Изобретение относится к области механической обработки изделий полупроводниковой техники и может быть использовано в производстве гибридных интегральных схем (ГИС) на пластинах сапфира, нитрида алюминия, поликора и другой керамики.
Известен способ полирования пластин из керамических материалов (Патент СССР 1743114, В24В1/00, 15.07.1994), в котором на поверхность пластин воздействуют инструментом в присутствии полирующего состава, содержащего алмазный порошок, глицерин и синтетическое моющее средство, и разбавителя в виде коллоидного раствора диоксида кремния (силиказоля) с концентрацией SiО2 от 3,4 до 11,0 вес.%. Процесс полирования представляет собой процесс смешанного алмазного и химико-механического полирования. Такой процесс обработки для производства ГИС необходим, но при определенных условиях, а именно: при удалении слоя материала более 20 мкм, происходит выполировывание ямок на поверхности пластин, что отрицательно сказывается на величине адгезии металлических пленок при их напылении. Обычно полирование пластин выполняют после их шлифования связанным абразивным кругом с зернистостью 60/53 мкм, поэтому для удаления нарушенного слоя предыдущей обработки полирование керамики необходимо проводить на глубину не менее 30 мкм.
Таким образом, при обработке керамических пластин по способу-прототипу не удается при съеме материала более 30 мкм достичь требуемого качества поверхности для металлизации пластин путем вакуумного напыления.
Техническим результатом изобретения является повышение качества обработки пластин за счет реализации двухэтапного полирования поверхности пластин с последним этапом химико-механического воздействия коллоидным раствором диоксида кремния с определенной величиной удаляемого припуска при полировании.
Технический результат достигается тем, что в способе полирования пластин из керамических материалов, включающем воздействие на поверхность пластин инструмента и полирующего состава, содержащего алмазный порошок, глицерин и синтетическое моющее средство, с дозировкой в зону обработки разбавителя, при этом количество полирующего состава и разбавителя берут из соотношения в об. ед. 1 : (3-6) соответственно, полирование ведут на глубину не менее 30 мкм, по меньшей мере в два этапа, на первом из которых в качестве разбавителя используют воду, а на втором - 3,4-11,0%-ный коллоидный раствор диоксида кремния, причем на втором этапе удаляют припуск 5-15 мкм.
Предлагается проводить полирование керамических пластин в два этапа: в начале их полируют полирующим составом с дозировкой воды в качестве разбавителя, а затем с дозировкой в качестве разбавителя - коллоидного раствора диоксида кремния. Суммарный съем при обработке должен быть не менее 30 мкм, а на последнем этапе удаляют припуск толщиной 5-15 мкм. Ограничение величины съема в 5-15 мкм на втором этапе позволяет зафиксировать величину выполировывания ямок на поверхности пластин, что способствует получению наилучших результатов по адгезии пленок после вакуумного напыления. При съеме керамики менее 5 мкм по смешанному механизму алмазного и химико-механического полирования качество поверхности соответствует, в основном, чисто механическому полированию. При съеме более 15 мкм получается тот же эффект обработки, что в способе-прототипе. Выбор коллоидного раствора по концентрации диоксида кремния в диапазоне 3,4-11,0%, принятый так же, как в прототипе, считается отличительным признаком, поскольку определяет количественное состояние компонентов в процессе обработки, необходимых для достижения положительного эффекта предложенного технического решения. При содержании диоксида кремния менее 3,4% количество разбавителя не достаточно для создания механизма химико-механического полирования. Содержание диоксида кремния более 11,0% не влияет на обработку, так как в зону обработки подается, по нашему мнению, количество SiО2 с избытком.
Пример 1
Проводят полирование пластин нитрида алюминия размером 60 х 48 х 1,0 мм, прошедших предварительную шлифовку абразивным кругом АСР 60/53. Для работы используют станок СПШ-1 с медным инструментом, на рабочей поверхности которого выполнена спиральная канавка с треугольным сечением под углом 60o, глубиной 0,6 мм с шагом 1,5 мм (спираль Архимеда с направлением, обратным вращению инструмента на станке). Готовят полирующий состав, для чего берут 240 мл глицерина и 40 мл смачивателя СВ-104 "П". После перемешивания в раствор засыпают навеску 1,8 г алмазного порошка АСМ 3/2, что составляет 6,7 г на 1 л жидкой композиции. Готовят разбавитель - 11,0%-ный коллоидный раствор диоксида кремния, для чего берут коллоидный раствор силиказоля с плотностью 1,15 г/см3 с 25-35%-ным содержанием диоксида кремния и смешивают с водой в соотношении объемов 1:2 соответственно.
Головку с пластинами, наклеенными на головку в количестве 4 штук, размещают на столе станка, сверху на пластины опускают при статической нагрузке 140 Н медный инструмент. Частота вращения инструмента - 2400 об/мин, рабочего стола станка - 240 об/мин. Полирующий состав периодически наносят кистью на поверхность пластин через 8-10 с. На боковую поверхность головки подают воду для охлаждения, устанавливая расход таким образом, чтобы температура головки не превышала 40oС.
1 этап полирования
В зону обработки дозируют разбавитель - воду. Полирование ведут в течение 15 мин. Расход разбавителя составляет 200 - 250 мл. Расход полирующего состава поддерживается в диапазоне 60 мл. Скорость съема при обработке соответствует 1 мкм/мин.
