Изобретение относится к технологии изготовления электростатических преобразователей, выполненных на базе электретных элементов, представляющих собой электризованную полимерную пленку, прочно соединенную с электропроводящей подложкой, и может быть использовано в производстве электретных микрофонов и телефонов.
Известен способ изготовления электретного элемента путем нанесения полимерного покрытия на подогретый электрод с последующей электризацией полимера.
Известен также способ изготовления электретного элемента путем соединения полимерной пленки с предварительно подогретым электродом, расплавления ее на п о- верхности электрода струей газа, и электризации пленки.
Недостатком этих способов является невысокая и неравномерная по площ адй ад- гезия полимера к электроду и сложность реализации способа в условиях крупносерийного производства.
Целью изобретения является улучшение качества покрытия за счет повышения адгезии пленки к электроду и упрощение.
Поставленная цель достигается тем, что полимерную пленку до ее соединения с электродом электризуют, а к моменту соединения на электрод подают электрический потенциал с полярностью, противопо лбжXI
со оо О О
ной полярности поверхностного потенциала полимерной пленки. Приведение предва- рительно электризованной пленки в контакт с электродом, например, может быть осуществлено с помощью электроста- тических сил притяжения, создаваемых между электродом и предварительно электризованной пленкой.
Положительный эффект предлагаемого изобретения достигается благодаря тому, что в момент нанесения на электрод пленки между электродом и пленкой создается значительная разность электрических потенциалов. Это приводит к появлению достаточно больших сил электростатического притяже- ния пленки к электроду при ее нанесении. Эти силы препятствуют усадке пленки и образованию складок, В результате пленка наносится на электрод ровным слоем даже без предварительного отжига. Способ мо- жет быть сравнительно просто автоматизирован.
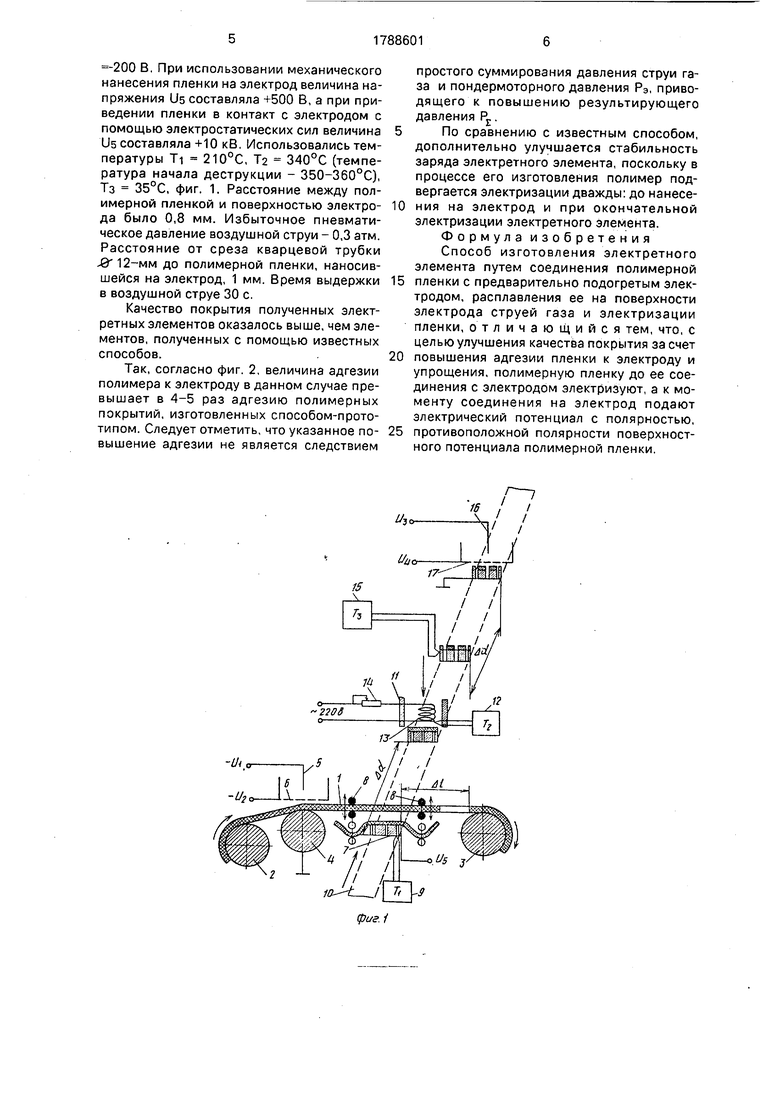
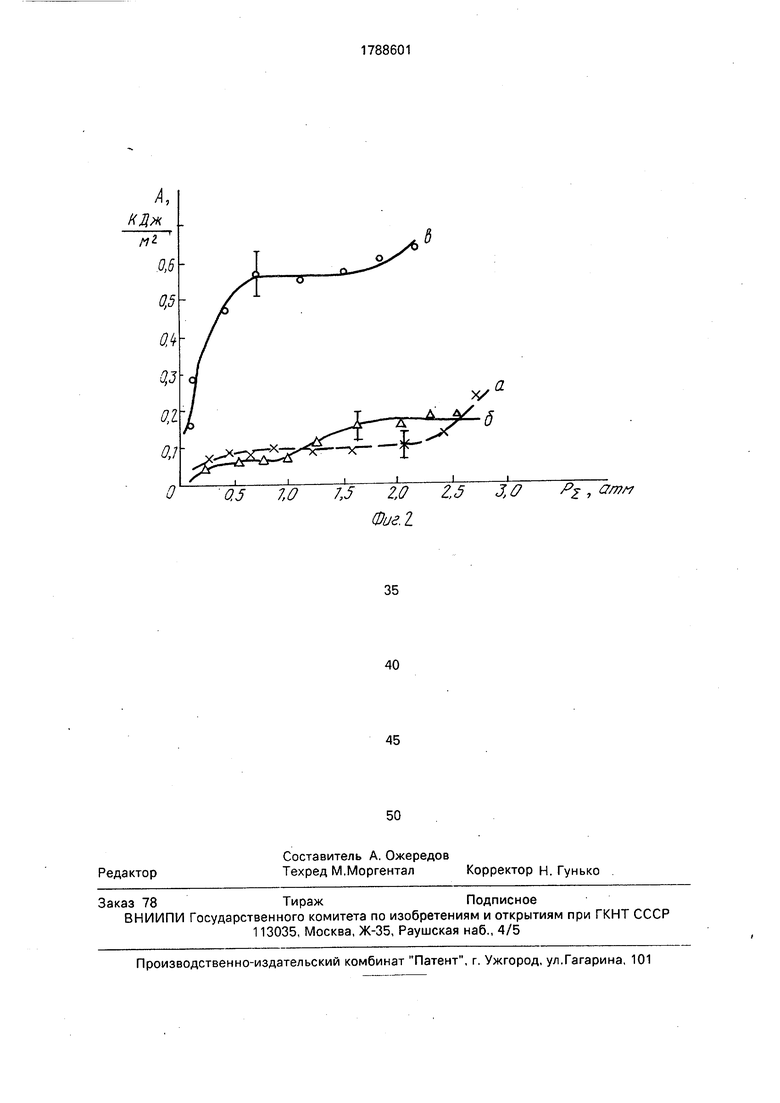
На фиг. 1 приведена функциональная схема устройства, с помощью которого реализуется предлагаемый способ; на фиг. 2экспериментально полученная связь работы отрыва А полимерной пленки от электрода и давления на пленку при изготовлении электретного элемента, иллюстрирующая эффективность данного способа,
Здесь кривая а получена в условиях, когда давление обеспечивалось только воздушной струей (f| Р), кривая б - когда давление обеспечивалось только электростатическими силами (FЈ Рэ), кривая в - когда давление обеспечивалось совместным действием воздушной струи и электростатическим зарядом.
