Изобретение относится к области неразрушающего контроля материалов и изделий ультразвуковым методом и может быть использовано для обнаружения дефектов в нахлесточных двухсторонних паяных соединениях после изготовления и в процессе эксплуатации.
Известен способ ультразвукового контроля сварных соединений, принятый за аналог, заключающийся в том, что ультразвуковые волны возбуждают в изделии под углом  где Ct и
где Ct и  - соответственно скорости распространения сдвиговых и продольных волн в материале изделия, перемещают излучающий преобразователь при фиксированном положении приемного преобразователя и измеряют максимальную амплитуду принятого сигнала, изменяют угол ввода в пределах постоянства коэффициента прозрачности на границе преобразователь - металл и измеряют для него максимальную амплитуду сигнала и по отношению измеренных амплитуд судят о характере дефекта (см. патент №989472 СССР, МПК G01N 29/04, G01N 29/48. Бюл. 2, 1983).
- соответственно скорости распространения сдвиговых и продольных волн в материале изделия, перемещают излучающий преобразователь при фиксированном положении приемного преобразователя и измеряют максимальную амплитуду принятого сигнала, изменяют угол ввода в пределах постоянства коэффициента прозрачности на границе преобразователь - металл и измеряют для него максимальную амплитуду сигнала и по отношению измеренных амплитуд судят о характере дефекта (см. патент №989472 СССР, МПК G01N 29/04, G01N 29/48. Бюл. 2, 1983).
Недостатком данного способа является высокая трудоемкость его применения, связанная с необходимостью подбора нескольких излучающих преобразователей с разными значениями углов ввода в каждом частном случае.
Известен способ ультразвукового контроля паяных соединений эхо-импульсным методом, принятый за прототип (см. ГОСТ 26126-84 «Контроль неразрушающий. Соединения паяные. Ультразвуковые методы контроля качества (с Изменением N 1)»), заключающийся в том, что с помощью ультразвукового дефектоскопа генерируют ультразвуковые импульсы, облучают этими импульсами объект контроля прямым раздельно-совмещенным преобразователем по траектории и с шагом сканирования, установленными в технической документации на контроль, регистрируют импульсы, прошедшие через объект контроля, анализируют их и по результатам анализа судят о наличии дефекта. При обнаружении дефектов устанавливают чувствительность оценки и определяют следующие их характеристики: эквивалентную площадь дефектов, число дефектов на длине соединения, установленной в технической документации на контроль, расстояние между дефектами, условные размеры дефектов. Качество паяных соединений по результатам ультразвукового контроля оценивают по двухбалльной системе: балл 1 - неудовлетворительное качество, когда в соединении выявлены недопустимые дефекты или число допустимых дефектов превышает нормы, установленные в технической документации на контроль; балл 2 - удовлетворительное качество, когда в соединении выявлены только допустимые дефекты и число их ниже норм, установленных в технической документации на контроль, или дефекты не обнаружены.
Недостатком данного способа является ограничение его применения при контроле тонкостенных нахлесточных паяных соединений (толщина меньше десяти длин волн), изготовленных при ремонте (в этом случае толщина паяного слоя неодинакова во всех участках соединения), т.к. многократные переотражения от граней соединения и вариация толщины паяного слоя оказывают существенное влияние на амплитуду информативных сигналов эхо-импульсного метода. При этом возникает высокая вероятность браковки годных соединений при вариациях толщины паяного шва в пределах нормативных значений. Кроме того, способ является трудоемким при контроле соединений с большим количеством дефектов, каждый из которых требует оценки, но не является недопустимым в контролируемых соединениях.
Технической задачей изобретения является упрощение способа контроля и сокращение времени оценки качества тонкостенных нахлесточных паяных соединений с переменной толщиной паяного слоя и большим количеством дефектов стандартными серийно выпускаемыми ультразвуковыми преобразователями (ПЭП) без снижения достоверности контроля.
