В известных устройствах для непрерывного нагрева изделий, например индукционным методом, содержащих камеру с загрузочным н разгрузочным отверстиями, нагреватель и механизмы перемещения изделий, конвекционные потоки воздуха обусловливают поступление к нагретой поверхности заготовок кислорода воздуха, что способствует обезуглероживанию и окислению металла. Потери металла при этом составляют до 0,3о/о от веса заготовок. При незначительном отклонении оси камеры от горизонтального положения значительно возрастает циркуляция в ней воздуха и возрастают потери металла в окалину.
В некоторых устройствах для устранения циркуляции воздуха применяют специальные механические затворы, закрывающие загрузочное и разгрузочное отверстия, но они усложняют конструкцию.
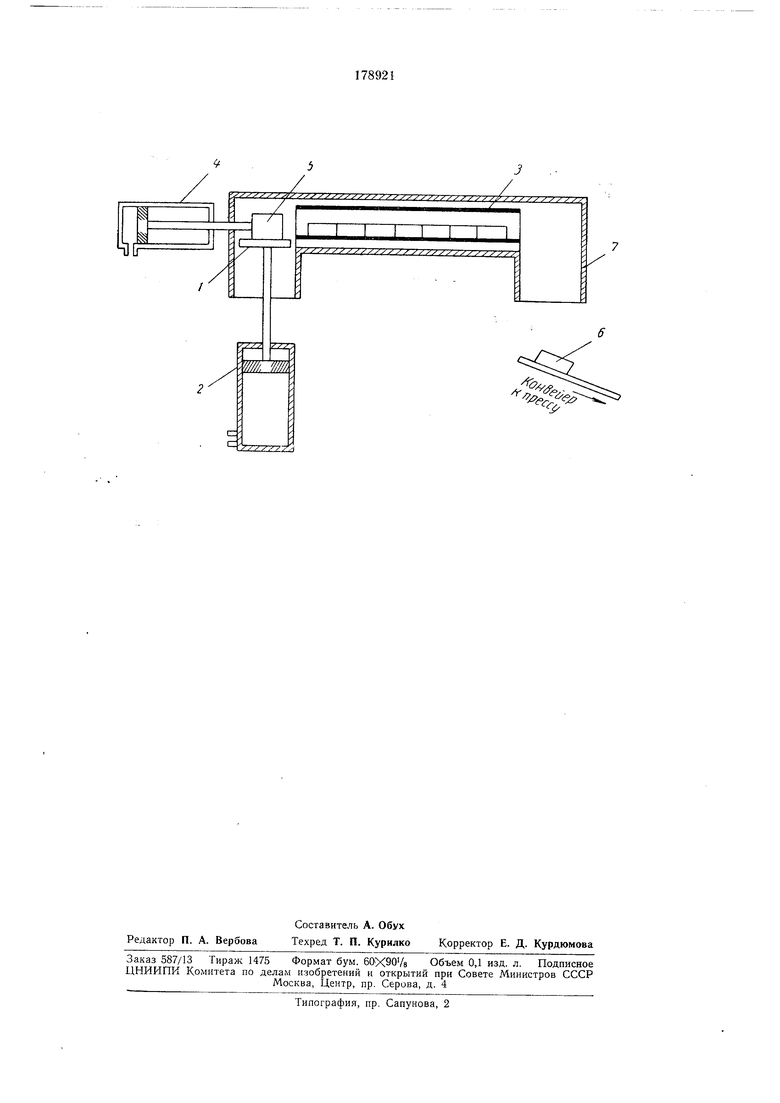
Отличительной особенностью предлагаемого устройства является то, что камера выполнена П-образной, а ее загрузочное и разгрузочное отверстия находятся на одном уровне, что создает аэродинамический затвор потоком воздуха и повышает качество нагрева изделий.
ется до урог5ня оси камеры индуктора 3. В индукторе заготовки перемещает механизм 4, при этом холодная заготовка 5 входит в индуктор, а нагретая заготовка 6 падает через
разгрузочную камеру 7 индуктора на транспортировочный конвейер.
Конструкция индукционного нагревателя гарантирует от возникновения конвекционных токов воздуха в его рабочей зоне. Как известно, за счет окисления и обезуглероживания нескольких заготовок в начальный период работы нагревателя в рабочей камере устройства создается атмосфера, содержащая до 2о/о СО, 5% СОо и 950/0 NS при отсутствии кислорода.
Такая атмосфера является безокислительной и размещенные в ней заготовки не окисляются и не обезуглероживаются. В случае необходимости защитная атмосфера может вводиться в камеру извне.
Предмет изобретения
Устройство для непрерывного нагрева изделий, содержащее камеру с загрузочным и раз1рузочным отверстиями, нагреватель и механизмы перемещения изделий, отличающееся тем, что, с целью создания аэродинамического затвора потоку воздуха и тем самым повышения качества нагрева изделий, камера выполнена П-образной формы, а ее загрузочное и разгрузочное отверстия находятся на одном уровне.
-$2t
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Способ нагрева заготовок | 1979 |
|
SU831812A1 |
| Печь для термообработки изделий из порошка | 1980 |
|
SU926483A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Линия для изготовления соединительных элементов с внутренней винтовой канавкой | 1991 |
|
SU1792777A1 |
| Индукционная проходная установка | 1981 |
|
SU1096288A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ВАКУУМЕ (ВАРИАНТЫ) | 2005 |
|
RU2305023C2 |