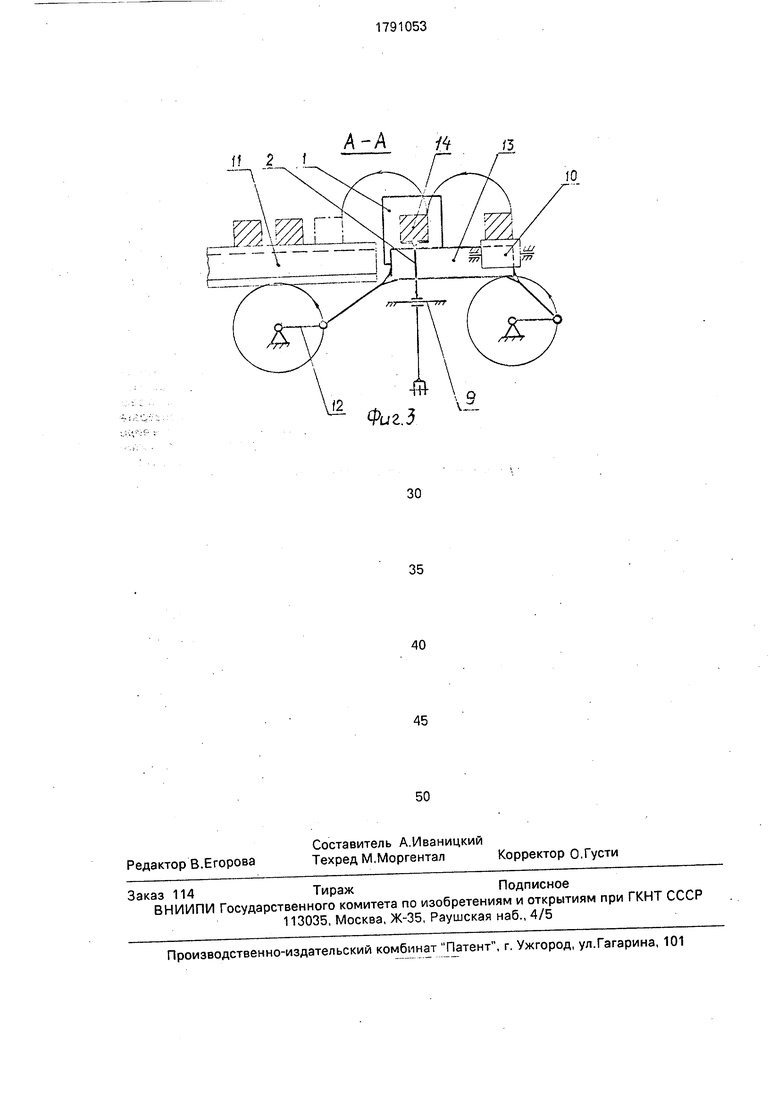
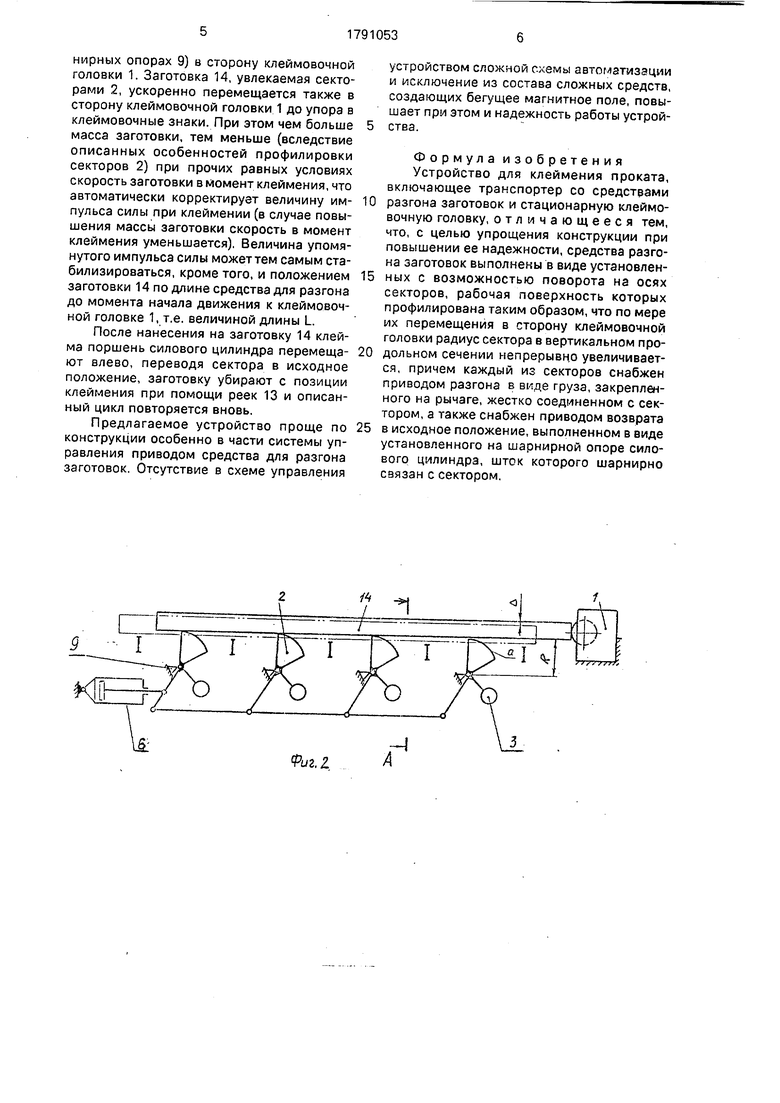
мирных опорах 9) в сторону клеймовочной головки 1. Заготовка 14, увлекаемая секторами 2, ускоренно перемещается также в сторону клеймовочной головки 1 до упора в клеймовочные знаки. При этом чем больше масса заготовки, тем меньше (вследствие описанных особенностей профилировки секторов 2) при прочих равных условиях скорость заготовки в момент клеймения, что автоматически корректирует величину им- пульса силы при клеймении (в случае повышения массы заготовки скорость в момент клеймения уменьшается). Величина упомянутого импульса силы может тем самым стабилизироваться, кроме того, и положением заготовки 14 по длине средства для разгона до момента начала движения к клеймовочной головке 1, т.е. величиной длины L.
