Изобретение относится к ультразвуковому дефектоскопии и может быть использовано для выявления дефектов паяного соединения мелкоячеистых сот и обшивки.
Известен импедансный акустический метод контроля, заключающийся в регистрации изменения механического импеданса контролируемого изделия в зоне его касания с преобразователем, возбуждающим в изделии изгибные колебания звуковых частот.
Недостатками такого способа является низкая чувствительность контроля, невозможность использования способа для контроля мелкоячеистых сот.
Наиболее близким техническим реше- нием к предлагаемому является ультразвуковой контроль изделий с использованием свободных струй воды в качестве контактной среды ультразвука. При этом ультразвуковые преобразователи выполняются в виде форсуночных коробок, установленных на некотором расстоянии от контролируемого изделия.
При ультразвуковом контроле паяных сотовых конструкций этот способ также не дает положительных результатов. Вода, используемая в качестве контактной среды, не заполняет полости сотовых ячеек ввиду малых их объемов и высокого поверхностного натяжения воды. Остающиеся в ячейках пузырьки воздуха препятствуют вводу ультразвуковых колебаний в стенки ячеек. Используемые углы падения ультразвуковых колебаний не обеспечивают их ввод в стенки сот и прием отраженных волн при применении эхо-импульсного метода контроля со стороны открытых торцов сот. Боль 00
о
ч
шие габариты ультразвуковых преобразователей не позволяют проводить односторонний контроль малогабаритных изделий, не обеспечивают необходимую чувствительность. ;: ..: „:уч.;
Цель изобретения - повышение качества кЪнтроля паянЬгосоединения мелкоячеистых Йот пу/е мч в йОда: ультразвуковых колебаний в стенки сотовы х ячеек и регистрации отраженных от непропаянных торцов сот ультразвуковых колебаний, по наличию которых и судят о качестве паяной конструкции,
