Изобретение относится к металлургии, в частности к механизации работ в кислородно-конвертерных цехах металлургического производства для замера параметров жидкого металла и шлака в ковше.
Известен автоматизированный манипулятор для измерения температуры и окисле- ния металла в ковше, состоящий из четырехзвенного параллелограмма, перемещающегося в вертикальной плоскости на подвижном конце которого закреплен измерительный зонд и механизм его сброса, сра- батывающий на обратном ходу без остановки привода.
Наиболее близким по технической сущности и достигаемому эффекту является устройство для манипулирования, содержащее несущую раму (направляющую колонну) с двумя консолями (плечо и приводную поворотную руку), на одной из которых расположена тележка с закрепленной цангой для установки зонда (механизм фиксации измерительного зонда).
Недостатками данного устройства является сложность конструкции вследствие применения направляющей воронки, цанговых зажимов, разделительного органа и узла цанги для взятия пробы, расположенных вблизи расплавленного металла. К недоVIiOO iOO
I.
Ю
ICJ
статкам следует отнести также невозможность замера одновременно нескольких параметров металла. Кроме того, конструкция устройства не позволяет удалить механизмы манипулятора из зоны расплавленного металла в аварийных ситуациях, например, при внезапном отключении электропитания, что снижает надежность устройства.
Целью изобретения является повышение надежности и улучшение конструкции путем обеспечения раздельного ввода датчиков.
Поставленная цель достигается тем, что манипулятор для замера параметров жидкого металла и шлака, содержащий направляющую колонну, плечо, несущее приводной, поворотный рычаг с механизмом фиксации измерительного зонда, снабжен установленными на плече двумя параллельными рычагами с индивидуальными приводами, с размещенными на их концах механизмами фиксации и токосъемным и кольцами разного диаметра, расположенными вокруг зонда и механизмом аварийного возврата плеча в крайнее верхнее