Пример. Полимерная пленка 1 подается с катушки 2 на приемную катушку 3 с шагом ДI. При этом лента непрерывно электризуется одним из известных способов, например, в коронном разряде, создаваемом между заземленным валом 4, имеющим возможность вращаться, и высокопотенциаль- ными электродами (иглой 5 и сеткой 6). Заряженная полимерная пленка приводится в контакт с электродом 7 с помощью механического приспособления 8, зажимающего пленку и опускающего ее на поверх- ность электрода. Совместное действие высокой температуры электрода (200-230°), контролируемой термопарой 9, и механического усилия, возникающего при прижатии пленки к электроду, приводит к тому, что пленка, сплавляясь, обрывается по периметру электрода и образует на нем полимерное покрытие. Соответственно, в пленке остается отверстие. В момент нанесения пленки для создания электростатических сил, поджимающих ее к поверхности электрода, на электрод подается электрический потенциал с полярностью, противоположной полярности поверхностного потенциала пленки.
Если величина зазора между пленкой и поверхностью электрода не превышает 1 мм, то приведение электризованной пленки в контакт с поверхностью электрода может быть осуществлено без использования механического приспособления 8, путем подачи на электрод импульса высокого напряжения ( кВ)с полярностью, противоположной полярности поверхностного потенциала у пленки. В этом случае электростатические силы оказываются достаточными для того, чтобы притянуть заряженную пленку к поверхности электрода, оборвать ее по периметру и создать затем надежный физический контакт пленки с электродом.
Затем электрод 7, находящийся на транспортере 10, подают с шагом Ad под воздушную струю, выходящую, например, из кварцевой трубки 11. Температура в струе должна быть не ниже температуры плавления полимера, но не выше температуры начала его деструкции. Контроль температуры осуществляют термопарой 12. Температура газа определяется температурой нагревателя 13, которая изменяется с помощью регулятора 14. Величина избыточного пневматического давления составляет 0,005-0,4 атм. Под действием избыточного давления нагретого газа происходит значительное размягчение и частичное расплавление полимера, что приводит к достижению высокой адгезии его к электроду и к одновременному формированию в нем отверстий, если они имеются в электроде. При следующем шаге Д d электрод с полимерным покрытием подают в зону охлаждения, а его температуру контролируют термопарой 15. Затем, при очередном шаге Д d электретный элемент электризуют одним из известных способов, например, электрод заземляют, а полимерное покрытие электризуют в коронном разряде с помощью устройства, содержащего коронирующую иглу 16 и сетку 17, до требуемого поверхностного потенциала.