Поставленная задача решается тем, что в способе ультразвукового контроля качества паяного соединения, заключающемся в том, что с помощью ультразвукового дефектоскопа генерируют ультразвуковые импульсы, облучают этими импульсами объект контроля излучающим преобразователем, фокусируют ультразвуковое излучение на середину паяного соединения, перемещают излучающий преобразователь вдоль паяного соединения с постоянным шагом  рассчитанным по формуле
рассчитанным по формуле  где dПЭП _ диаметр пьезопластины излучающего преобразователя, определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз, определяют относительную длину непропаяных участков соединения μ по формуле
где dПЭП _ диаметр пьезопластины излучающего преобразователя, определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз, определяют относительную длину непропаяных участков соединения μ по формуле  и при ее превышении допустимого значения, которое устанавливается в соответствии с техническими требованиями на изделие, соединение бракуют.
и при ее превышении допустимого значения, которое устанавливается в соответствии с техническими требованиями на изделие, соединение бракуют.
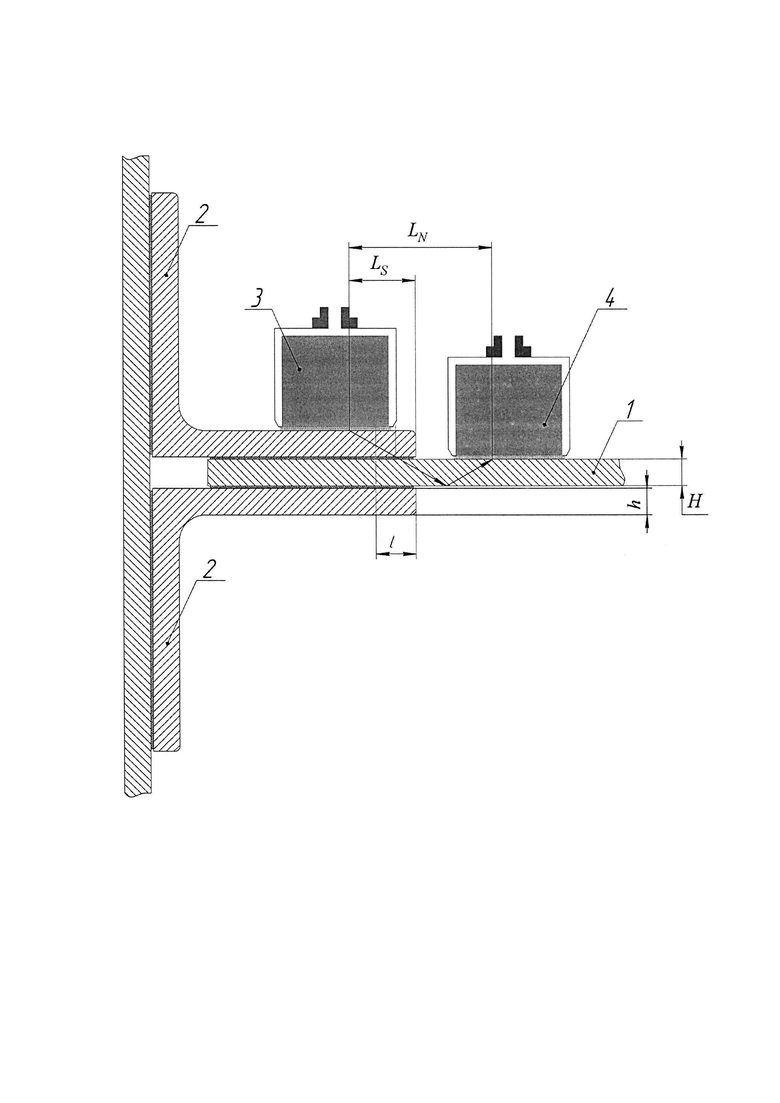
На приведенном чертеже представлена схема ультразвукового контроля паяного соединения. Обозначения на чертеже:
1 - основной элемент объекта контроля;
2 - припаиваемый элемент;
3 - излучающий преобразователь;
4 - приемный преобразователь.