Поставленная цель достигается тем, что в изделии возбуждают ультразвуковые колебания ультразвуковым преобразователем и принимают отраженные эхо-сигналы, при этом в качестве контактной жидкости используют воду, подаваемую под давлением на контролируемое изделие с помощью сопла, сотовые ячейки заполняют направленной струей воды до вытеснения пузырьков воздуха, а ультразвуковые колебания возбуждают в стенках сот путем ввода в их поверхность продольной ультразвуковой волны под углом 85 - 87°. При автоматическом контроле сопло для подачи контактной воды устанавливают перед ультразвуковым преобразователем-в направлении сканирования, между соплом и преобразователем помещают экран и расход жидкости через сопло устанавливают 1,0-1,5 л/мин.
В отличий от прототипа в предлагаемом способе ультразвуковой контроль изделия проводят, предварительно погрузив его в ванну с жидкостью, эхо-импульсным методом с одной стороны - со стороны открытых торцов паяных сот, обеспечивая ввод и прием отраженных ультразвуковых колебаний. Направленная струя жидкости используется для заполнения водой полостей ячеек и вытеснения пузырьков воздуха, препятству-. ющих вводу в стенки ячеек ультразвуковых колебаний. Преобразователь, используемый для контроля, выполнен по раздельно-, совмещенной схеме. Излучатель и приемник ультразвуковых колебаний объе- динены в общий малогабаритный блок. При автоматическом контроле малогабаритный блок преобразователей совмещают с соплом формирования струи жидкости, которые в целях устранения ложных срабатываний и повышения надежности конт- роля разделены экраном,
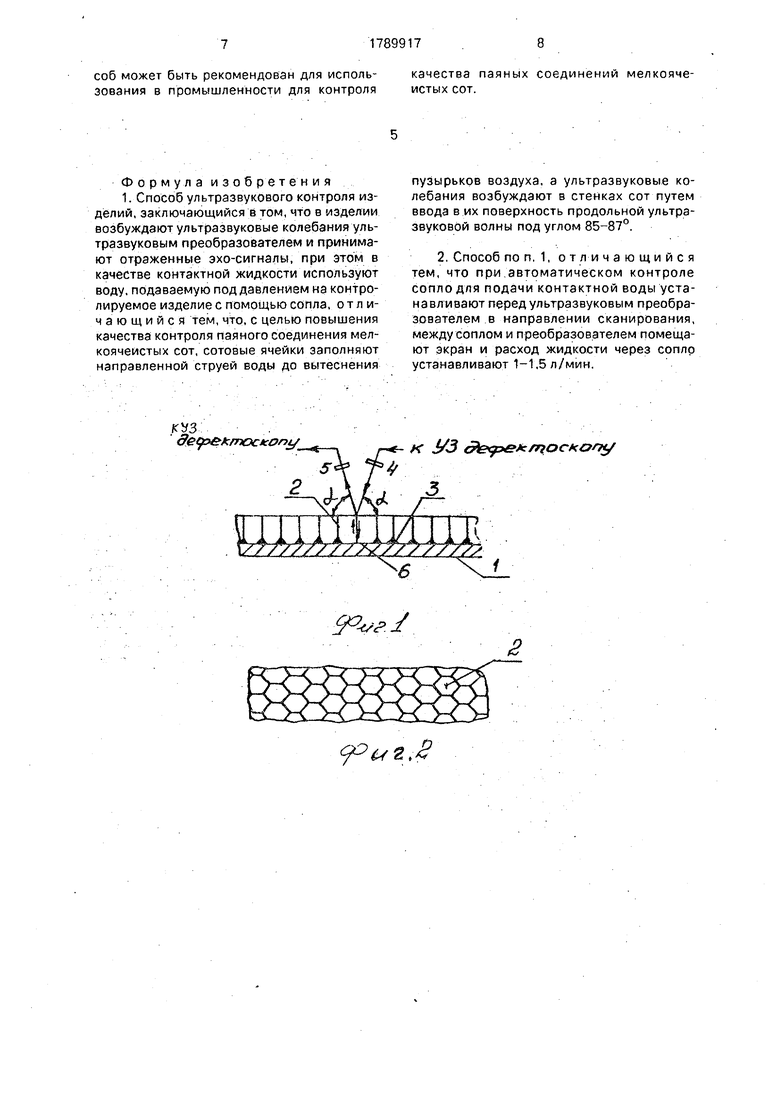
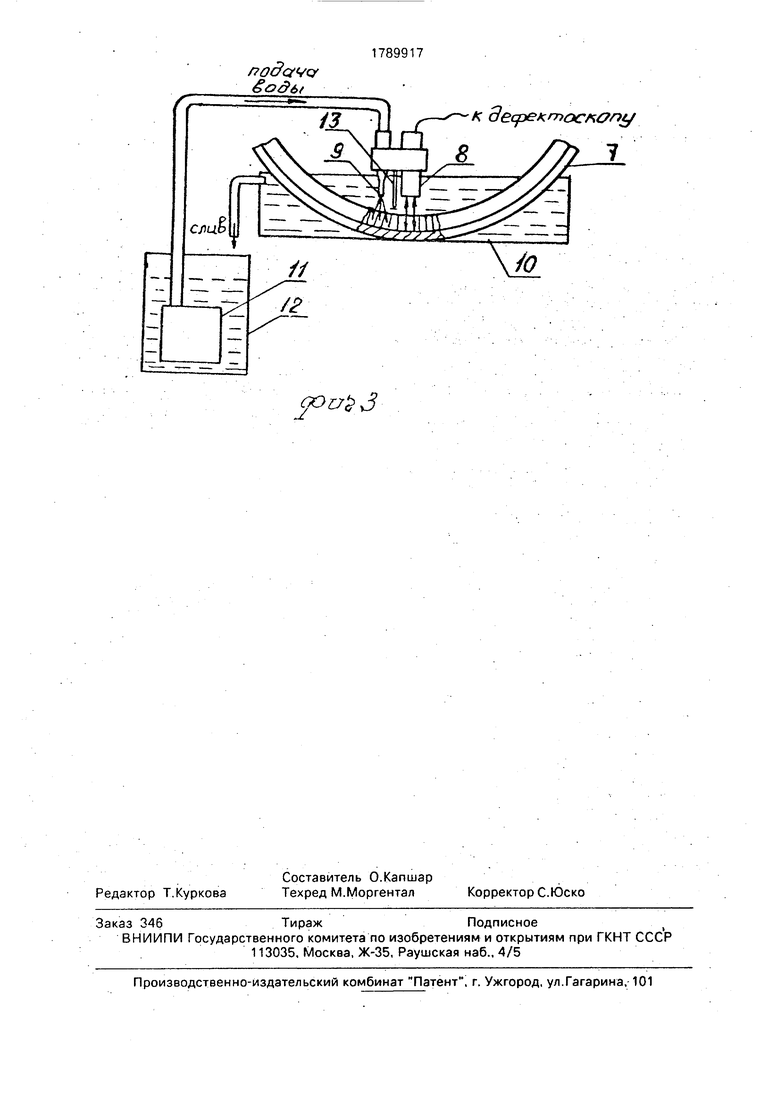
На фиг. 1 представлена конструкция изделия с сотами, вид спереди; на фиг. 2 - сотовая конструкция, вид сверху; на фиг. 3 - пример конкретной реализации способа при автоматическом контроле сотовых конструкций, например, кольцевой формы.
Показателем качественного паяного соединения сотовой конструкции является отсутствие зазора между торцами сотовых ячеек 2 с обшивкой 1 и наличие галтели 3,
