Изобретение относится к электроизмерительной технике и может быть использовано в кабельной промышленности для контроля и ремонта эмалевой изоляции проводов.
Известен способ контроля дефектности изоляции проводов, описанный в [1].
В соответствии с этим способом целостность изоляции выражается числом точечных повреждений на проводе определенной длины, зафиксированных с помощью электрического испытательного устройства.
Образец провода длиной (30 ± 1) м протягивают со скоростью (275 ± 25) мм/с между двумя фетровыми пластинами, погруженными в электролитический раствор сернокислого натрия Na2SO4 в воде (концентрация 30 г/л). При этом между жилой провода и раствором, соединенными в электрическую цепь, прикладывают испытательное напряжение постоянного тока (50 ± 3) В при разомкнутой цепи. Усилие, прикладываемое к проводу, должно быть не более 0,03 Н. Точечные повреждения фиксируют соответствующим реле со счетчиком. Счетчик должен срабатывать при сопротивлении изоляции провода менее 10 кОм в течение не менее 0,04 с. Счетчик не должен срабатывать при сопротивлении 15 кОм и более. Цепь для определения повреждений должна работать со скоростью срабатывания (5 ± 1) мс, обеспечивая регистрацию с частотой (500 ± 25) повреждений в минуту при протягивании провода без изоляции. Контроль по указанному способу осуществляют на отрезках провода длиной 30 м, отрезанных от конца провода катушек, выбранных выборочно из партии однотипных катушек. Проводят одно испытание. Фиксируют число точечных повреждений на длине провода 30 м. Если количество точечных повреждений превышает некоторую допустимую для данного типа провода величину, то партию катушек, из которых выбраны испытательные отрезки проводов, отбраковывают.
Недостаток указанного способа заключается в том, что его применяют выборочно, для отрезка проводов, отрезанных от произвольно выбранных из партии катушек провода. Это приводит к тому, что основная часть провода в каждой контролируемой катушке остается непроконтролированной, не проконтролированными оказываются и остальные катушки партии, которые не попали под выборочный контроль, что снижает достоверность контроля. Кроме того, для реализации способа необходимо, чтобы контролируемый отрезок провода протягивался под датчиком точечных повреждений с постоянной относительно низкой (275 ± 25) мм/с скоростью провода. Это снижает точность и производительность контроля. Выбранный датчик точечных повреждений обладает низкой чувствительностью, поэтому указанный способ применяют только для проводов жилой номинальным диаметром до 0,050 мм включительно, имеющих тонкую толщину эмальизоляции. Между тем, как показывает практика, дефекты имеются и на проводах с большим диаметром провода, где указанный способ не применим. Это ограничивает сферу применения способа. Кроме того, способ является весьма затратным, так как уходят в отходы не только 30 метровые отрезки провода, но и все отбракованные катушки партии, которые не вписываются в диапазон допустимых значений количества точечных повреждений в эмальизоляции проводов.
Известен способ контроля дефектности изоляции проводов, по которому провод протягивают через датчик-электрод, на который относительно жилы провода подается высокое напряжение [2]. В момент прохождения дефекта в эмалевой изоляции через датчик-электрод зажигается коронный разряд и с него путем интегрирования импульсов разряда с постоянной времени интегрирования формируется импульс дефекта, который регистрируется в счетчике. Качество изоляции оценивают по количеству зарегистрированных импульсов в счетчике, считая, что их количество равно количеству дефектных участков изоляции провода.
Недостатком этого способа является низкая точность контроля дефектности, обусловленная особенностями коронного разряда в датчике-электроде. Эти особенности заключаются в том, что ток коронного разряда имеет импульсную форму, и под влиянием различных факторов (поперечные колебания провода, изменение окружающей среды, наличие загрязнения на проводе и т.п.) в моменты подхода дефекта к датчику-электроду и выхода из него разряд может погасать на некоторое время.
В упомянутом способе, для нормирования импульса дефекта интегрируются импульсы коронного разряда с постоянной времени интегрирования. Это приводит к тому, что на низких скоростях движения провода при подходе дефекта к датчику-электроду и выходе из него времена погасания коронного разряда могут превысить время интегрирования, в результате чего один дефект может быть зарегистрирован как два, три и более дефектов.
На высоких скоростях провода за время интегрирования через датчик-электрод пройдет значительный отрезок провода. Если на данном отрезке провода имеются дефекты, то они не будут зарегистрированы. Кроме того, если на проводе имеется N дефектов и время на прохождения участков провода между соседними дефектами меньше времени интегрирования, то эти N дефектов будут зарегистрированы как один дефект.
Известен способ контроля дефектности изоляции провода, согласно которому протягивают контролируемый провод через датчик-электрод, подают на него высокое напряжение до возникновения коронного разряда, измеряют частоту импульсов тока коронного разряда [3].
Однако в известном техническом решении имеют место недостатки: не учтено влияние зоны нестабильности коронного разряда, что приводит к тому, что с двух одинаковых дефектов на поверхности контролируемого провода будет зарегистрировано различное число импульсов коронного разряда, а также то, что при изменении скорости движения провода число импульсов коронного разряда с двух идентичных дефектов в эмальизоляции изменяется еще в более широком диапазоне.