Предложенный способ реализуется следующим образом. Ультразвуковое излучение фокусируют на середину паяного соединения. Для этого излучающий преобразователь 3 устанавливают на поверхность припаянного элемента 2 таким образом, чтобы его точка выхода луча была на расстоянии от его края, рассчитанном по формуле:

где  - ширина паяного шва; ϕ - угол ввода; h - толщина припаянного элемента. Приемный преобразователь 4 устанавливают на основной элемент объекта контроля 1 на расстоянии LN от точки выхода луча излучающего преобразователя и ориентируют встречно излучающему преобразователю. Расстояние LN рассчитывают по формуле:
- ширина паяного шва; ϕ - угол ввода; h - толщина припаянного элемента. Приемный преобразователь 4 устанавливают на основной элемент объекта контроля 1 на расстоянии LN от точки выхода луча излучающего преобразователя и ориентируют встречно излучающему преобразователю. Расстояние LN рассчитывают по формуле:

где Н - толщина основного элемента объекта контроля. С помощью ультразвукового дефектоскопа генерируют ультразвуковые импульсы, облучают этими импульсами объект контроля излучающим преобразователем, приемным преобразователем регистрируют импульсы, прошедшие через объект контроля. Для регистрации прошедших через паяное соединение и отраженных от противоположной стороны основного элемента объекта контроля импульсов ультразвуковых колебаний, последовательно перемещают излучающий преобразователь вдоль паяного соединения с постоянным шагом  рассчитанным по формуле:
рассчитанным по формуле:

где dПЭП - диаметр пьезопластины излучающего преобразователя. Определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз. Определяют относительную длину непропаяных участков соединения μ по формуле: 
При превышении относительной длины допустимого значения, которое устанавливается в соответствии с техническими требованиями на изделие, соединение бракуют.
Пример
Предложенный способ был реализован при контроле трехслойных нахлесточных паяных соединений на продольной балке железнодорожного моста через реку Обь (г. Новосибирск). По техническому заданию суммарная протяженность непропая для данного изделия должна быть не более 30% длины паяного соединения. Контролю подлежала балка 1, с двух сторон которой припаяны стальные уголки 2 шириной 50 мм, плечом - 100 мм, толщиной - 10 мм. Контролируемую поверхность протерли ветошью, удалили загрязнения и покрыли слоем контактной жидкости. Излучающий 3 и приемный 4 наклонные преобразователи П121-2,5-60 с резонансной частотой 2,5 МГц, углом ввода ϕ=60° и диаметром пьезопластины dПЭП=12 мм устанавливали с одной стороны объекта контроля (см. черт.). Излучающий преобразователь устанавливали на припаянное плечо стального уголка, а приемный преобразователь - на продольную балку. Преобразователи ориентировали на встречу друг другу таким образом, чтобы акустическая ось излучающего преобразователя проходила через середину паяного соединения и после отражения от дальней стороны вертикальной стенки оказывалась соосно с акустической осью принимающего преобразователя. Излучающий преобразователь устанавливали на расстоянии от края припаянного плеча уголка LS=25 мм, рассчитанном по формуле 1. Приемный преобразователь устанавливали на вертикальную стенку на расстоянии LN=52 мм, рассчитанном по формуле 2.
Генератором импульсного дефектоскопа УД2-102 «ПЕЛЕНГ» возбуждали электрические импульсы, которые в излучающем преобразователе трансформировались в импульсы ультразвуковых колебаний. Приемным преобразователем регистрировали, распространяющиеся в паяном соединении и отраженные от его донной поверхности, импульсы ультразвуковых колебаний. Последовательно перемещали излучающий преобразователь вдоль шва паяного соединения с постоянным шагом  рассчитанным по формуле 3. Сканируя объект контроля приемным преобразователем, определяли его положение с максимальной амплитудой импульса. Общее количество перемещений излучающего преобразователя N-32. (16 перемещений излучающего преобразователя для контроля одной половины соединения и 16 перемещений для контроля второй половины соединения; принимающий преобразователь ставили с противоположной стороны соединения и излучающий направляли ему навстречу). При данных условиях контроля амплитуда импульса в контролируемых точках в логарифмических относительных единицах децибелах (дБ) изменялась от 24 до 35 дБ (Таблица 1).