образованной припоем (фиг. 1 и 2). При ультразвуковом контроле показателем дефекта 6 {фиг. 1) является наличие акустической границы раздела между торцами сот и обшивкой. Ультразвуковые колебания, излучаясь 0 преобразователем 4, вводятся в стенку со . товой ячейки под углом а(фиг. 1), распространяясь по стенкам сотовых ячеек, ультразвуковые волны отражаются от непропаянных торцов сот. Отраженные ульт5
развуковые волны принимаются приемным
преобразователем 5 (фиг. 1).
Известно, что для возбуждения различных типов волн углы ввода ультразвуковых колебаний в поверхность изделия практи0 чески не превышают 70°. В результате проведенных экспериментов авторами установлено, что наибольшая амплитуда вводимых в стенки сотовых ячеек ультразвуковых колебаний соответствует углам ввода
5 более 80° и с увеличением угла изменяется незначительно. Оптимальным углом ввода является угол, выбранный в диапазоне 85- 87°, Выбор угла ввода в пределах этого диапазона обеспечивает при малых габаритах
0 преобразователя наибольшую амплитуду вводимых в изделие ультразвуковых колебаний и высокую чувствительность контроля (1-2 непропаянные сотовые ячейки). Наличие диапазона углов ввода позволяет сни5 зить требования к точности обеспечения углов при изготовлении преобразователя, позволяет упростить его конструкцию и использовать типовую технологию изготовления преобразователя,
0 Использование углов ввода колебаний меньше 85° ведет к увеличению габаритов преобразователя. Выполнение угла ввода более 87° вызывает уменьшение амплитуды вводимых в изделие колебаний и появление
5 эхо-сигналов, отраженных от дна (обшивки) сотовых ячеек. Ультразвуковые колебания распространяются в жидкости, заполняющей полость сотовой ячейки, их скорость мало отличается от скорости распростране0 ния ультразвуковых волн в стенках ячейки, а интенсивность отраженного сигнала этих колебаний резко возрастает по мере увеличения угла ввода свыше 87°.