положение, который расположен внутри направляющей колонны, выполненной полой и неподвижной, при этом плечо с рычагами установлено на колонне с возможностью вертикального перемещения вдоль ее оси и поворота в плоскости, перпендикулярной ее оси, а рычаги выполнены складывающимися в противоположных друг от друга направлениях, кроме того, механизм фиксации выполнен в виде быстро- разъемного соединения. Механизм возврата плеча в крайнее верхнее положение выполнен в виде противовеса, установленного внутри колонны с возможностью свободного перемещения и соединенного с плечом посредством цепи через звездочку, закрепленную на верхнем торце колонны.
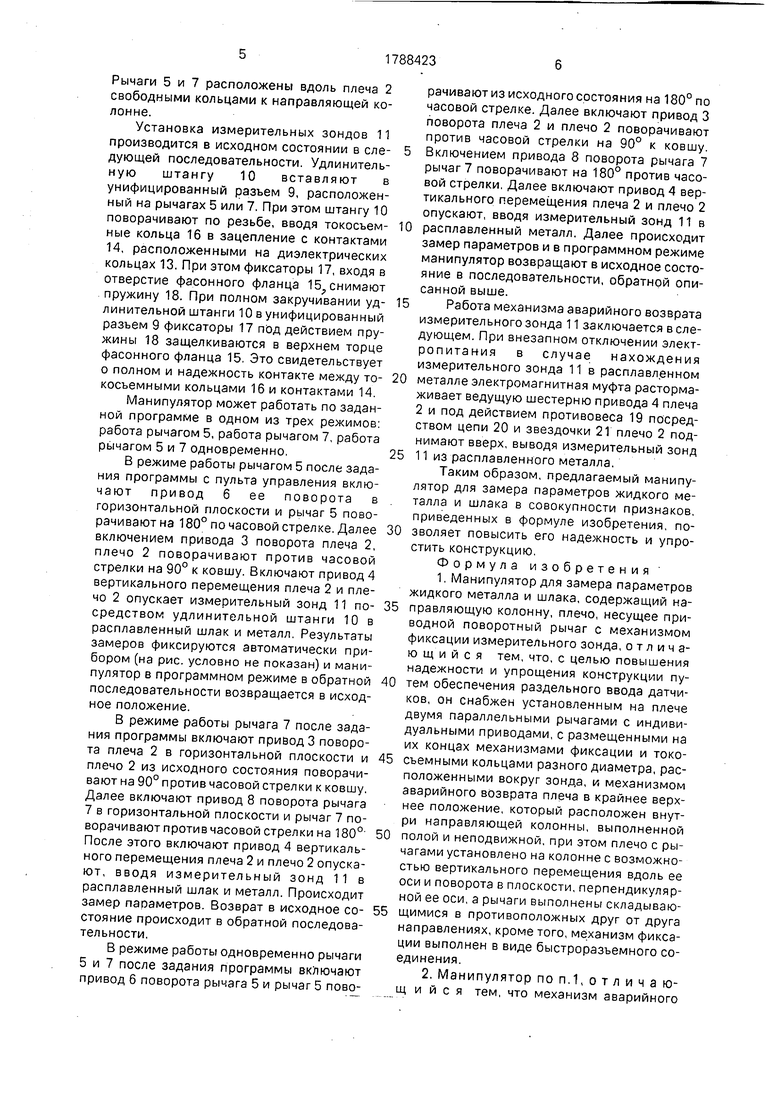
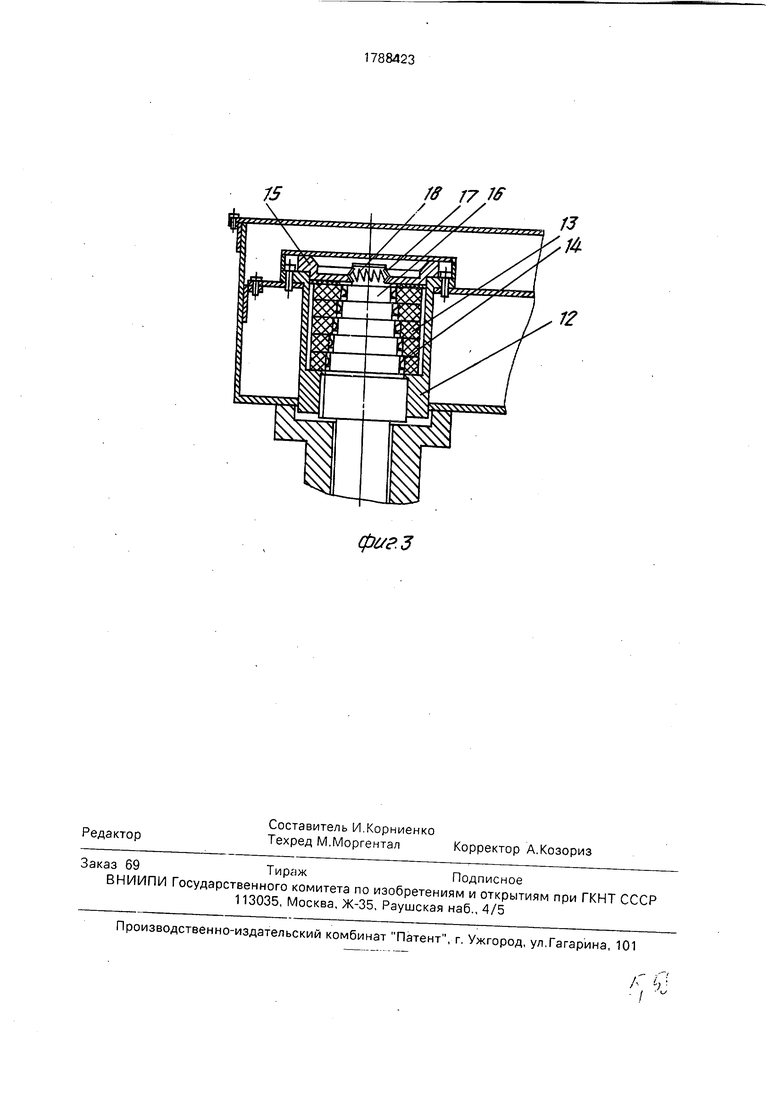
На фиг. 1 изображен общий вид манипулятора; на фиг, 2 - то же, вид сверху; на фиг. 3 - блок соединения измерительных зондов.
Манипулятор для замера параметров жидкого металла и шлака состоит из установленной неподвижно полой направляющей колонны 1. На колонне 1 установлено плечо 2. Плечо 2 состоит из неповоротной части (гильзы), обеспечивающей вертикальное перемещение плеча 2 вдоль направляющей колонны 1 и поворотной части плеча 2. Поворотная часть плеча 2 насажена на гильзу, расположенную на направляющей колонне 1. Гильза и поворотная часть плеча 2 сопряжены между собой роликами в горизонтальной плоскости, а также приводом 3 поворота плеча в этой же плоскости.
Гильза 2 перемещается вдоль оси направляющей колонны 1 по роликам посредством привода 4 вертикального перемещения, в состав которого входят зуб- 5 чатая рейка, установленная на направляющей колонне 1,и ведущая шестерня, соединенная электромагнитной муфтой с червячным самотормозящимся редуктором и электродвигателем. Привод 4 состоит из 10 электродвигателя червячного самотормозящегося редуктора, электромагнитной муфты, ведущей шестерни и зубчатой рейки. В состав привода 3 входят венцовая шестерня, установленная на поворотной части пле- 15 ча, ведущая шестерня, червячный самотормозящийся редуктор и электродвигатель.