рассчитанным по формуле 3. Сканируя объект контроля приемным преобразователем, определяли его положение с максимальной амплитудой импульса. Общее количество перемещений излучающего преобразователя N-32. (16 перемещений излучающего преобразователя для контроля одной половины соединения и 16 перемещений для контроля второй половины соединения; принимающий преобразователь ставили с противоположной стороны соединения и излучающий направляли ему навстречу). При данных условиях контроля амплитуда импульса в контролируемых точках в логарифмических относительных единицах децибелах (дБ) изменялась от 24 до 35 дБ (Таблица 1).
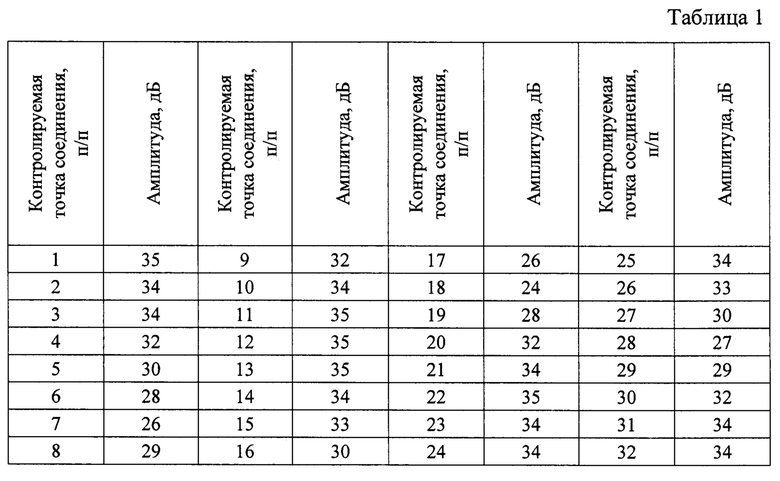
Как видно из таблицы в контролируемых точках соединения 5, 6, 7, 8, 17, 18, 19, 27 и 29 амплитуда импульса уменьшалась в два раза и более (или в логарифмических единицах децибелах: на 6 дБ и более) от максимальной амплитуды (35 дБ). Количество перемещений, в которых амплитуда импульса уменьшалась в два раза и более, n=8. По формуле 4 рассчитали относительную длину непропаяных участков соединения:
Полученное значение не превысило допустимое значение, указанное в техническом задании для данного изделия. Время проведения контроля t предложенным способом составило 21 мин. (5+0,5⋅N) мин, где N - общее количество перемещений излучающего преобразователя.
Таким образом, заявляемый способ позволяет упростить способ и оценить качество тонкостенных (толщиной не более 10 мм) нахлесточных паяных соединений, изготовленных при ремонте с переменной толщиной паяного слоя стандартными серийно выпускаемыми ПЭП без снижения достоверности контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2394235C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| Способ высокоскоростной ультразвуковой дефектоскопии длинномерных объектов | 2021 |
|
RU2756933C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2012 |
|
RU2506585C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| АКУСТООПТИЧЕСКИЙ СПОСОБ КОНТРОЛЯ КАЧЕСТВА ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2067760C1 |
| УЛЬТРАЗВУКОВОЙ РАЗДЕЛЬНО-СОВМЕЩЕННЫЙ ШИРОКОЗАХВАТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2013 |
|
RU2532587C1 |
| Ультразвуковой преобразователь | 1977 |
|
SU693246A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ С ЭКВИДИСТАНТНЫМИ ПОВЕРХНОСТЯМИ | 2020 |
|
RU2725705C1 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