Эти причины не позволяют произвести количественную оценку наличия микротрещин (дефектов) на проводе, а дают лишь некоторую ориентировочную качественную оценку состояния провода, что значительно снижает точность и достоверность контроля известно. Кроме того, все приведенные выше аналоги направлены только на повышение точности контроля дефектов в эмальизоляции проводов, но не в одном из них не предусмотрена возможность устранения выявленных дефектов. Это приводит к тому, что провода, имеющие высокую дефектность уходят на переработку, или, что еще хуже, используются в электротехнической промышленности, например, для изготовления обмоток электродвигателей, которые из-за низкого качества эмалевой изоляции могут в любой момент привести к отказу электродвигателей и к возможным авариям. Выбраковка дефектных проводов или их использование в изделиях приводят к значительным экономическим потерям, так как при этом уходят в отходы дорогостоящие материалы (эмаль, провод, и др.), происходят затраты на переработку указанных проводов.
Наиболее близким к заявляемому способу является способ контроля и ремонта изоляции обмоточных проводов [4].
Способ-прототип, заключается в протягивании контролируемого провода через датчик- электрод, в подаче на него высокого напряжения относительно жилы провода, в зажигании коронного разряда при прохождении через датчик-электрод дефектных участков изоляции провода, и в формировании импульсов дефектов с коронного разряда, при этом, для ремонта дефектных участков изоляции провода устанавливают на строго фиксированном расстоянии D от коронирующего датчика-электрода узел нанесения эмали, и при наличии дефекта формируют импульс протяженности дефекта, длительность которого Тi равняется времени прохождения дефекта в зоне действия коронирующего датчика-электрода, передний фронт упомянутого импульса формируется в момент времени t1 по первому импульсу коронного разряда с дефекта, а задний фронт импульса формируется с задержкой после последнего импульса коронного разряда с дефекта на время tз 


Недостаток способа-прототипа заключается в том, что отсутствует система автоматического управления процессом и его осуществляют при неизменных режимах: скорости движения провода на разных этапах ремонта, температуры и времени сушки и запечке. Это приводит к снижению качества ремонта. В частности, в момент нанесения эмалевой пленки на движущийся провод струя эмали не всегда попадает на дефектный участок, что связано с изменением параметров самой струи, например ее вязкости, которая может изменяться в зависимости от температуры, а также с погрешностями времени подачи управляющих команд на дозатор и систему управления струей эмали. Это может приводить к неполному скрытию дефектного участка эмалевой пленкой. Кроме того, время сушки и запечки эмалевой пленки на дефектном участке изоляции провода является относительно длительным процессом, и если этот процесс осуществлять при движении провода, то пленка может оказаться недосушенной и разрушится при смотке провода. Чтобы этого не происходило зону сушки нужно выполнять весьма протяженной, чтобы за время прохождения дефектного участка с нанесенной на него пленкой эмали она успела высохнуть. Это существенно усложняет систему контроля и ремонта.
Техническая задача, поставленная в рамках данного изобретения, заключается в создании возможности автоматического управления процессом, за счет чего упростить систему ремонта обеспечивать более эффективное устранение дефектных участков в эмалевой изоляции обмоточных проводов.
Решение поставленной технической задачи достигается тем, что в способе контроля и ремонта изоляции обмоточных проводов, заключающимся в обнаружении дефекта изоляции движущегося провода средствами контроля, в измерении его протяженности, в нанесении на выявленный дефект эмалировочного лака в течение времени прохождения дефектного участка под узлом нанесения эмали, в сушке и запечке эмалевой пленки, управление скоростью движения провода, управление скоростью движения провода, технологическими параметрами процесса нанесения эмали на дефектный участок, временем пребывания дефектного участка с нанесенной на него эмалью в зоне сушки, и в зоне запечки осуществляют с использованием системы нечеткого регулирования, для чего в схему системы ремонта изоляции вводят несколько соединенных между собой через мультиплексор нечетких микроконтроллеров, каждый из которых содержит блок базы знаний и правил, блок фаззификации, логический блок и блок дефаззификации, при этом осуществляется контроль скорости движения провода, контроль количества дефектов и их протяженность, и расстояние от датчика дефектов до задней границы дефекта, и информация о параметрах движения провода, выявленных контролем дефектах и их протяженностях, поступает в каждый из микроконтроллеров, где она фаззифицируется, обрабатывается в логическом устройстве на основе базы знаний и правил, заложенных в каждый микроконтроллер, после чего полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов перемотки провода, на дозатор эмали, на узел сушки и узел запечки, которые отрабатывают полученные команды и периодически изменяют скорость перемещения провода в зависимости от местонахождения дефектного участка, уменьшая ее при прохождения упомянутого участка под дозатором, и останавливают провод при захождении дефектного участка с нанесенной на него эмалевой пленкой в зону ее сушки и запечки, причем интервал времени сушки и времени запечки регулируют в соответствии с правилами, записанными в нечеткие микроконтроллеры.