В предлагаемом решении ультразвуко5 вой контроль сотовой конструкции производят в жидкой среде, в качестве которой использована вода. Однако при погружении сотовой конструкции в воду в сотовых ячейках образуются воздушные пробки пузырьки), которые препятствуют вводу
ультразвуковых колебаний в стенки сотовых ячеек. Применение воды в качестве жидкой среды, например, по сравнению с керосином более технологично и совершенно безвредно для обслуживающего персонала. Для заполнения сотовых ячеек водой авторами предложен способ вытеснения пузырьков воздуха из сотовых ячеек направленной в полость ячейки под давлением струей жидкости.
Пример реализации способа при автоматическом контроле сотовых конструкций кольцевой формы приведен на фиг. 3. Деталь 7 помещают в ванну 10, заполненную водой. Над поверхностью сот располагают ультразвуковой преобразователь 8 и сопло 9, объединенные в общий блок и разделенные экраном 13. Между поверхностью сот и плоскостью преобразователя 8. а также между поверхностью сот и торцом сопла 9 оставляют зазор, который предотвращает износ и повреждение сопла и преобразователя, а также возможное при касании смятие стенок сотовых ячеек. Экран 13 устанавливают без зазора с поверхностью сот. Для предотвращения смятия сотовых ячеек экран выполняют из эластичного материала, например резины, толщиной 0.5- 1,0 мм. С помощью насоса 11, погруженного в емкость с водой 12 жидкость подается в сопло 9. Для поддержания постоянного уровня воды в ванне 10, достаточно для того, чтобы наконечник сопла 9 и преобразователь 8 были погружены в жидкость, ванна 10 снабжена трубкой слива воды в емкость 12. Вода циркулирует в замкнутой системе и ее расход не происходит (за-исключением испарения и выноса деталью). Вращение сотовой конструкции в ванне 10 осуществляется с помощью известных устройств с электроприводом (не показано).
Ультразвуковой преобразователь 8 выполнен по раздельно-совмещенной схеме.
При ручном контроле способ реализуется следующим образом.
Контролируемое изделие погружают в ванну с водой таким образом, чтобы уровень жидкости был на 5-10 мм выше поверхности свободных торцов сот и обеспечивался свободный доступ к полостям ячеек. С помощью, например, груши- спринцовки производят заполнение сотовых ячеек водой, для чего из груши выдавливают воздух, погружают ее наконечник в ванну с водой, где находится контролируемое изделие, наполняют грушу водой, не вынимая наконечника груши из воды, перемещают его к поверхности сот и, расположив его вертикально к плоскости свободных торцов сот, постепенно выдавливают жидкость из груши, направляя струю воды во внутреннюю полость ячеек, перемещают наконечник груши вдоль сот, обеспечивая заполнение их жидкостью. На- 5 правленная под давлением струя воды вытесняет воздух из полостей ячеек и заполняет их водой. Процесс заполнения сот водой контролируется визуально. Если в сотах просматриваются пузырьки воздуха.
0 процесс повторяют. Не вынимая изделия из жидкости, со стороны открытых, заполненных водой полостей ячеек устанавливают на изделие ультразвуковой преобразователь и, сканируя изделие преобразователем, про5 водят контроль. В случае наличия непропаянных с обшивкой торцов сот на экране дефектоскопа появляется эхо-сигнал, являющийся признаком дефекта.
При автоматическом контроле изделий
0 в виде колец способ реализуется следующим образом (фиг. 3). Изделие погружают в ванну с жидкостью и включают подачу воды в сопло. Затем включают привод вращения изделия. Вращение изделия должно проис5 ходить в направлении от сопла подачи воды к ультразвуковому преобразователю. Струя жидкости из сопла вытесняет воздух из полости ячеек и заполняет их водой. Заполненные водой ячейки при вращении детали
0 поступают в рабочую зону преобразователя, где происходит контроль.