Использование: для обнаружения дефектов в нахлесточных двухсторонних паяных соединениях после изготовления и в процессе эксплуатации. Сущность изобретения заключается в том, что с помощью ультразвукового дефектоскопа генерируют ультразвуковые импульсы, облучают этими импульсами объект контроля излучающим преобразователем, фокусируя ультразвуковое излучение на середину паяного соединения, перемещают излучающий преобразователь вдоль паяного соединения с постоянным шагом, определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз, определяют относительную длину непропаяных участков соединения μ и при ее превышении допустимого значения, которое устанавливается в соответствии с техническими требованиями на изделие, соединение бракуют. Технический результат: обеспечение возможности упрощения и повышения качества контроля тонкостенных (толщиной не более 10 мм) нахлесточных паяных соединений, серийно выпускаемыми ПЭП. 1 з.п. ф-лы, 1 табл., 1 ил.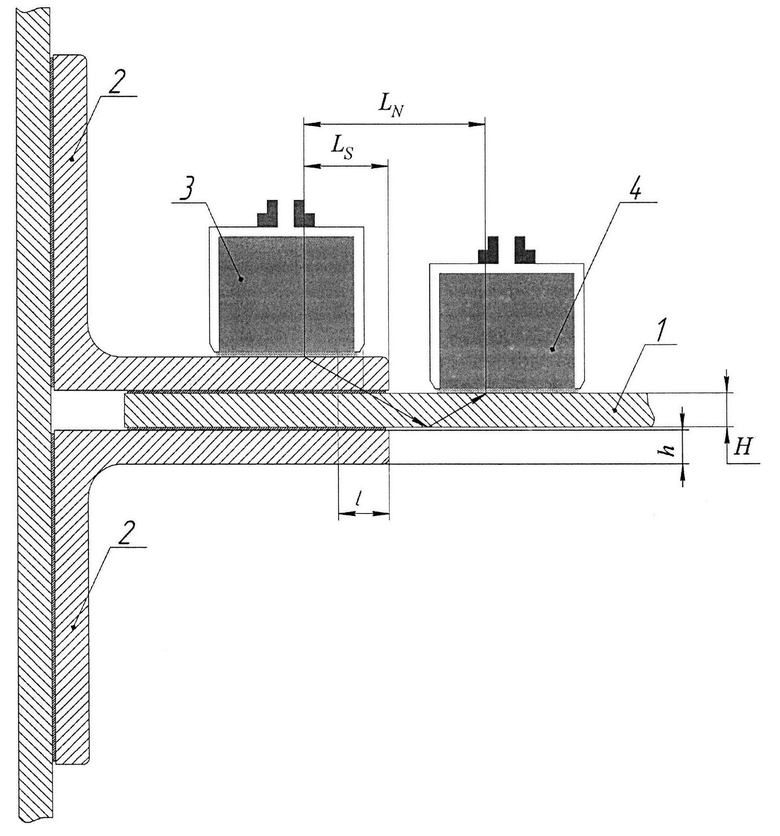
1. Способ ультразвукового контроля качества паяного соединения, заключающийся в том, что с помощью ультразвукового дефектоскопа генерируют ультразвуковые импульсы, облучают этими импульсами объект контроля излучающим преобразователем, приемным преобразователем регистрируют импульсы, прошедшие через объект контроля, анализируют их и по результатам анализа судят о качестве паяного соединения, отличающийся тем, что предварительно ультразвуковое излучение фокусируют на середину паяного соединения, приемный преобразователь устанавливают на объект контроля и ориентируют встречно излучающему преобразователю, перемещают излучающий преобразователь вдоль паяного соединения с постоянным шагом  определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз, определяют относительную длину непропаяных участков соединения μ по формуле
определяют положение приемного преобразователя по максимальной амплитуде импульса, фиксируют максимальное значение амплитуды импульса, регистрируют общее количество перемещений N излучающего преобразователя и количество перемещений n, в которых максимальная амплитуда импульса уменьшается в два и более раз, определяют относительную длину непропаяных участков соединения μ по формуле
и при превышении относительной длины допустимого значения, установленного в соответствии с техническими требованиями на изделие, соединение бракуют.
2. Способ ультразвукового контроля качества паяного соединения по п. 1, отличающийся тем, что шаг перемещения излучающего преобразователя определяют по формуле
 где
где
dПЭП - диаметр пьезопластины излучающего преобразователя.
| Направляющий канал для монет к автоматическим кассам и сортировочным аппаратам | 1931 |
|
SU26126A1 |
| СПОСОБ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2545348C2 |
| Способ ультразвукового контроля изделий | 1991 |
|
SU1789917A1 |
| Устройство для ультразвукового контроля | 1987 |
|
SU1483352A1 |
| US 4287766 A, 08.09.1981 | |||
| DE 4234121 C2, 01.09.1994. | |||