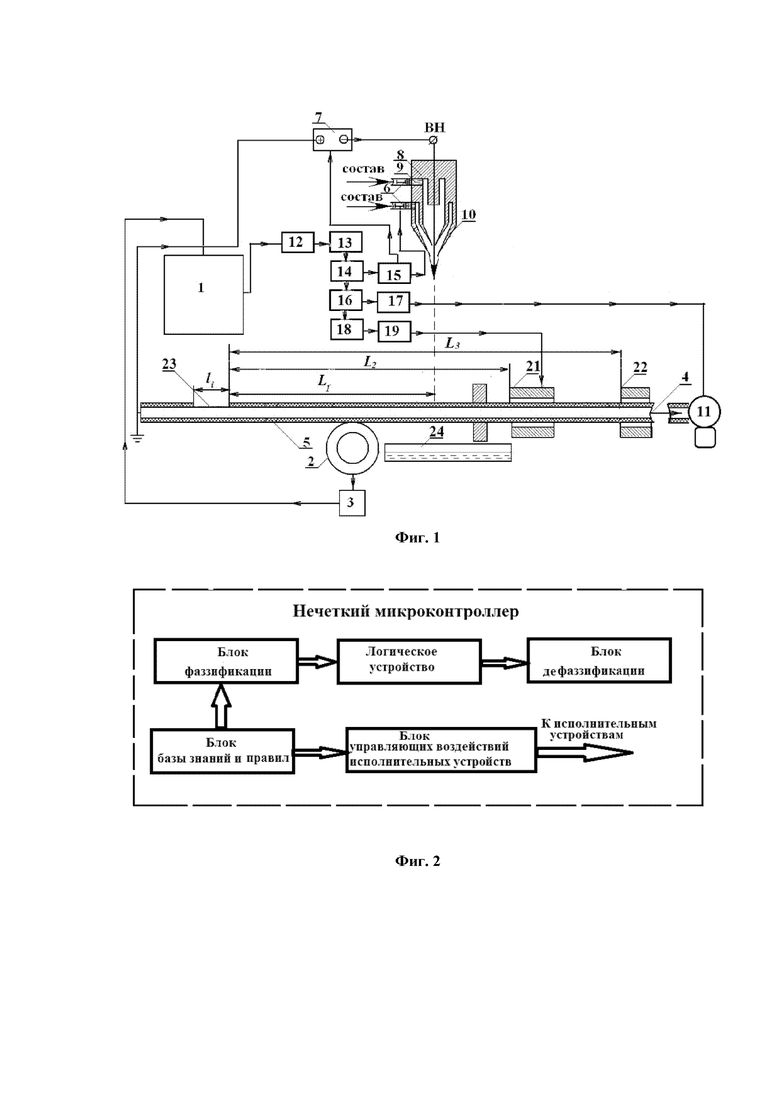
На фиг.1 изображена блок-схема устройства, реализующего заявляемый способ.
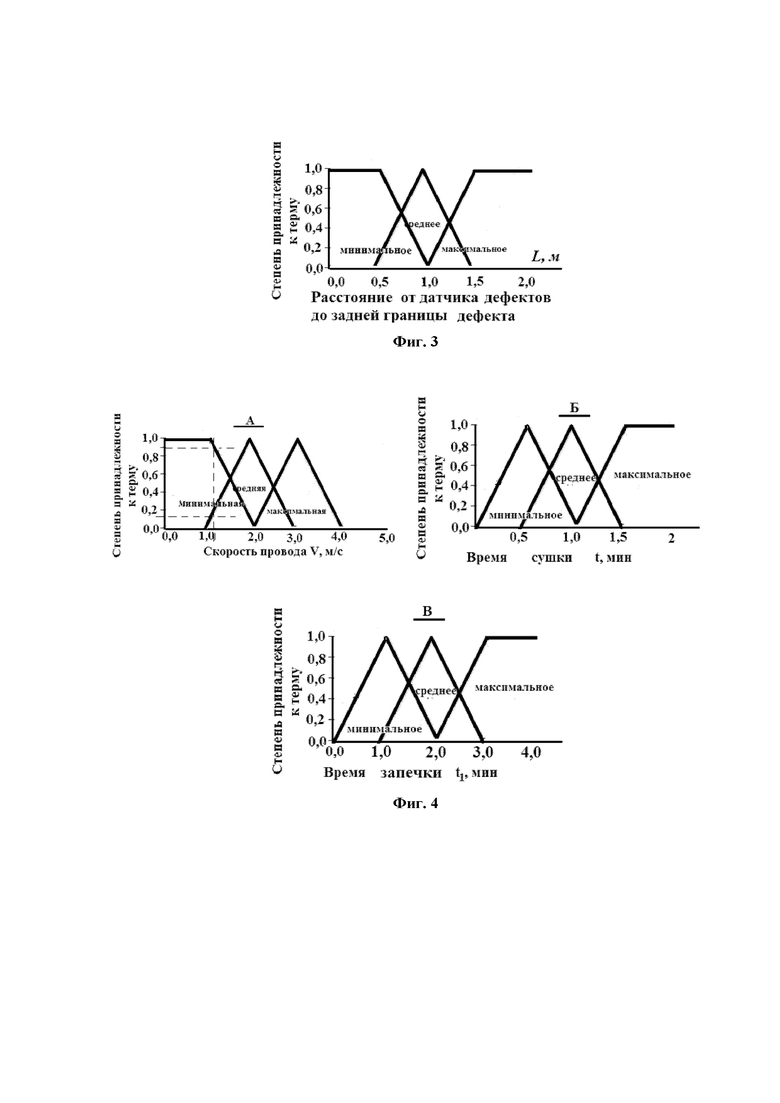
На фиг. 2 приведена структурная схема нечеткого микроконтроллера.
