющие скошенные рабочие плоскости И для выталкивания порции длин номеров перед упорами 17 в щель между плоскостями М и Нн соответственно упоров 17 и гребенок 7, служащую для исклю- чения перехлестов длинномеров относительно зацепов штучной подачи гребенок 12. Этой же цели служат и верхние упоры 18 со скосом ГГ. которые крепятся к раме 2.
Регулируемые пластины 19 и 20 предназначены для изменения соответственно щели и зацепа длинномера в зависимости от поперечного сечения последнего. Для этого в пластинах 19 и 20, как и в пластинах 6, имеются продольные сквозные пазы под крепежные детали.
Механизм продольной подачи длинномера представляет собой устройство с двумя роликами с вертикальными валами, один из которых 21 - имеет привод 22 вращения, другой 23 - возвратно-поступательное вертикальное от привода 24.
Механизм порционной выдачи длинномеров смонтирован в нижней части каркаса 1 между его парными опорными балками 5 в виде кареток 25 на роликах 26, снабженных плавающими выжимными клиньями 27. установленными в открытые сверху кареток 25 пазы на валах 28, пропущенные через кулачки 29 на шпонках и щеки кареток. Валы 28 снабжены фигурными собачками 30 на одном из концов со шлицами, с помощью которых через кулачки 29 от реек управления 31 они приводят в исходное положение выжимные клинья 27 (позиции Б. С) при обратном движении до упора кареток 25 от привода 32. Каждый выжимной клин 27 имеет прямоугольной формы сквозной паз, в котором ходит кулачок 29 (шарнир К). Паз служит для изменения положения центра тяжести клина 27 при приведении его в исходное положение от привода 32.
Рабочими плоскостями клина 27 служат плоскости упора Д и Л, которыми он воздействует на порции длинномеров, производя соответственно при движении вперед и вверх выжим порции длинномеров из ниш а, б и в или при обратном движении вниз, опрокидываясь, (позиция А).
Привод 32 имеет точку опоры в шарнире 3 каркаса 1.
Для синхронного выжима порций длин- номеров из параллельных ниш парных балок 5 каретки 25 объединены жесткой траверсой 33 с общим приводом 32.
В зоне ложа пакета длинномеров в плоскости опорной поверхности балок 5 установлены элементы механизма ворошения в виде подвижных одноплечих толкателей 34 с неподвижным шарниром в точке Е и подвижным в точке И от привода 35.
Автоматика штучной выдачи длинномеров обеспечивается через датчики и путевые переключатели (на рисунках не показаны), установленные на пути движения изделий или их накопления перед упорами и организует последовательность режима выдачи длинномеров поштучно или порциями без вмешательства оператора.
Формула изобретения
Устройство для поштучной выдачи из пакета длинномерных изделий, содержащее бункер, смонтированные за ним последовательно по ходу перемещения изделий стеллаж в виде балок с карманами для изделий, механизм отделения и перемещения группы изделий, включающий в себя приводные каретки, установленные в параллельных балкам направляющих, механизм поштучной выдачи и отводящий конвейер, отличающееся тем, что, с целью повышения надежности в работе, балки стеллажа и направляющие кареток установлены наклонно от бункера, в зоне нижних концов балок параллельно направляющим закреплен копир, а каждая каретка снабжена кулачком, выполненным с пазом, в котором размещен ползун, несущий жестко закрепленную на нем, ориентированную перпендикулярно к направляющим и связанную с кареткой горизонтальную ось, на которой неподвижно закреплен рычаг для взаимодействия с копиром в крайнем нижнем положении каретки, при этом кулачок выполнен с наклонной передней, параллельными балкам верхней и нижней и перпендикулярной к балкам задней рабочими поверхностями с возможностью взаимодействия первой из них с изделиями при ходе каретки в сторону бункера и с последней из них - при обратном ходе с ограниченным поворотом кулачка и размещением его поверхностей ниже поверхности балок.
&ъ -&й&& &
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| МНОГОЯРУСНАЯ МЕХАНИЗИРОВАННАЯ АВТОСТОЯНКА | 1999 |
|
RU2188290C2 |
| Устройство для резки и сборки проводов в пакет | 1983 |
|
SU1302385A1 |
| Устройство для транспортирования и выдачи штучных грузов | 1979 |
|
SU854817A1 |
| Устройство для поштучной выдачи круглых длинномерных изделий | 1990 |
|
SU1779448A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ФИГУРНОГО МАРМЕЛАДА | 1967 |
|
SU201023A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ВЫДАЧИ ТОВАРНЫХ ПРЕДМЕТОВ | 2018 |
|
RU2672936C1 |
| Склад для хранения штучных грузов | 1981 |
|
SU1031850A1 |
| Автомат для обработки электромонтажных проводов | 1984 |
|
SU1292089A1 |
Изобретение позволяет повысить надежность работы устройства. Это достигается тем. что бэлки стеллажа и направляющие каретки установлены наклонно от бункера, в зоне нижних балок параллельно направляющим закреплен копир, а каждая каретка снабжена кулачком. выполненным с продольным, параллельным направляющим пазом, в котором размещен ползун, несущий жестко закрепленную на нем ориентированную перпендикулярно направляющим и связанную с кареткой горизонтальную ось, на которой неподвижно закреплен рычаг для взаимодействия с копиром в крайнем нижнем положении каретки. Кулачок выполнен с наклонной навстречу подачи изделий передней параллельной балкам верхней и нижней и перпен- дикулярной балкам з.адней рабочими поверхностями с возможностью взаимодействия первой из них с изделиями при ходе каретки в сторону бункера и с последней из них - при ее обратном ходе с ограниченным поворотом кулачка и размещением его рабочих поверхностей ниже поверхности балок. 5 ил. W В
V
I
Ј
N
I
-«A .
I
I
$
6Q8Z8LI
г J fa/m/i/eA /TrSptsfs)
Редактор
r: Sfl) .
Составитель О. Смотров
Техред М. Моргентал Корректор Л. Пилипенко
J f# V+f4A J
| Устройство для разборки пакетов длинномерных изделий | 1980 |
|
SU1006349A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
