Изобретение относится к машиностроению и касается способа изготовления тонко- стенных шестерен из легированных высокопрочных сталей, в частности оптимального варианта сочетания механической, термической и химико-термической обработки детали.
Известны способы изготовления, состоящие в том, что после мехобработки шестерни подвергаются одному из нижеперечисленных процессов: цементация зубчатых колес с последующей закалкой и низким отпуском, обьемная закалка, азотирование, цианирование и нитроцементация, поверхностная закалка зубьев колес.
Известен способ, включающий нормализацию, зубодолбление, цементацию, закалку с последующей рихтовкой, выполненный по стандартным режимам (А.И. Кораблев и др. Повышение несущей способности и долговечности зубчатых передач, стр. 76-77, из-во Машиностроение, Москва, 1968 г.).
Недостатком известного способа является то, что обод шестерни подвержен разрывам на части в эксплуатации, что связано с появлением микротрещин во впадинах зубьев после рихтовки, а также с короблением зубьев по их длине при термообработке и последующим торцовым выкрашиванием . и выходам из строя редукторов планетарных передач.
Целью изобретения является повышение надежности и долговечности планетарных передач.
Поставленная цель достигается тем, что в качестве химико-термической обработки производят азотирование или цианирование, после чего цилиндрическую поверхность обода шестерни закаливают токами высокой частоты на глубину, равную 0,5-1,5 еемодуля,и производят отпуск при температуре 120-250°С.
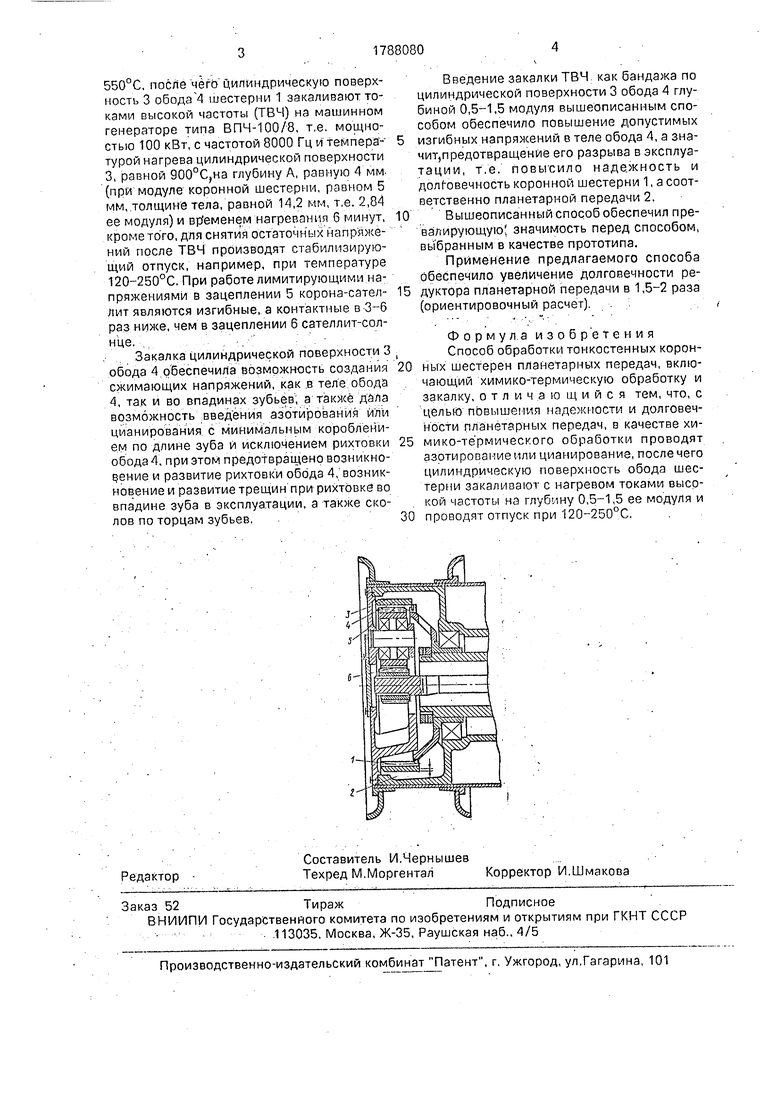
.... На чертеже изображена тонкостенная коронная шестерня 1,выполненная из стали 40Х, планетарной передачи колесного редуктора 2, у которой в качестве химико- термической обработки проводят азотирование или цианирование при температуре
(Л
С
х|
00
00
о
00
о
550°С, посйе чего Цилиндрическую поверхность 3 обода 4 шестерни 1 закаливают токами высокой частоты (ТВЧ) на машинном генераторе типа ВПЧ-100/8, т.е. мощностью 100 кВт, с частотой 8000 Гц и темпера- турой нагрева цилиндрической поверхности 3, равной 900°С,на глубину А, равную 4 мм. (при модуле коронной шестерым, равном 5 мм,.толщине тела, равной 14,2 мм, т.е. 2,84 ее модуля) и временем нагревания б минут, кромето го, для снятия остаточных напряжений после ТВЧ производят стабилизирующий отпуск, например, при температуре 120-250°С. При работе лимитирующими напряжениями в зацеплении 5 корона-сател- лит являются изгибные, а контактные в 3-6 раз ниже, чем в зацеплении 6 сателлит-солнце. .,, ... : -