На фиг. 3 приведены функции принадлежности входной лингвистической величины: расстояние от датчика дефекта до задней границы дефекта.
На фиг. 4 приведены функции принадлежности выходных лингвистических переменных: А) скорости провода V; Б) времени сушки t; В) времени запечки t1.
На фиг.1 введены следующие обозначения:
1-измеритель дефектов; 2- датчик скорости; 3- формирователь импульсов скорости;
4- жила провода; 5- эмалевая изоляция провода; 6- электромагнитный затвор; 7- высоковольтный источник; 8- узел нанесения эмали (сопло), выполненный в виде высоковольтного электрода; 9-эмалировочный состав; 10- иглы сопла; 11-привод смотчика провода; 12- базовый нечеткий микроконтроллер; 13-мультиплексор; 14- нечеткий локальный микроконтроллер; 15- блок команд сопла; 16- нечеткий локальный микроконтроллер; 17- командный блок привода смотчика; 18- нечеткий локальный микроконтроллер; 19-командный блок узла сушки; 20- калибр; 21- узел сушки; 22- узел запечки; 23-дефект протяженностью li; 24- резервуар для сбора эмали;
Сущность способа и устройства заключается в следующем.
При контроле провода, который движется под датчиком дефектов, расположенном в измерителе дефектов 1. При наличии дефектного участка эмалевой изоляции измеритель 1 формирует импульс напряжения, длительность которого равняется времени прохождения дефектного участка эмалевой изоляции под датчиком. Это время зависит от протяженности дефекта и от скорости V движения провода под датчиком дефектов. Особенности формирования импульса в измерителе дефектов подробно изложены в прототипе, а также в статье [5].
Устранение дефектов в изоляции провода происходит следующим образом.
В исходном состоянии узел нанесения эмали 8 отключен, так как высоковольтный источник 7 напряжения (см. фиг. 1) выключен и на высоковольтный электрод узла нанесения эмали (сопло) 8, потенциал относительно заземленной жилы провода 4 не подается. Электромагнитный затвор 6 закрыт. Эмалировочный состав 9 в узле нанесения эмали 8 отсутствует. Узлы сушки 21 запечки 22- до начала процесса отключены. В момент начала процесса контроля и ремонта эти узлы включаются и в них устанавливается стабильная температура, соответствующая процессу сушки и запечки используемого в процессе эмалировочного лака.
При прохождении дефектного участка 23 эмалевой изоляции 5 через датчик - дефектов, расположенный в измерителе дефектов 1, на выходе измерителя формируется импульс длительностью Тi. Длительность импульса Тi определяется протяженностью дефекта. Этот импульс поступает на информационный вход линии задержки, также находящейся в измерителе дефектов 1.
Исходное расстояние L1 между датчиком дефектов и осью дозирующего устройства заранее измерено и известно. Однако, в силу того, что на время срабатывания узла нанесения эмали требуется некоторое время коррекции tк, которое складывается из времени включения высоковольтного источника 7 напряжения, времени срабатывания электромагнитного затвора 6 времени заполнения узла нанесения эмали эмалью 9, времени формирования электростатически заряженной струи эмали и времени падения этой струи из узла нанесения эмали на дефектный участок изоляции провода. Это время определяется для каждого конкретного случая (конструкции узла нанесения, типа высоковольтного источника, типа электромагнитного затвора и др.) может изменяться в зависимости от ряда факторов, в частности от температуры эмалировочного лака, его вязкости, и элементов конструкции узла нанесения эмали. Обычно пока в эмалевой изоляции отсутствуют дефекты провод, для повышения производительности процесса, перемещают с максимальной скоростью, предусмотренной процессом ремонта. При этом следует иметь в виду тот факт, что чем выше скорость движения провода, тем больше вероятность того, что сформированная струя электростатически заряженной струи не попадет в зону движущегося дефектного участка эмалевой изоляции, и он останется «не залеченным». Чтобы этого не происходило необходимо, чтобы при подходе к оси узла нанесения эмали скорость провода была бы снижена до минимальной величины. Поэтому для правильной организации автоматического управления необходимо постоянно знать, какое расстояние от дефектного участка до оси узла нанесения эмали осталось, и при некотором фиксированном достаточно малом расстоянии оговоренном в технической документации снизить скорость провода. Для этой цели фиксируется момент времени регистрации дефекта, который передается в нечеткий микроконтроллер.
Стремительный скачок в развитии нечетких систем управления оказался не случайным. Простота разработки алгоритмов и дешевизна контроллеров нечеткой логики (Fuzzy Logic Controller, FLC), широкий диапазон применения - от бытовых приборов до управления сложными промышленными процессами - и высокая эффективность нечеткого подхода заставляют проектировщиков все чаще прибегать к этой технологии. При этом происходит подключение человеческой интуиции и опыта оператора.
Нечеткая логика оперирует не числовыми переменными, а лингвистическими. Значениями лингвистической переменной (лингвистических аргументов) являются не числа, а слова естественного языка, называемые термами. Количество термов лингвистической переменной должно быть минимально необходимым для представления физической величины с достаточной степенью точности.
Для многих задач оправдано использование минимального количества термов - трех: два экстремальных значения (минимальное и максимальное) и среднее. Максимальное количество термов не ограничено и зависит от приложения и требуемой точности описания системы. В подавляющем большинстве случаев достаточно от трех до семи термов на каждую лингвистическую переменную.
