Изобретение относится к способам удаления с поверхности металлов шлака, ржавчины, заусенцев, микростружки.
Целью изобретения является повышение производительности и качества очист- ,ки. .
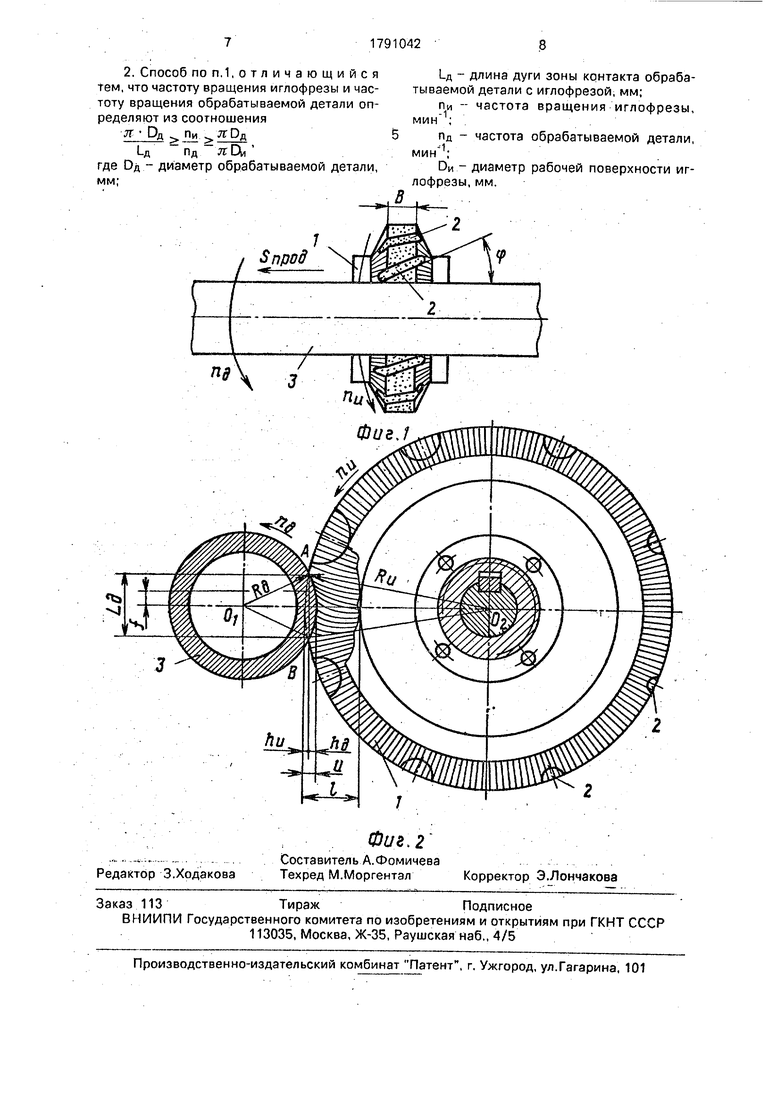
На фиг. изображена схема установки иглофрезы при обработке цилиндрической
детали; на фиг.2 - схема рабочего контакта . иглофрезы с обрабатываемой деталью.
Способ обработки поверхностей металлов, иглофрезой, т.е. способ иглофрезерования, характеризуется тем, что иглофреза 1 (фиг.1) устанавливается так, чтобы разделяющие ее рабочую поверхность пазы 2 полукруглого профиля при входе в контакт иглофрезы с обрабатываемой деталью 3
2. Способ по п.1, отличающийся тем, что частоту вращения иглофрезы и частоту вращения обрабатываемой детали определяют из соотношения
П Рд Пи.уЯРд дПд Л CXl
где Од - диаметр обрабатываемой детали, мм;
Ц - длина дуги зоны контакта обрабатываемой детали с иглофрезой, мм;
пи - частота вращения иглофрезы.
мин
-1
пд - частота обрабатываемой детали,
мин
Ои - диаметр рабочей поверхности иглофрезы, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получистового иглофрезерования | 1990 |
|
SU1755958A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
Изобретение относится к способам удаления с поверхностей металлов шлака, ржавчины, окалины, заусенцев, микростружки. Целью изобретения является повышение эффективности и качества обработки. Способ иглофрезерования заключается в том, что вращающуюся иглоф- резу путем натяга с усилием прижимают к обрабатываемой детали и сообщают им движение относительного продольного перемещения. Иглофреза устанавливается так, чтобы разделяющие ее рабочую поверхность канавки полукруглого профиля при входе в контакт иглофрезы с обрабатываемой деталью располагались относительно направления относительного продольного перемещения иглофрезы и обрабатываемой детали под углом уклона, при этом канавки выполнены с переменным радиусом по периметру проволочного ворса, постепенно уменьшающимся от канавки с наибольшим радиусом до диаметрально противоположной канавки с наименьшим радиусом и затем постепенно увеличивающимся до канавки с наибольшим радиусом/вращение иглофрезы и вращение обрабатываемой детали направлены навстречу друг другу, при этом скорость относительного продольного перемещения иглофрезы и обрабатываемой детали и частота вращения обрабатываемой детали связаны определенным соотношением, благодаря чему обеспечивается рациональное технологическое взаимодействие .иглофрезы и обрабатываемой детали, клиновой вход рабочей поверхности проволочного ворса на обрабатываемую поверхность детали, различное силовое воздействие . ворса на обрабатываемую поверхность, способствующее ее разрыхлению и зачистке, теплоотвод и отвод микростружки и частиц ржавчины и окалины из рабочей зоны, что повышает эффективность и качество обработки. 1 з.п. ф-лы, 2 ил. со С х| ю о 4 Ю
Редактор З.Ходакова
Составитель А.Фомичева Техред М.Моргентал
Фи г. 2
Корректор Э.Лончакова
| Иглофреза | 1989 |
|
SU1743567A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