Приводы 3 и 4 установлены на неповоротной части плеча 2 (гильзе). 0На конце плеча 2 установлены рычаг 5 с приводом 6 его поворота в горизонтальной плоскости и рычаг 7 с приводом 8 его поворота в горизонтальной плоскости, рычаги 5 и 7 выполнены складывающимися в проти- 5 воположных друг от друга направлениях.
На свободных концах каждого из рычагов 5 и 7 установлено по два унифицирован- ных разъема 9. В каждый из унифицированных разъемов 9 вставлена уд- 0 линительная штанга 10, на которой установлен измерительный зонд 11.
Унифицированный разъем 9 представляет собой быстроразъемное соединение и состоит из цилиндра 12, в нижней части 5 которого нарезана многозаходная резьба, в средней части установлен набор диэлектрических колец 13, на которых расположены контакты 14 и фасонный фланец 15, а также установленный на удлинительной штанге 10 0 набор токосъемных колец 16, фиксаторов 17 и пружины 18.
Внутри полой направляющей колонны 1 установлен с возможностью свободного перемещения вдоль ее оси противовес 19, свя- 5 занный с гильзой плеча 2 посредством цепи 20 через звездочку 21, установленную на верхнем торце направляющей колонны 1.
Противовес 19, цепь 20 и звездочка 21 представляют собой механизм аварийного 0 возврата плеча 2 в крайнее верхнее положение.
Манипулятор приводится в движение с пульта управления (на рис, условно не показан) по заданной программе. 5 Манипулятор для замера параметров жидкого металла и шлака работает следующим образом.
В исходном состоянии плечо 2 находится в крайнем верхнем положении и повернуто от ковша по часовой стреле на 90°
Рычаги 5 и 7 расположены вдоль плеча 2 свободными кольцами к направляющей колонне.
Установка измерительных зондов 11 производится в исходном состоянии в еле- дующей последовательности. Удлинительную штангу 10 вставляют в унифицированный разъем 9, расположенный на рычагах 5 или 7. При этом штангу 10 поворачивают по резьбе, вводя токосъем- ные кольца 16 в зацепление с контактами 14, расположенными на диэлектрических кольцах 13. При этом фиксаторы 17, входя в отверстие фасонного фланца 15, снимают пружину 18. При полном закручивании уд- линительной штанги 10 в унифицированный разъем 9 фиксаторы 17 под действием пружины 18 защелкиваются в верхнем торце фасонного фланца 15. Это свидетельствует о полном и надежность контакте между то- косъемными кольцами 16 и контактами 14.
Манипулятор может работать по заданной программе в одном из трех режимов: работа рычагом 5, работа рычагом 7, работа рычагом 5 и 7 одновременно.
В режиме работы рычагом 5 после задания программы с пульта управления включают привод 6 ее поворота в горизонтальной плоскости и рычаг 5 поворачивают на 180° по часовой стрелке. Далее включением привода 3 поворота плеча 2, плечо 2 поворачивают против часовой стрелки на 90° к ковшу. Включают привод 4 вертикального перемещения плеча 2 и плечо 2 опускает измерительный зонд 11 по- средством удлинительной штанги 10 в расплавленный шлак и металл. Результаты замеров фиксируются автоматически прибором (на рис. условно не показан) и манипулятор в программном режиме в обратной последовательности возвращается в исходное положение.
В режиме работы рычага 7 после задания программы включают привод 3 поворота плеча 2 в горизонтальной плоскости и плечо 2 из исходного состояния поворачивают на 90° против часовой стрелки к ковшу. Далее включают привод 8 поворота рычага 7 в горизонтальной плоскости и рычаг 7 поворачивают против часовой стрелки на 180° После этого включают привод 4 вертикального перемещения плеча 2 и плечо 2 опускают, вводя измерительный зонд 11 в расплавленный шлак и металл. Происходит замер параметров. Возврат в исходное со- стояние происходит в обратной последовательности.
В режиме работы одновременно рычаги 5 и 7 после задания программы включают привод 6 поворота рычага 5 и рычаг 5 поворачивают из исходного состояния на 180° по часовой стрелке. Далее включают привод 3 поворота плеча 2 и плечо 2 поворачивают против часовой стрелки на 90° к ковшу. Включением привода 8 поворота рычага 7 рычаг 7 поворачивают на 180° против часовой стрелки. Далее включают привод 4 вертикального перемещения плеча 2 и плечо 2 опускают, вводя измерительный зонд 11 в расплавленный металл. Далее происходит замер параметров и в программном режиме манипулятор возвращают в исходное состояние в последовательности, обратной описанной выше.