Ключевыми понятиями нечеткой логики являются фаззификация и дефаззификация. Фаззификация - процесс преобразования точных значений входных параметров в лингвистические переменные при помощи некоторых определенных функций принадлежности. Дефаззификация - процесс, обратный фаззификации. Все системы с нечеткой логикой функционируют по показаниям измерительных приборов:
фаззифицируются (переводятся в нечеткий формат);
обрабатываются по специально разработанным нечетким правилам.
Любой нечеткий микроконтроллер (фиг. 2) включает в себя блок базы знаний и правил, блок дефаззификации и блок дефаззификации.
Главной целью системы управления процессом ремонта дефектных участков изоляции провода является качественное устранение дефектов в изоляции провода. Для этой цели необходимо обеспечить два основных условия:
чтобы пленка эмалевой изоляции скрыла весь дефектный участок;
чтобы нанесенная на дефектный участок эмалевая пленка высохла и запеклась.
Эти два условия в полной мере обеспечивает применение системы нечеткого управления процессом ремонта.
В качестве входной лингвистических переменных (фиг. 3) в заявляемом способе взята одна величина - расстояние L от датчика дефектов до задней границы дефекта. Под задней границей дефекта понимается задний фронт дефекта по ходу движения провода.
В качестве выходных лингвистических переменных (фиг. 4) для управления процессом в заявляемом способе взяты три величины: скорость провода V (фиг. 4А); время сушки t (фиг. 4Б); и время запечки эмали t1 (фиг. 4В).
Правила выполнения фаззификации сводятся к следующим шагам. Сначала для каждого терма каждой лингвистической переменной находится числовое значение (или диапазон значений), наилучшим образом характеризующих данный терм. Этим значениям соответствует степень принадлежности, равная 1. После этого определяются значения параметров с принадлежностью «0» к данному терму. Эти значения могут быть выбраны как значение с принадлежностью «1» к соседнему терму, определенному ранее.
Например, значению скорости провода 1,1м/с, можно задать степень принадлежности к терму «минимальная», равную 0,9, а к терму «средняя» - 0,1 (фиг 4А ).
Для промежуточных значений терм выбираются П-функции принадлежности (трапецеидальные) или Л-функции (треугольные) из числа стандартных, а для экстремальных значений - Z-функции.
Следуя этим правилам, для таких лингвистических переменных как «скорость» (фиг. 4А) или «время сушки» (фиг. 4Б), характеризующих, соответственно, фактические значения скорости провода V и времени нахождения дефектного участка, с нанесенной на него эмалевой пленкой, в узле сушки t и запечки t1, определим термы «минимальная», «средняя», «максимальная» в соответствии с функциями принадлежности (фиг. 4А, 4Б, 4В). В рассматриваемом примере выбраны Л-функции и Z для всех входных и выходных переменных.
На втором этапе определяются продукционные правила, совокупность которых описывает стратегию управления, применяемую в данной задаче. Большинство нечетких систем используют продукционные правила для описания зависимостей между лингвистическими переменными. Типичное продукционное правило состоит из антецедента {«ЕСЛИ...») и консеквента («ТО...»). Антецедент может содержать более одной посылки. В этом случае они объединяются посредством логических связок «И» или «ИЛИ». Например, в рассматриваемой задаче:
«ЕСЛИ “расстояние до узла нанесения эмали ” = “минимальное”,
ТО “скорость” = “минимальная”».
Выходы нечетких узлов можно объединять с помощью нечеткого мультиплексора-компонента, который подключает одну из нескольких входных линий к выходной линии по внешней команде (фиг. 1). Благодаря этому достигается более гладкий переход между множеством получающихся после обработки базы правил рекомендаций.
Таким образом, результатом выполнения всех шагов нечеткого вывода является определение нечеткой выходной, или управляющей переменной. Чтобы исполнительное устройство смогло отработать полученную команду, необходим третий, последний этап - этап избавления от нечеткости, который называется дефаззификацией.
На этом этапе осуществляется переход от нечетких значений величин к определенным физическим параметрам, которые могут служить командами исполнительному устройству. В простых случаях результатом нечеткого логического вывода является один из термов выходной переменной, с которым связывается определенная команда исполнительного устройства.
Например, терму «минимальная» выходной лингвистической переменной «скорость» зададим команду «снизить скорость провода до 1 м/сек.»; терму «средняя» - «снизить скорость до 2 м/сек»; терму «максимальная» - «повысить скорость до 3 м/сек».
В более сложных случаях результатом логического вывода может быть несколько термов выходной переменной. Тогда, найдя предварительно функцию принадлежности выходной величины, необходимо определить степень ее принадлежности к соответствующим термам, после чего можно найти окончательное значение выходного параметра. Для устранения нечеткости окончательного результата существует несколько методов, которые приводятся в специальной литературе. В рамках настоящей заявки можно упомянуть только, что самый простой из них - метод наибольшего значения, который заключается в том, что правило дефаззификации выбирает максимальное из полученных значений выходной переменной. А наиболее часто используется метод центра тяжести (метод центроида), когда окончательное значение определяется как проекция центра тяжести фигуры, ограниченной функциями принадлежности выходной переменной с допустимыми значениями.