2 этап полирования
В зону обработки дозируют разбавитель - коллоидный раствор диоксида кремния с концентрацией 11,0% SiO2. При тех же соотношениях полирующего состава и разбавителя пластины обрабатывают в течение 8 мин, удаляя припуск 15 мкм.
После полирования (общий съем составил 30 мкм) и отмывки проводят вакуумное напыление слоев Ti - Pt толщиной 0,1 мкм каждый, а затем осуществляют гальваническое осаждение слоя Сu толщиной 2 - 3 мкм. Качество металлизации оценивают при отжиге пластин на воздухе при температуре 420oС в течение 5 мин. При визуальном контроле локальное вспучивание металлизированных слоев наблюдалась на 10% пластин (ориентировочный диаметр вспученных участков не более 30 мкм).
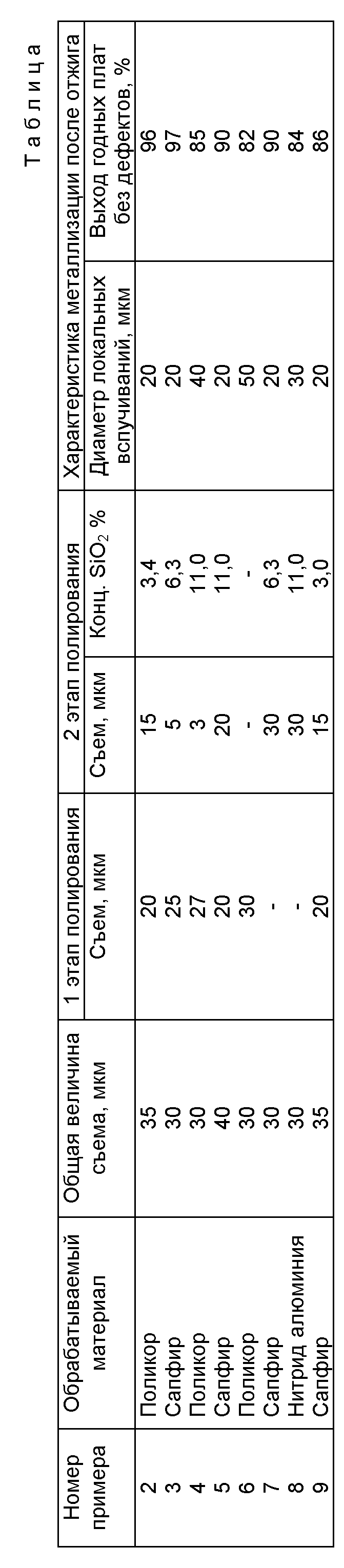
Остальные примеры 2 - 9 приведены в таблице. Примеры 7 - 8 соответствуют способу-прототипу, примеры 5, 9 показывают, что при выходе соотношений разбавителя и режимов обработки 2 этапа качество металлизации ухудшается.
Эффективность способа полирования заключается в повышении качества подготовки поверхности керамических пластин для металлизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2295798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ-НА-ИЗОЛЯТОРЕ | 1999 |
|
RU2173914C1 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ | 1990 |
|
RU1715133C |
| СПОСОБ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2003 |
|
RU2249881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАННО | 1998 |
|
RU2152316C1 |
| СПОСОБ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ПЛАСТИН АРСЕНИДА ГАЛЛИЯ | 2014 |
|
RU2545295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ ПОДЛОЖКИ | 2005 |
|
RU2320466C2 |
| ПОЛИРОВАЛЬНЫЙ СОСТАВ ДЛЯ ХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ | 1993 |
|
RU2082738C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
Изобретение относится к полупроводниковой технике и может быть использовано в производстве пассивных плат для гибридных интегральных схем. Способ полирования включает воздействие на поверхность пластин инструмента и полирующего состава. Последний содержит алмазный порошок, глицерин и синтетическое моющее средство. При этом осуществляют дозировку в зону обработки разбавителя. Количество полирующего состава и разбавителя берут из соотношения (в об. ед. ) 1 : 3-6 соответственно. Полирование ведут на глубину не менее 30 мкм, по меньшей мере, в два этапа. На первом этапе в качестве разбавителя используют воду, а на втором - 3,4-11,0%-ный коллоидный раствор диоксида кремния. Причем на втором этапе удаляют припуск в 15 мкм. Такие действия позволяют достичь требуемого качества поверхности для последующей металлизации пластин путем вакуумного напыления. 1 табл.
Способ полирования пластин из керамических материалов, включающий воздействие на поверхность пластин инструментом и полирующим составом, содержащим алмазный порошок, глицерин и синтетическое моющее средство, и дозировку в зону обработки разбавителя, при этом количество полирующего состава и разбавителя берут из соотношения (в об. ед.) 1 : 3 - 6 соответственно, отличающийся тем, что полирование ведут на глубину не менее 30 мкм, по меньшей мере, в два этапа, на первом из которых в качестве разбавителя используют воду, а на втором - 3,4 - 11,0%-ный коллоидный раствор диоксида кремния, причем на втором этапе осуществляют съем припуска 5 - 15 мкм.
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| RU 2000914 C1, 15.10.1993 | |||
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| Способ полирования керамики | 1989 |
|
SU1696266A1 |
| ХРУЛЬКОВ В.А | |||
| и др | |||
| Механическая обработка деталей из керамики и ситаллов | |||
| Издательство Саратовского университета, 1975, с.266 - 274 | |||
| Транспортное средство | 1987 |
|
SU1418088A1 |

