ют стержень до температуры, соответствующей данному классу изоляции проводников стержня, осуществляют контроль на отсутствие замыканий проводников стержня непосредственно после его разогрева.
Помещение плетеной части между теп- лоизолирующими план ами, создание бокового и вертикальнЪтб давления, разогрев стержни и контроль на отсутствие замыканий проводников сте,рж:ня непосредственно после еГо разогрева позволяет выявить максимально возможное число замыканий проводников, т.е. с одной стороны создание бокового и вертикального давления обеспечивает плотное сжатие проводников стерж- ня, а с другой повышенная температура позволяет еще ближе свести проводники (в местах переходов) за счет того, что тепло- изолирующие планки, в которые помещена плетеная часть стержня и передающие дав- ления, имеют меньший температурный коэффициент линейного расширения, чем температурный коэффициент линейного расширения меди, из которой выполнены проводники стержня. В случае регистрации замыканий имеется возможность свободно раздвинуть замыкающиеся проводники без повреждения эмалевой изоляции и установить в местах замыканий дополнительную изолирующую прокладку.
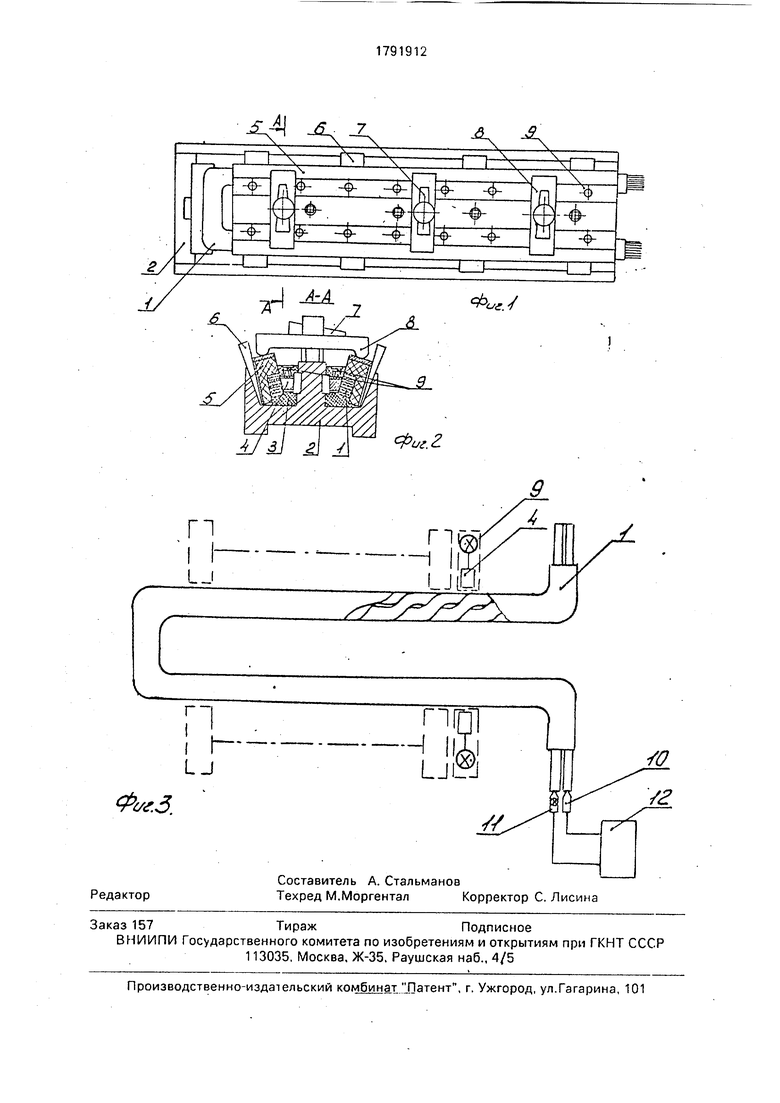
Таким образом, изобретение позволяет расширить область применения способа и снизить себестоимость изготовления стержней, т.к. обеспечивается практически стопроцентный выход годных стержней без дополнительных материальных и трудовых . затрат.,-.,,::-.... -г--,. ,,:..v..r.;./.--:;.-. . На фиг. 1 показано устройство для бсл/- ществления предлагаемого способа; на фиг.2 - сечение А-А на фиг.1; на фйг.З - схема расположения датчиков и световых индикаторов относительно переходов элементарных проводников стержня. ,;.