Микроконтроллер, реализующий нечеткую логику, состоит из следующих частей (фиг.2): блока фаззификации, блока базы данных, логического устройства, и блока дефаззификации.
Блок фаззификации преобразует четкие величины, измеренные на выходе объекта управления, в нечеткие величины, описываемые лингвистическими переменными в базе данных. Логическое устройство использует нечеткие условные правила, заложенные в базе данных, для преобразования нечетких входных данных в требуемые управляющие воздействия, которые носят также нечеткий характер. Блок дефаззификации преобразует нечеткие данные с выхода логического устройства в четкую величину, которая используется для управления режимами работы исполнительных устройств узла нанесения эмали 8 и узла сушки и запечки 21 нанесенной на дефект пленки.
Пример конкретного выполнения. Осуществлялся контроль и ремонт изоляции провода по заявляемому способу.
На изоляцию 120 метрового провода, марки ПЭТВ диаметром 0,8 мм были нанесены распределенные по длине провода произвольным образом 10 дефектов различной протяженности. Дефекты представляли собой круговой срез изоляции до жилы провода, протяженность дефектов варьировалась от 1 мм до 18 мм. Измеренное расстояние L1 между датчиком дефектов и осью узла нанесения эмали было равно 1,5 м. Измеренное расстояние L2 между датчиком дефектов и узлом сушки было равно 2 м. Измеренное расстояние между датчиком дефектов и узлом запечки было равно 2,5 м. Для нанесения на дефектный участок пленки использовалась эмалировочная эмаль марки ПЭ-939.
В процессе контроля и ремонта измерителем дефектов 1 производился непрерывный контроль скорости провода, количества дефектов на изоляции провода и их протяженности. Вся информация о ходе процесса контроля и ремонта поступала в базовый нечеткий микроконтроллер 12. Для того, чтобы процесс выработки управляющих воздействий на исполнительные устройства происходил за более сжатое время, информация из базового нечеткого микроконтроллера 12 через мультиплексор 13 передавалась на вход соответствующего локального нечеткого микроконтроллера, в частности, в локальный микропроцессор 16, в котором были записаны базы знаний и правила для управления скоростью провода, в локальный микропроцессор 15 управления элементами узла 8 нанесения эмали на дефектные места изоляции, а также в локальный нечеткий микроконтроллер 18, ответственный за выработку управляющих команд узла 21 сушки и запечки эмали.
В блоки базы знаний и правил микроконтроллеров были внесена необходимая информация и правила, необходимые для управления процессом контроля и ремонта.
Некоторые правила для наглядности приведены ниже.
Оптимальные режимы термообработки нанесенной на дефект эмалированной пленки: температура первого этапа сушки Т1=110°C; температура второго этапа сушки (запечки) Т2=400°C.
Измеренные константы: L1- расстояние от датчика дефектов до оси узла нанесения эмали, м; L2- расстояние от датчика дефектов до оси узла сушки и запечки эмали.
Входные переменные: li- протяженность дефекта, мм; L -текущее расстояние от датчика дефектов;
Выходные переменные: V - скорость провода, м/с; t-температура сушки, °C; t1 -время запечки, мин.
Правила
1. «Если» дефекта нет (li=0) , то скорость провода V = максимальна;
2. Если дефект обнаружен (li>0), и расстояние от датчика дефектов до его задней границы L ≤ L1 то скорость провода V= средняя;
3. Если дефект обнаружен (li>0), и расстояние до узла нанесения эмали
(L1- L) ≤ ∆l то скорость провода V = минимальна;
4. Если дефект обнаружен (li>0), и расстояние до узла нанесения эмали
(L1- L) ≤ ∆l, то включит узел нанесения эмали;
5. Если от датчика дефектов до задней границы дефекта L≥L1+ li то скорость провода V = средняя;
6. Если от датчика дефектов до задней границы дефекта L≥ L1+ li то отключить узел нанесения эмали;
7. Если расстояние от датчика дефектов до задней границы дефекта L= L2 + li то скорость провода V=0;
8. Если расстояние от датчика дефектов до задней границы дефекта L= L2 + li и скорость провода V=0, то время сушки среднее;
9. Если расстояние от датчика дефектов до задней границы дефекта L= L2 + li и время сушки t≥1 мин, то скорость средняя;
10. Если расстояние от датчика дефектов до задней границы дефекта L= L3 + li то скорость провода V=0;
11. Если расстояние от датчика дефектов до задней границы дефекта L= L3 + li и скорость провода V=0, то время запечки максимальное;
12. Если расстояние от датчика дефектов до задней границы дефекта L= L3 + li и время запечки t1≥3 мин, то скорость максимальная;
13. 
Количество таких правил n, внесенных в блок базы знаний и правил, может достигать несколько сотен, в зависимости от количества лингвистических переменных, количества термов и детальности проработки процесса.