Описанным способом изготовлялись тонкопленочные массивные электретные элементы на основе пленки сополимера тетрафторэтилена с гексафторпропиленом (Ф-4МБ2) и перфорированных электродов из латуни и алюминия. Толщина пленки составляла 10 мкм. Использовались напряжения -Ui -Us -6 кВ, -1)2 -500 В, -IU
-200 В, При использовании механического нанесения пленки на электрод величина напряжения Us составляла +500 В, а при приведении пленки в контакт с электродом с помощью электростатических сил величина Us составляла +10 кВ. Использовались температуры Ti 210°С, Та 340°С (температура начала деструкции - 350-360°С), Тз 35°С, фиг. 1. Расстояние между полимерной пленкой и поверхностью электро- да было 0,8 мм. Избыточное пневматическое давление воздушной струи - 0,3 атм. Расстояние от среза кварцевой трубки & 12-мм до полимерной пленки, наносившейся на электрод, 1 мм. Время выдержки в воздушной струе 30 с.
Качество покрытия полученных элект- ретных элементов оказалось выше, чем элементов, полученных с помощью известных способов.
Так, согласно фиг. 2, величина адгезии полимера к электроду в данном случае превышает в 4-5 раз адгезию полимерных покрытий, изготовленных способом-прототипом. Следует отметить, что указанное по- вышение адгезии не является следствием
простого суммирования давления струи газа и пондермоторного давления Рэ, приводящего к повышению результирующего давления РЕ .
По сравнению с известным способом, дополнительно улучшается стабильность заряда электретного элемента, поскольку в процессе его изготовления полимер подвергается электризации дважды: до нанесения на электрод и при окончательной электризации электретного элемента. Формула изобретения Способ изготовления электретного элемента путем соединения полимерной пленки с предварительно подогретым электродом, расплавления ее на поверхности электрода струей газа и электризации пленки, отличающийся тем, что, с целью улучшения качества покрытия за счет повышения адгезии пленки к электроду и упрощения, полимерную пленку до ее соединения с электродом электризуют, а к моменту соединения на электрод подают электрический потенциал с полярностью, противоположной полярности поверхностного потенциала полимерной пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления перфорированных электретных элементов из фторопласта | 1990 |
|
SU1758911A1 |
| СЛОИСТЫЙ ПОЛИМЕРНЫЙ ВОЛОКНИСТЫЙ ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ОЧИСТКИ ПОТОКА ВОЗДУХА | 2004 |
|
RU2262376C1 |
| УСТРОЙСТВО ДЛЯ ОСТЕОСИНТЕЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2471507C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРЕТНОГО ТОНКОВОЛОКНИСТОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА ДЛЯ РЕСПИРАТОРОВ | 2001 |
|
RU2198718C1 |
| Способ получения дисперсных полимерных электретов | 2024 |
|
RU2839734C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2007 |
|
RU2372635C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ЭЛЕКТРЕТНОГО ПОЛОТНА С ПРИМЕНЕНИЕМ НЕВОДНОЙ ПОЛЯРНОЙ ЖИДКОСТИ | 2000 |
|
RU2247182C2 |
| УСТРОЙСТВО ПОДЗАРЯДКИ АККУМУЛЯТОРА БЕСПИЛОТНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 2022 |
|
RU2794005C1 |
| Конденсаторный микрофон | 1989 |
|
SU1697277A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО ЭЛЕКТРЕТНОГО ПОЛОТНА С ПРИМЕНЕНИЕМ СМАЧИВАЮЩЕЙ ЖИДКОСТИ И ВОДНОЙ ПОЛЯРНОЙ ЖИДКОСТИ | 2000 |
|
RU2266771C2 |
Изобретение относится к технологии изготовления электростатических преобразователей, выполненных на базе электретных элементов, представляющих собой электризованную полимерную пленку, прочно соединенную с электропроводящей подложкой-электродом, и может быть использовано в производстве электретных микрофонов и телефонов. Целью изобретения является улучшение качества за счет повышения ад- гезии пленки к электроду и упрощение способа. Способ изготовления электретного элемента заключается в следующем. Полимерную пленку соединяютс предварительно прогретым электродом, расплавляют ее на поверхности электрода струей газа, а затем осуществляют электризацию элемента, причем полимерную пленку до её соединения с электродом электризуют, а к моменту соединения на электрод подают электрический потенциал с полярностью, противоположной полярности поверхностного потенциала полимерной пленки. Приведение электризованной полимерной пленки в контакт с электродом может быть осуществлено с помощью только электростатических сил притяжения, создаваемых между электродом и пленкой. 2 ил. со с
| Патент США № 4014091, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 1454228, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