, .. Закалка цилиндрической поверхности 3 обода 4 обеспечила возможность создания сжимающих напряжений, как .в теле обода 4, так и во впадинах зубьев, а также дала возможность введения азотирования или цианирования с минимальным короблением по длине зуба и исключением рихтовки обода 4, при этом предотвращено возникновение и развитие рихтовки обода 4, возникновение и развитие трещин при рихтовке во впадине зуба в эксплуатации, а также сколов по торцам зубьев.
Введение закалки ТВЧ. как бандажа по цилиндрической поверхности 3 обода 4 глубиной 0,5-1,5 модуля вышеописанным способом обеспечило повышение допустимых изгибных напряжений в теле обода 4, а зна- чит,предотвращение его разрыва в эксплуа- тации, т.е. повысило надежность и долговечность коронной шестерни 1, а соответственно планетарной передачи 2,
Вышеописанный способ обеспечил превалирующую значимость перед способом, выбранным в качестве прототипа.
Применение предлагаемого способа обеспечило увеличение долговечности редуктора планетарной передачи в 1,5-2 раза (ориентировочный расчет). .
Формула изобретения Способ обработки тонкостенных коронных шестерен планетарных передач, включающий химико-термическую обработку и закалку, отличающийся тем, что, с целью повышения надежности и долговечности планетарных передач, в качестве химико-термического обработки проводят азотирование или цианирование,после чего цилиндрическую поверхность обода шестерни закаливают с нагревом токами высокой частоты на глубину 0,5-1,5 ее модуля и проводят отпуск при 120-250°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| Способ азотирования деталей | 1990 |
|
SU1770445A1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| Способ восстановления зубчатыхКОлЕС | 1978 |
|
SU800211A1 |
| Способ термической обработки зубчатых колес | 1975 |
|
SU584043A1 |
| Способ упрочнения зубчатых колес и шестерен | 1986 |
|
SU1392115A1 |
| Способ упрочнения стальных изделий | 1982 |
|
SU1057574A1 |
| Способ изготовления тяжелонагруженных шестерен | 1983 |
|
SU1135778A1 |
| Способ изготовления напильников | 1978 |
|
SU737478A1 |
| Способ закалки цилиндрическихиздЕлий из лЕгиРОВАННыХ СТАлЕй ичугуНОВ | 1978 |
|
SU810851A1 |
Сущность изобретения: тонкостенную коронную шестерню планетарных передач подвергают азотированию или цианирова- нию, после чего цилиндрическую поверхность обода шестерни закаливают токами высокой частоты на глубину, равную 0,5-1,5 ее модуля, и проводят отпуск при 120- 250°С. 1 ил.
| Кораблев А.И | |||
| и др | |||
| Повышение несущей способности и долговечности зубчатых передач | |||
| М., Машиностроение, стр | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