При определенной величине оставшегося расстояния Δl до узла эмали, нечеткий микроконтроллер контроллер 16 вырабатывал команду, которая подавалась на привод смотчика 11, который уменьшал скорость перемещения провода до минимальной величины равной 1 м/с, оговоренной в технологической документации. Величина Δl=V×tkor , где V скорость во время приближения дефекта к узлу нанесения эмали, tkor - время корректировки, необходимое для срабатывания элементов включения высоковольтного источника и срабатывания электромагнитного затвора, для поступления эмалевого лака в сопло и падение времени падения струи от сопла до дефекта. Это время tkor определяется экспериментально в процессе отработки технологического процесса ремонта изоляции провода. Одновременно с этим с выхода локального нечеткого микроконтроллера 15 вырабатывались и передавались команды на исполнительные элементы узла нанесения 8 эмали: на высоковольтный источник 7 и на электромагнитный затвор 6. После выполнения этих команд эмалировочный лак 9 начинал поступать и проходить через сопло 8. При соприкосновении с илами 10, у поверхности которых усилена напряженность электрического поля, частицы эмали приобретали электростатический заряд и поступали на оголенный провод в дефектном участке изоляции, покрывая его пленкой эмалевого лака.
После того, как эмалевая пленка полностью закрыла дефектный участок, излишки лака снимались калибром 20 и стекали в резервуар 24. После прохождения дефектным участком изоляции 23 узла нанесения эмали 8 микроконтроллер 16 вырабатывал по заложенным в него правилам команду об окончании процесса нанесения эмалевой пленки на дефектный участок. Эта команда поступала на вход локального нечеткого микроконтроллера 18, и он вырабатывал команды, необходимые для управления параметрами узла сушки. Термообработка нанесенной пленки выполнялась в два этапа. На первом этапе температура в узле сушки должна быть такой, чтобы обеспечить плавное испарение из нанесенной пленки эмали растворителей. Для этого температура должна быть несколько ниже температуры кипения растворителя. Это условие необходимо выполнять для того, чтобы исключить появление пузырьков и трещин в нанесенной пленке, которые могут возникнуть при вскипании растворителя. Время необходимое для удаления жидкой фракции (растворителей) из пленки устанавливается экспериментально в процессе отработки технологии. Для эмали марки ПЭ-939, которая использовалась для ремонта дефектных участков изоляции провода, в качестве растворителя использовался сольвент каменноугольный, имеющий температуру кипения 125°C. Поэтому первоначальная температура сушки должна быть ниже 125°C. Причем, чем ближе температура к минимальной температуре растворителя, тем быстрее происходит процесс его испарения из пленки эмали. В рассматриваемом случае оптимальная температура T1 должна лежать в диапазоне от 110°C до 120°C. При температуре, лежащей в указанном диапазоне полное испарение растворителя из пленки происходит за время t1=(0,5÷2,0) мин. В рассматриваемом примере температура в узле сушки устанавливалась равной 110°C и поддерживалась стабильной на всем протяжении процесса ремонта. Команду об установлении требуемой первоначальной температуры и времени в узле сушки и запечки формирует и выдает микроконтроллер 18 после поступления на его вход информации о том, что процесс нанесения эмали на дефектный участок завершен. По этой же команде в микроконтроллере 16 начинается отсчет расстояния, которое осталось пройти дефектному участку с нанесенной на него пленкой эмали до узла сушки 21. После захода упомянутого участка в узел сушки 21 нечеткий контроллер 16 вырабатывает команду на привод смотчика 11, по которой привод останавливается, и движение провода прекращается. После выдержки дефектного участка с нанесенной на него эмалью при первоначальной температуре требуемого времени равного t, нечеткий микроконтроллер 18 вырабатывает команду на перемещение провода в узел запечки 22. В узле запечки заранее устанавливается температура оптимальная для запечки эмалевой пленки. В рассматриваемом случае для лака ПЭ-939 это была температура, равная 400°C. При этой температуре выдерживают дефектный участок в узле сушки в течение определенного времени t1 лежащего в диапазоне (2
На этом этапе ремонт дефектного участка прекращается. Провод начинает двигаться с максимальной скоростью а измеритель дефектности 1 начинает вновь контролировать состояние провода. При обнаружении следующего дефектного участка в изоляции провода весь рассмотренный выше цикл повторяется.
Контроль изоляции провода после завершения ремонта показал, что все 10 дефектов были устранены
Второй провод, подготовленный аналогичным образом подвергали контролю и ремонту по способу-прототипу. Проведенный контроль после ремонта провода показал, что на проводе остались не скрытыми 2 дефекта.
Таким образом, заявляемый способ контроля и ремонта изоляции проводов позволил создать упрощенную систему автоматизированного контроля и ремонта изоляции провода, по сравнению со способом - прототипом, значительно повысить качество ремонта.
Используемые источники
1. ГОСТ Р МЭК 60851-5-2008. Провода обмоточные. Методы испытаний. Часть 5. Электрические свойства.
2. Смирнов Г.В. Прибор контроля качества эмалевой изоляции обмоточных проводов. Ж.Надежность и контроль качества, 1987, №10, с. 51.
3. Авторское свидетельство СССР № 364885, кл. G01N 27/00, 1971.
4. Патент РФ № 2506601. // Способ контроля и ремонта изоляции проводов // Г.В. Смирнов, Д.Г. Смирнов. Опубликовано 10.02.2014 Бюл. № 4. (Прототип).