Способ осуществляется следующим образом. После выгиба переходов элементар- ных проводников, плетения и промазки стержень 1 (фиг. 1,2), помещают в основание 2 устройства для формообразования, на котором закреплены теплоизолирующие опоры 3, в которые вмонтированы датчики 4. Стержень формуется с помощью теплоизр- лирующей Г-образной планки 5: сбоку с помощью клиньев 6. а; сверху - с помощью клина 7, через коромысло 8.
Осуществляют предварительный разо- грев стержня в устройстве для формообразования до температуры, соответствующей данному классу изоляции проводников стержня. Перед запечкой стержень контролируют на отсутствие замыканий между элементарными проводниками, наблюдая за показаниями световых индикаторов 9. Напряжение в каждой паре элементраных проводников подается с помощью щупа 10 (фиг.З) и щупа 11, в котором вмонтирована сигнальная лампочка, сигнализирующая о наличии цепи. Щупы подключены к источнику импульсного напряжения 12.
При подаче импульсного напряжения на очередную пару элементарных проводо- ников, имеющих замыкание, -на световые индикаторы 9 поступают сигналы с датчиков, расположенных, между щупами и местом замыкания. Если при подаче напряжения к очередной паре элементарных проводников световой сигнал будет поступать со всех световых индикаторов, то это свидетельствует о том, что в стержне замыкания нет, а элементарные проводники замыкаются между собой на противоположном со сторЬны подачи напряжения конце стержня. Отсутствие сигналов от световых индикаторов свидетельствует об отсутствии замыканий элементарных проводников:
Экономическая эффективность предлагаемого способа заключается в расширении области применения способа на стержни с шагом плетения менее 20 мм, элементарные проводники которых имеют эмалевую изоляцию и меньший размер сечения (менее 1 мм) и достигается без увеличения себестоимости, а лишь за счет увеличения процента выхода стержней без замыканий элементарных проводников после запечки Стержня. ;.... .. у-:: ;- ,; .; . . - ....
Ь о р м у л а и з о б ррёт е н и я Способ изготовления стержней обмотки статора электрических машин, согласно которому осуществляют выгиб переходов элементарных проводников/плетение стержня, промазывание, формообразование и запечку, выемку стержня из устройства для формообразования, установку датчиков, контроль и отыскание мест замыканий элементарных проводников, о тличающий- с я тем, что, с целью расширенияi техноло-, гических возможностей путем изготовления стержней обмотки с различным шагом и снижения себестоимости изготовления, плетеную часть стержня помещают между теплоизолйрующими планками, создают боковое и вертикальное давление, разогревают стержень до температуры, соответствующей данному классу изоляции проводников стержня, а контроль на отсутствие замыканий проводников осуществляют непосредственно после его разогрева.
-
A
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержней обмоток электрических машин | 1984 |
|
SU1234920A1 |
| Способ ремонта обмотки | 1979 |
|
SU807454A2 |
| Способ контроля качества изоляции стержней обмоток статоров электрических машин | 1977 |
|
SU705388A1 |
| Способ изготовления изолированных стержней статорной обмотки электрических машин | 1991 |
|
SU1802904A3 |
| Способ изготовления стержня обмотки статора | 1990 |
|
SU1787306A3 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506601C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745432C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| Способ изготовления стержня якорной обмотки охлаждаемой жидкостью | 1978 |
|
SU743122A1 |
| Стержень обмотки статора электрической машины | 1976 |
|
SU690591A1 |