После нанесения на заготовку 14 клейма поршень силового цилиндра перемеща- ют влево, переводя сектора в исходное положение, заготовку убирают с позиции клеймения при помощи реек 13 и описанный цикл повторяется вновь.
Предлагаемое устройство проще по конструкции особенно в части системы управления приводом средства для разгона заготовок. Отсутствие в схеме управления
устройством сложной схемы автоматизации и исключение из состава сложных средств, создающих бегущее магнитное поле, повышает при этом и надежность работы устройства.
Формула изобретения Устройство для клеймения проката, включающее транспортер со средствами разгона заготовок и стационарную клеймо- вочную головку, отличающееся тем, что, с целью упрощения конструкции при повышении ее надежности, средства разгона заготовок выполнены в виде установленных с возможностью поворота на осях секторов, рабочая поверхность которых профилирована таким образом, что по мере их перемещения в сторону клеймовочной головки радиус сектора в вертикальном продольном сечении непрерывно увеличивается, причем каждый из секторов снабжен приводом разгона в виде груза, закрепленного на рычаге, жестко соединенном с сектором, а также снабжен приводом возврата в исходное положение, выполненном в виде установленного на шарнирной опоре силового цилиндра, шток которого шарнирно связан с сектором.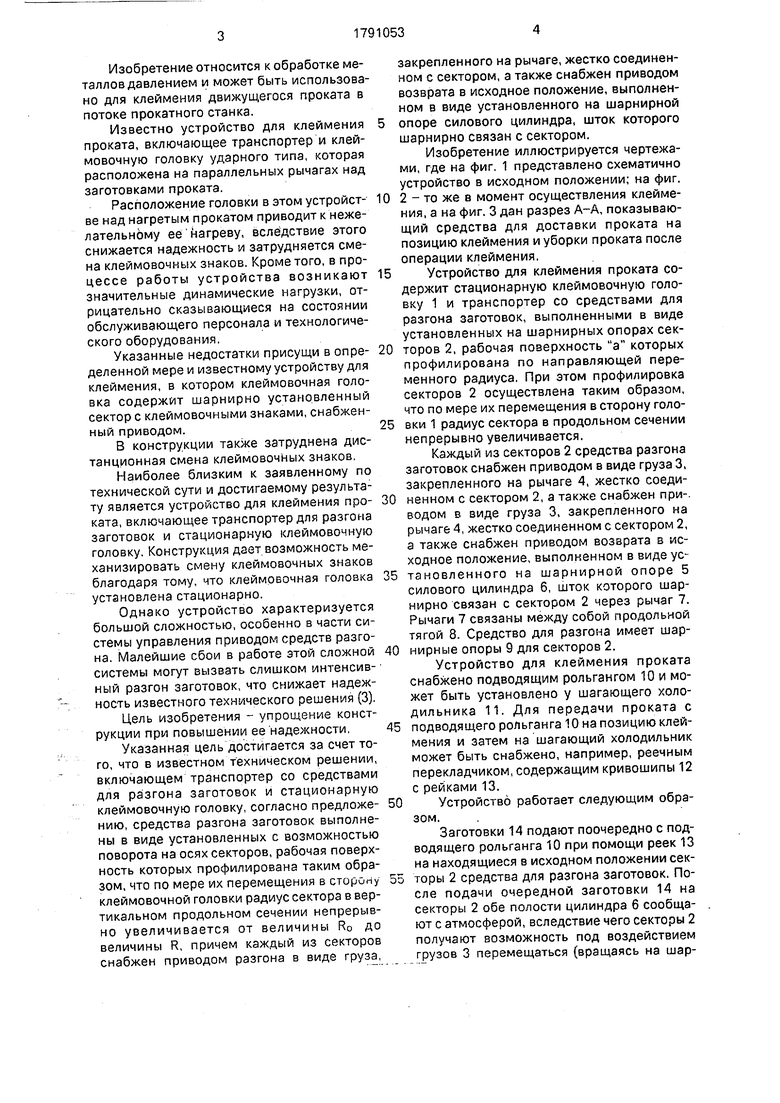
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клеймения трубных заготовок | 1974 |
|
SU562339A1 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| Устройство для клеймения проката | 1984 |
|
SU1156766A1 |
| Устройство для клеймения | 1978 |
|
SU753516A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1993 |
|
RU2086325C1 |
| Автоматическая клеймовочная машина | 1987 |
|
SU1526869A1 |
| Устройство для клеймения | 1991 |
|
SU1771845A1 |
| УСТРОЙСТВО для КЛЕЙМЕНИЯ ИЗДЕЛИЙ | 1973 |
|
SU364373A1 |
| Устройство программного управления сменой клейм в головках клеймовочной машины | 1983 |
|
SU1130423A1 |