5. Смирнов Г.В., Смирнов Д.Г Неразрушающий контроль дефектности изоляции обмоточных проводов // Дефектоскопия. - 2016. - №8, с. 63-74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2016 |
|
RU2642499C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2020 |
|
RU2745446C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506602C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506601C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2743979C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2020 |
|
RU2751325C1 |
| Устройство для контроля и ремонта изоляции проводов | 1985 |
|
SU1270731A1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2657087C1 |
| СПОСОБ КОНТРОЛЯ ОТВЕРЖДЕНИЯ ЭМАЛЕВОЙ ИЗОЛЯЦИИ ПРОВОДОВ | 2017 |
|
RU2658087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭМАЛИРОВАННЫХ ПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047231C1 |
Изобретение относится к электроизмерительной технике и может быть использовано в кабельной промышленности для контроля и ремонта эмалевой изоляции проводов. Этап управления скоростью движения провода, технологическими параметрами процесса нанесения эмали на дефектный участок, временем пребывания дефектного участка с нанесенной на него эмалью в зоне сушки и в зоне запечки осуществляют с использованием системы нечеткого регулирования, для чего в схему системы ремонта изоляции вводят несколько соединенных между собой через мультиплексор нечетких микроконтроллеров, каждый из которых содержит блок базы знаний и правил, блок фаззификации, логический блок и блок дефаззификации, при этом осуществляется контроль скорости движения провода, контроль количества дефектов и их протяженность, а также расстояние от датчика дефектов до задней границы дефекта, и информация о параметрах движения провода, выявленных контролем дефектах и их протяженностях поступает в каждый из микроконтроллеров, где она фаззифицируется, обрабатывается в логическом устройстве на основе базы знаний и правил, заложенных в каждый микроконтроллер, после чего полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов перемотки провода, на дозатор эмали, на узел сушки и узел запечки, которые отрабатывают полученные команды и периодически изменяют скорость перемещения провода в зависимости от местонахождения дефектного участка. Изобретение направлено на увеличение точности контроля и протяженности дефектных участков в изоляции провода, а также создание возможности ремонта дефектных участков эмалевой изоляции проводов путем несения эмали на место обнаруженного дефекта при непрерывно перемещающемся проводе. 4 ил.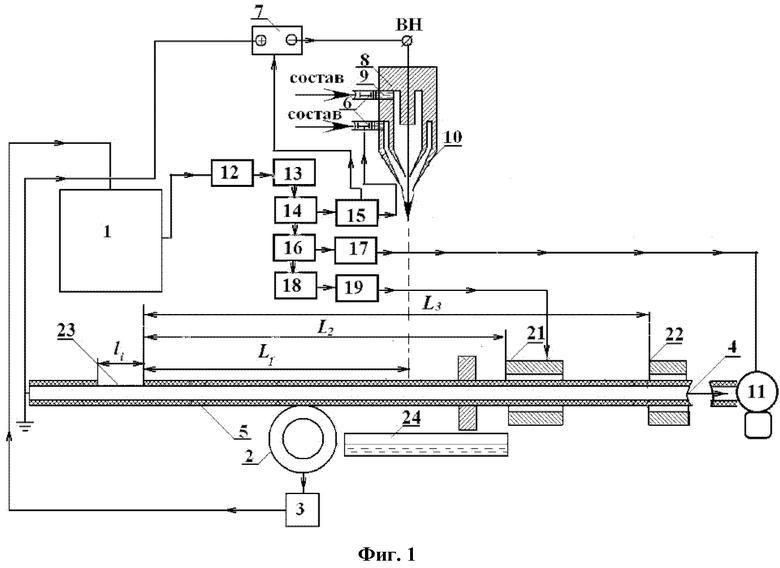
Способ контроля и ремонта изоляции обмоточных проводов, заключающийся в обнаружении дефекта изоляции движущегося провода средствами контроля, в измерении его протяженности, в нанесении на выявленный дефект эмалировочного лака в течение времени прохождения дефектного участка под узлом нанесения эмали, в сушке и запечке эмалевой пленки, отличающийся тем, что управление скоростью движения провода, технологическими параметрами процесса нанесения эмали на дефектный участок, временем пребывания дефектного участка с нанесенной на него эмалью в зоне сушки и в зоне запечки осуществляют с использованием системы нечеткого регулирования, для чего в схему системы ремонта изоляции вводят несколько соединенных между собой через мультиплексор нечетких микроконтроллеров, каждый из которых содержит блок базы знаний и правил, блок фаззификации, логический блок и блок дефаззификации, при этом осуществляется контроль скорости движения провода, контроль количества дефектов и их протяженность, а также расстояние от датчика дефектов до задней границы дефекта, и информация о параметрах движения провода, выявленных контролем дефектах и их протяженностях поступает в каждый из микроконтроллеров, где она фаззифицируется, обрабатывается в логическом устройстве на основе базы знаний и правил, заложенных в каждый микроконтроллер, после чего полученные данные дефаззифицируют, преобразуют их в управляющие воздействия, которые поступают на вход приводов перемотки провода, на дозатор эмали, на узел сушки и узел запечки, которые отрабатывают полученные команды и периодически изменяют скорость перемещения провода в зависимости от местонахождения дефектного участка, уменьшая её при прохождения упомянутого участка под дозатором, и останавливают провод при захождении дефектного участка с нанесенной на него эмалевой пленкой в зону её сушки и запечки, причем интервал времени сушки и времени запечки регулируют в соответствии с правилами, записанными в нечеткие микроконтроллеры.
| WO 2019030246 A1, 14.02.2019 | |||
| WO 2014180663 A1, 13.11.2014 | |||
| CN 103036234 A, 10.04.2013 | |||
| US 2006182269 A1, 17.08.2006. |