Работа механизма аварийного возврата измерительного зонда 11 заключается в следующем. При внезапном отключении электропитания в случае нахождения измерительного зонда 11 в расплавленном металле электромагнитная муфта растормаживает ведущую шестерню привода 4 плеча 2 и под действием противовеса 19 посредством цепи 20 и звездочки 21 плечо 2 поднимают вверх, выводя измерительный зонд 11 из расплавленного металла.
Таким образом, предлагаемый манипулятор для замера параметров жидкого металла и шлака в совокупности признаков, приведенных в формуле изобретения, позволяет повысить его надежность и упростить конструкцию.
Формула изобретения
1. Манипулятор для замера параметров жидкого металла и шлака, содержащий направляющую колонну, плечо, несущее приводной поворотный рычаг с механизмом фиксации измерительного зонда, отличающийся тем, что, с целью повышения надежности и упрощения конструкции путем обеспечения раздельного ввода датчиков, он снабжен установленным на плече двумя параллельными рычагами с индивидуальными приводами, с размещенными на их концах механизмами фиксации и токо- съемными кольцами разного диаметра, расположенными вокруг зонда, и механизмом аварийного возврата плеча в крайнее верхнее положение, который расположен внутри направляющей колонны, выполненной полой и неподвижной, при этом плечо с рычагами установлено на колонне с возможностью вертикального перемещения вдоль ее оси и поворота в плоскости, перпендикулярной ее оси, а рычаги выполнены складывающимися в противоположных друг от друга направлениях, кроме того, механизм фиксации выполнен в виде быстроразъемного соединения.
2. Манипулятор по п. 1, о т л и ч a tout и и с я тем, что механизм аварийного
возврата плеча в крайнее верхнее положение выполнен в виде противовеса, установленного внутри колонны с возможностью
свободного перемещения и соединенного с плечом посредством цепи через звездочку, закрепленную на верхнем торце колонны.
фх.3
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНЫЙ ЗОНД ДЛЯ ПОГРУЖЕНИЯ В РАСПЛАВ МЕТАЛЛА | 2005 |
|
RU2308695C2 |
| Устройство для ввода зонда в конвертер | 1977 |
|
SU735639A1 |
| ПРИВОД ЦЕПНОЙ ДЛЯ СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 2014 |
|
RU2544915C1 |
| ОБЕЗВОЖИВАТЕЛЬ ДЛЯ СЫПУЧЕГО МАТЕРИАЛА | 1993 |
|
RU2044713C1 |
| Модуль манипулятора | 1980 |
|
SU984859A1 |
| Устройство для очистки головки кислородного копья | 1989 |
|
SU1722233A3 |
| СТАНОК ДЛЯ ОБРУБКИ, КЛЕПКИ, ТРАМБОВКИ | 2009 |
|
RU2412783C1 |
| БОЛЬШЕГРУЗНАЯ БЕРЕГОВАЯ ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА ДЛЯ ПОГРУЗКИ И ВЫГРУЗКИ СПГ | 2020 |
|
RU2791762C1 |
| СПОСОБ ПРОВЕДЕНИЯ ХИМИЧЕСКОГО АНАЛИЗА РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397471C1 |
| РОБОТ-МАНИПУЛЯТОР ДЛЯ ПОКРАСКИ ИЗДЕЛИЙ | 2003 |
|
RU2263020C2 |
Использование: черная металлургия, механизация работ кислородно-конвертерного производства, Сущность изобретения: устройство содержит направляющую неподвижную полую колонну 1, плечо 2, несущее два параллельных рычага с индивидуальными приводами, с размещенными на их концах механизмами фиксации и токосъем- ными кольцами разного диаметра, расположенными вокруг зонда, механизмом аварийного возврата плеча в крайнее верхнее положение. Плечо с рычагами установлено на колонне с возможностью вертикального перемещения вдоль оси и поворота в плоскости, перпендикулярной ее оси. Рычаги выполнены складывающимися в противоположных друг от друга направлениях. Механизм фиксации выполнен в виде быстроразъемного соединения. Механизм аварийного возврата плеча в крайнее верхнее положение выполнен в виде противовеса, установленного внутри колонны с возможностью свободного перемещения и соединенного с плечом посредством цепи через звездочку, закрепленную на верхнем торце колонны. 1 з.п.ф-лы, 3 ил. ел С
| Устройство подвода порошкообразных реагентов к фурме | 1986 |
|
SU1491890A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент ФРГ №3540946, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