Экспериментально установлено, что для гарантированного заполнения полостей сотовых ячеек водой расход жидкости через
5 сопло должен быть в пределах 1,0-1,5 л/мин. При расходе меньше 1 л/мин заполнение сотовых ячеек водой не происходит. При расходе более 1,5 л/мин интенсивное вытеснение пузырьков воздуха и воды из
0 полостей ячеек ведет к появлению ложных эхо-сигналов и срабатыванию дефектоскопической аппаратуры. Возможное все же появление пузырьков воздуха и потоков жидкости в зоне преобразователя при оп5 тимальном расходе воды через сопло предотвращается экраном между преобразователем и соплом.
Эффективность предложенного способа ультразвукового контроля заключается в
0 обеспечении контроля паяного соединения мелкоячеистых сот и обшивки путем заполнения полостей сотовых ячеек контактной жидкой средой, в качестве которой использована вода, ввода в стенки ячеек ультра5 звуковых колебаний и приема отраженных эхо-сигналов, в простой технологии ручного контроля, в возможности автоматизации контроля при минимальных затратах.
Эффективность предложенного способа подтверждена экспериментально. Способ может быть рекомендован для использования в промышленности для контроля
качества паяных соединений мелкоячеистых сот.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКУСТИЧЕСКИЙ ИМПЕДАНСНЫЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ И КЛЕЕВЫХ СОЕДИНЕНИЙ ОБШИВКИ С ТОРЦАМИ СОТ В ОДНОСТОРОННИХ СОТОВЫХ КОНСТРУКЦИЯХ | 1992 |
|
RU2069362C1 |
| СПОСОБ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2545348C2 |
| Установка для ультразвуковой очистки изделий | 1980 |
|
SU902875A1 |
| Способ ультразвукового контроля паяных соединений | 2020 |
|
RU2739385C1 |
| Ультразвуковой способ обнаружения дефектов в трубе | 1981 |
|
SU1326201A3 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА НЕРАЗЪЕМНЫХ МОНОЛИТНЫХ СОЕДИНЕНИЙ | 1988 |
|
SU1568718A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ПРОВАРА СТЫКА СОЕДИНЕННЫХ ДЕТАЛЕЙ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353926C1 |
| Пьезоэлектрический преобразователь | 1990 |
|
SU1772724A1 |
| СТРУЙНЫЙ АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2010 |
|
RU2415413C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |
Изобретение относится к неразру- ша- ющему контролю. Цель изобретения - повышение качества контроля паяного соединения мелкоячеистых сот. Способ заключается в том, что возбуждают ультразвуковые колебания, принимают отраженные эхо-сигналы. В качестве контактной жидкости используют воду, подаваемую под давлением на контролируемое изделие, при этом сотовые ячейки заполняют направленной струей воды до вытеснения пузырьков воздуха, а ультразвуковые колебания возбуждают в стенке сот путем ввода в их поверхность продольной ультразвуковой волны под углом 85-87°. Между соплом для подачи воды может быть установлен перед ультразвуковым преобразователем в направлении сканирования экран, расход жидкости через сопло устанавливают 1-1,5 л/мин. 1 з. п. ф-лы, 3 ил. ел С
Формула изобретения 1. Способ ультразвукового контроля изделий, заключающийся в том, что в изделии возбуждают ультразвуковые колебания ультразвуковым преобразователем и принимают отраженные эхо-сигналы, при этом в качестве контактной жидкости используют воду, подаваемую под давлением на контролируемое изделие с помощью сопла, отличающийся тем, что, с целью повышения качества контроля паяного соединения мелкоячеистых сот, сотовые ячейки заполняют направленной струей воды до вытеснения
КЪЗ detp& ;macK0r t/
SPvr.J.
иг.8
пузырьков воздуха, а ультразвуковые колебания возбуждают в стенках сот путем ввода в их поверхность продольной ультразвуковой волны под углом 85-87°.
к /3
| Приборы для неразрушающего контроля материалов и изделий | |||
| Справочник./Под ред | |||
| В.В | |||
| Клюева, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Неразрушающий контроль труб для магистральных нефтепроводов | |||
| М.: Металлургия, 1985, с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
